


Lesen Sie hier die ausführliche Version:
Mein Ziel war es, so viel wie möglich zu lernen. Das Sägen mit der Handsäge genau am Riss entlang, das Ablängen und exakte Aushobeln der Flächen und Bestoßen der Hirnholzkanten eines sägerauen Brettes von Hand mit den verschiedenen Handhobeln hatte ich bereits genügend geübt. Auch das Zinken von Kastenecken, einfach oder verdeckt, das Schlitzen von Rahmenecken war zur Zufriedenheit des Meisters ausgefallen. Mir stand der Sinn nach größeren, umfangreicheren Aufgaben. Stattdessen musste ich über Wochen laufende Meter Glas- oder Deckleisten für die Türbekleidungen mit der Hand nachschleifen. Die Bearbeitungsmaschinen wie die Tischfräse arbeiteten früher nicht so sauber wie heute. Der Messerschlag war an den gefrästen Leisten deutlich sichtbar und musste herausgeschliffen werden. Das war eine äußerst langweilige Arbeit, die dann und wann durch andere Hilfsarbeiten unterbrochen wurde, wie zum Beispiel lange Werkstücke hinter der Dickenhobelmaschine abzunehmen oder beim Fälzen einer großen Zimmertür an der Tischfräse mit anzufassen, damit die Tür im Bereich des Fräsers auch gut und sicher auf dem Maschinentisch auflag.
Manchmal ging es auch auf den Bau. Hier mussten die Fenster oder Zimmertüren noch einzeln über die provisorischen Treppen oder Leitern des hölzernen Außengerüstes hochgetragen werden. Das war eine schweißtreibende Angelegenheit, an der ich mich natürlich kräftig mit beteiligen durfte.
Das Einsetzen der Fenster und Türen war Sache der Gesellen. Hier hatten wir einen Linkshänder und einen Rechtshänder in der Belegschaft. Das war beim Einsetzen der Fenster besonders praktisch. Der Linkshänder hat auf der rechten Seite des Maueranschlags die Bankeisen mit dem Meißel eingetrieben, der Rechtshänder auf der linken Seite. Ja, die Fenster wurden damals in Mauerfälze eingesetzt und mit Bankeisen, die in die Mörtelfugen mit dem Meißel eingetrieben wurden, befestigt. Zur Dichtung des Blendrahmens im Mauerfalz diente ein Teerstrick, der vor dem Einsetzen auf den Blendrahmen mit Nägeln aufgeheftet wurde. Von einem dampfdichten Anschluss auf der Innenseite und einem dampfoffenen Anschluss auf der Außenseite des Fensterrahmens war damals noch keine Rede.
Auf dem Bau bestand meine Aufgabe darin, die Werkzeuge oder die Bankeisen und Nägel den Gesellen zu reichen und dies möglichst schnell und sicher. Doch einmal durfte ich ein kleines Fenster ganz allein und selbstständig einsetzen. Auf lotrechten Sitz und gute Funktion des Fensters ist dabei durch richtige Hinterfütterung und sichere Befestigung zu achten. Meistens wurden die Fenster kurz vor dem Winter oder auch im Winter eingesetzt. Jedesmal war es lausig kalt auf der Baustelle. Beim Eintreiben der Bankeisen mit dem Meißel habe ich als Anfänger nicht immer das Werkzeug getroffen, sondern daneben auf meine Hand gehauen. Dann war der Schmerz auf der kaltgefrorenen Hand besonders intensiv.
Das Leben auf dem Bau war damals schon eine eigene Welt, angefangen von den primitiven „sanitären“ Einrichtungen bis hin zum Gerüstbau oder dem Transport des Baumaterials. Das Klo war eine primitive Holzbutze, die über einer ausgehobenen Fäkaliengrube errichtet wurde. Das Gerüst bestand aus Holzstangen, an denen mit Ketten die Querriegel und die Bohlen der Arbeitsebenen befestigt waren. Das Baumaterial wurde hochgetragen. Dies besorgte ein sogenannter Bauhilfsarbeiter, der auf der Schulter die Steine oder den Mörtel, der schaufelmäßig aus Sand, Kalk oder Zement und Wasser nach Gefühl und individueller Zählweise gemixt wurde, nach oben tragen musste. War oben Bedarf, ging ein schriller Pfiff durch die Luft, dem ein lauter Ruf wie „Schorsch – Kalk“ oder „Schorsch – Steine“ folgte. Dann musste der Arme das Material in einer schmalen Schütte oder mit einem Brett auf der Schulter über die Holzleitern von Gerüstebene zu Gerüstebene hochschleppen und dem Maurergesellen vor die Füße oder in den Mörtelbottich kippen. Manchmal ertönte auch von Zeit zu Zeit ein feinerer Pfeifton oder ein Hallo-Inge-Ruf. Dieser galt einem jungen Mädchen oder Fräulein, wie man früher zu sagen pflegte, das unten am Bau vorbeiging und dessen Aufmerksamkeit man erheischen wollte.
Wenn man auch mit den Augen stehlen konnte, aber gelernt habe ich durch das Zugucken allein nur wenig. Mein Banknachbar in der Werkstatt war schon länger Geselle. Er hatte sich vorgenommen, abends nach Feierabend sein Schlafzimmer zu bauen. Ich fragte ihn, ob ich nicht die Nachtschränkchen dazu bauen könnte. Nach längerer Überredungsphase willigte er und der Chef ein. Gestalterisch war das Schlafzimmer allerdings gar nicht mein Geschmack. Eben so, wie man Schlafzimmer im Jahre 1952 kaufen konnte. Es sollte aus einem dreitürigen, 1,90 m hohen Kleiderschrank, einer Waschkommode, den Betten und aus zwei kleinen Nachtschränkchen bestehen. Alle Teile sollten in Makoré furniert werden, die Türen außen an den Längskanten quer furnierte, runde Ecken erhalten und alle Möbel auf wohlgeformten Dackelbeinen stehen. Schrecklich!
Aber egal, ich habe viel bei der Anfertigung dieser kleinen Nachtschränkchen gelernt. Zum Beispiel wie man so ein Schränkchen aus Seiten, Zinkleisten, Unterboden, Rückwand und Blatt konstruiert, wie man das Holz zuschneidet und aushobelt, man die Flächen furniert, die runden Türecken mit Warmleim in einem Spänekasten quer furniert, die Furnierkanten mit dem Furnierhammer mittels Warmleim aufreibt und vieles mehr. Besonders aufwendig war das Herstellen der Dackelbeine. Sie wurden mit der Schweifsäge von Hand aus einem Buchenblock ausgeschnitten, anschließend geraspelt, gefeilt und geschliffen, bis sie die gewünschte Form hatten. Dabei mussten die vier Füße zu meinen Nachtschränkchen alle gleich aussehen. Da die Füße aus Buchen- und nicht aus Mahagoniholz bestanden, mussten diese noch durch Wässern und nochmaliges Schleifen für das Beizen vorbereitet werden.
Einen besonderen Reiz hatte auch die Fertigung der Schubkästen. Natürlich mussten diese gezinkt werden. Wichtig war bei der Zinkeneinteilung, dass man auf die Höhe der Nut für den Schubkastenboden Rücksicht nimmt. Wenn dann die Schubkästen und auch die Türen eingepasst waren und störungsfrei im Gehäuse liefen, war das schon ein besonderes Glücksgefühl. Zum Schluss wurden die Flächen noch mit Ballenmattierung behandelt und die Beschläge montiert. So ein erstes, selbst gefertigtes Möbelstück erfüllt, wenn es gelungen ist, wohl jeden jungen Tischlerlehrling mit ehrlichem Stolz.
Jedenfalls fühlte ich mich nun stark genug, für meine Eltern ein kleines Garderobenschränkchen zu bauen. Ich fertigte eine Zeichnung an und fragte den Chef, ob ich dieses Schränkchen nach Feierabend für mich bauen dürfte. Er willigte ein und wies mir gleich das Holz und den Furnier zu, welches ich hierfür verwenden durfte. Ich wollte es in Rüster fertigen. Das war damals ein viel verwendetes Edelholz. Mir gefiel es aber deshalb so gut, weil es eine helle, frische Farbe und eine recht ausdrucksvolle Struktur besaß. Der Chef hatte mir wohl nicht allzu viel zugetraut. Jedenfalls war das Holz nicht gerade von allerbester Qualität. Es war krumm und hatte viele Äste. Das war aber auch nicht so schlimm, denn die Werkstücke waren ja relativ klein, sodass ich brauchbares Holz zwischen den Ästen herausschneiden konnte.
Damals mussten die Lehrlinge, übrigens auch noch für ihr Gesellenstück, alles von Grund auf selbst anfertigen. So auch die Tischlerplatten. Die Mittellage wurde aus schmalen Leisten aus Weymouthskiefer verleimt, dann mit der Raubank abgerichtet und von Dicke gehobelt. Vor dem Beleimen mit Absperrfurnier, quer zum Faserverlauf der Mittellage, wurden die Flächen mit dem Zahnhobel kreuzweise aufgeraut. Der Edelfurnier, innen Makoré, außen Rüster musste zugeschnitten, teils mit der Raubank gefügt und mit Fugenpapier zusammengeklebt werden. Manche Teile erhielten vor dem Furnieren noch Anleimer aus massivem Rüsterholz, die vor dem Furnieren noch mit der Rohplatte bündig gehobelt werden mussten. Nach dem Furnieren erfolgte der Formatschnitt, das Fälzen und Profilieren der Teile. Außerdem mussten die Zink- und Traverseleisten, die Teile für das Fußgestell und alle Schubkastenteile zugeschnitten und ausgehobelt werden. Dies benötigte viel Zeit bis alle Teile beieinander waren, denn ich musste ja viele Arbeitsgänge noch mit der Hand ausführen, weil ich noch im ersten Lehrjahr war und darum nicht an allen Maschinen arbeiten durfte. Irgendwann war aber alles soweit vorbereitet, dass das Fußgestell und auch der Korpus verleimt werden konnten. Als dann der Möbelkörper mit aufgeleimtem Blatt und eingeschraubter Rückwand so vor mir stand, konnte ich mir erst so richtig die Gestalt des Möbels vorstellen. Der Weg von der Zeichnung zum Objekt ist doch ein spannender Prozess.
Das Möbel war so allerdings noch nicht fertig. Die Schubkastenteile mussten eingepasst und noch von Hand zusammengezinkt werden. Welch ein Erfolgserlebnis, wenn die Schubkästen leicht und ohne zu viel Luft im Gehäuse liefen. Die Türen wurden mit Klavierbändern angeschlagen und mit Kugelschnäppern zugehalten. Türen und Schubkästen erhielten zum Öffnen Ringgriffe aus Messing. Ich war schon ein wenig stolz über mein gelungenes Erstlingswerk, auch über das sonst so spärlich geäußerte Lob der Gesellen und des Chefs. Es sah nach der Oberflächenbehandlung wirklich schmuck aus und hätte wohl auch als Gesellenstück durchgehen können.
Die Kreissäge war Marke „Eigenbau“. Der Motor und die Welle mit den Spannbacken für das Kreissägeblatt und der Riemenscheibe konnte man kaufen. Das Gestell mit Tisch bestand aus Holz. Auch der Anschlag, dieser war mit Knebelschrauben am Tisch vorn und hinten befestigt. Wenn man von Breite schneiden wollte, musste der Abstand des Anschlags vom nach rechts geschränkten Sägeblattzahn mit dem Meterstab eingemessen und der Anschlag vorn und hinten am Tisch festgeschraubt werden. Die Sägeblätter waren noch nicht mit Hartmetall bestückt. Hier mussten die Zähne noch mit einem Schränkapparat geschränkt und mit einer Dreikantfeile geschärft werden. Kein Wunder, dass man an einer solchen Maschine und mit einem solchen Werkzeug keinen sauberen Schnitt hinbekam. Stets mussten die Plattenkanten noch mit der Raubank bestoßen werden.
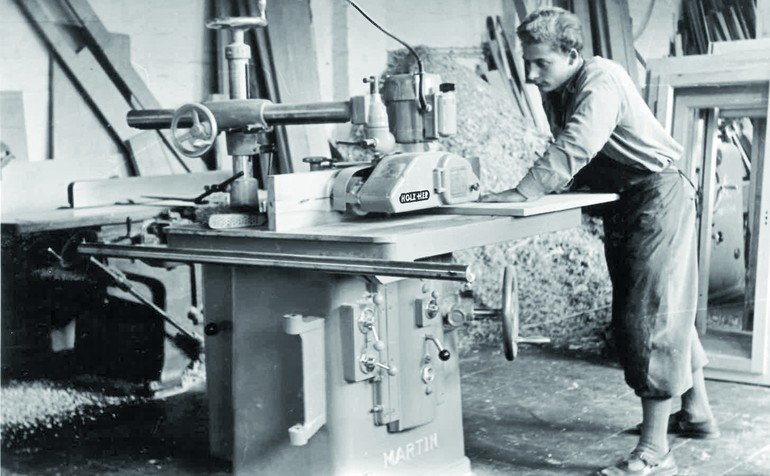
Die Tischfräse war ein Vorkriegsmodell, hatte aber einen gusseisernen Ständer und eisernen Tisch, der leider nicht mehr ganz eben war. Das heißt, man musste das Werkstück zum Fräser hin erst ein klein wenig bergauf schieben und nach dem Verlassen des Fräsereingriffs wieder bergrunter. Die Fräser selbst waren schon kriminell, besonders die, in die ein Messer und ein Gegenmesser eingesetzt und festgeschraubt werden musste. Beim Fräsen der früher üblichen Standard-Handlaufprofile waren das schon mächtige Brummer. Die Gesellen schwörten darauf, Sandpapier zwischen Fräsmesser und Spannbacken zu legen, damit diese nicht herausfliegen. Bevor die Fräsmaschine eingeschaltet wurde, ging immer ein Pfiff durch die Werkstatt, um eventuell in Deckung zu gehen. Erst wenn der große Schraubenschlüssel, mit dem die Mutter auf der Frässpindel angezogen war, ruhig auf dem Frästisch liegen blieb, gab es Entwarnung. Auch das Fräsen eines solch großen Profils selbst war fast eine Mutprobe, denn das Werkstück musste ja von Hand am Fräser vorbeigeschoben werden. Heute dürfen solche Werkzeuge natürlich nicht mehr verwendet werden.
Die Dickenhobelmaschine und auch die Abrichthobelmaschine waren auch alte Veteranen. Sie wurden zwar noch mit Langriemen über die Transmission angeschlossen, arbeiteten aber relativ zuverlässig. Die Dickte hatte noch eine Vierkantmesserwelle. Die wurde auch hin und wieder mit großen Profilmessern bestückt, um an der Dickte die breiten Sargseiten profilieren zu können. Das kuriose war aber die mit einer Klappe verschlossene Maueröffnung. Weil die Dickenhobelmaschine für sehr lange Werkstücke zu dicht an der Wand stand, konnten diese nun durch die Maueröffnung geführt werden.
Übrigens, eine Absauganlage gab es auch nicht. Die Späne flogen im hohen Bogen aus den Späneöffnungen der Maschinen heraus. Aufgabe für uns Lehrlinge war es, die Späne auf einen Haufen zusammenzuschieben. Bei den Fräs- und Hobelmaschinen war der Späneanfall nicht so lästig wie der Schleifmehlanfall an der Bandschleifmaschine. Hier war am Absaugstutzen der Bandschleifmaschine ein Sack angebunden. Immer wenn die Bandschleifmaschine eingeschaltet wurde, wurde auch der Sack aufgeblasen, sodass sich der Reststaub und auch der beim Schleifen anfallende Schleifstaub in der Werkstatt wolkenartig ausbreitete. Es ist klar, dass der Geselle an der Schleifmaschine nach seiner Arbeit immer wie ein Müllerbursche aussah. Gemein war es, wenn mit Makoré oder Afrikanisch Nussbaum furnierte Flächen geschliffen wurden, dann hatten wir alle zu nießen oder anschließend gar einen Schnupfen zu bekämpfen. Wenn in der Werkstatt wirklich niemand mehr vor dichtem Staub zu erkennen war, tröstete uns der Altgeselle mit den Worten: „Ihr müsst halt schneller atmen, dann wird es schon besser.“
Am Samstagvormittag war für uns Lehrlinge Putzen angesagt. Bis elf Uhr durften wir noch an unseren Stücken arbeiten, dann aber mussten wir zu Handfeger, Schaufel und Besen greifen, um die Maschinen zu putzen, die Späne zusammenzuschieben und den Boden sauber zu fegen. Außerdem war die Abschnittecke aufzuräumen. Für den Altgesellen war es sehr wichtig, dass die Abschnitte nach Größe, Dimension und auch Holzart sauber hingestellt worden waren. Heute würde das Suchen eines passenden Abschnitts viel zu viel Zeit kosten, aber die war eben damals billiger als das Material.
Es ist halt unfassbar, wieviel sich bis heute in Bezug auf die Werkstoffe, Hilfswerkstoffe und der Maschinentechnologie geändert hat. Ganz zu schweigen von der Entwicklung in der elektronischen Datenverarbeitung, wie der CAD- und CNC-Technik. Alles dies ist in gerade mal 65 Jahren geschehen.
Durch sein zähhartes Aushärten war er ideal zum Verleimen von Gestellen. Stühle reparieren, das war häufig meine Arbeit. Der Stuhl wurde, soweit nötig, in die Einzelteile zerlegt und die Zapfen und die Zapfenlöcher mit dem Stecheisen von Leimresten gesäubert. Vor dem Verleimen führte ich erst eine kleine Generalprobe durch, damit die Zulagen und Knechte alle vorhanden waren und in der richtigen Position lagen. Obwohl die Zapfenteile auf dem Leimofen gut angewärmt waren, musste das Verleimen, die Leimangabe und das Verpressen blitzschnell gehen. Meistens half mir hierbei noch der Lehrling im dritten Lehrjahr, indem er die Zulagen für das Anlegen der Knechte genau positionierte. War der Warmleim nämlich erst erkaltet, nahm er eine gallertartige Konsistenz an, mit der keine zufriedenstellende Verleimung mehr möglich war.
Nach den Betriebsferien musste wieder neuer Leim angesetzt werden. Wir hatten versäumt, die Leimgefäße vollständig zu reinigen. Irgendjemand hat nur etwas Wasser auf den Leimrest geschüttet und dann den Leimtopf so stehen lassen. Die Folge war, dass der Leim schlecht geworden war. Er hatte eine sulzige Konsistenz und stank wie vergammeltes Fleisch. Unerträglich!
Auch zum Furnieren wurde Warmleim verwendet. Die Gesellen schwörten auf diesen Leim, denn man konnte Fehlverklebungen wie Kürschner mit einem heißen Bügeleisen wieder herunterbügeln und Leimdurchschläge auswaschen und gut aus den Poren herausbürsten. Trotzdem war das Furnieren damals eine zeitaufwendige und schweißtreibende Angelegenheit. Das Furniergut musste vorbereitet werden. Meistens waren es Tischlerplatten, die furniert wurden. Sie wurden grob auf Format geschnitten und wenn nötig mit Anleimern versehen. Die Anleimer mussten von Hand bündig gehobelt werden. Auch das war noch üblich, dass die zu furnierenden Platten kreuzweise mit dem Zahnhobel abgezahnt wurden. Das Furnier für die Sichtseite und die Gegenseite wurden von Hand mit der kleinen Furniersäge oder dem Furnierschneider, in dem eine Rasierklinge eingesetzt war, zugeschnitten, dann mit der Raubank gefügt und mit Klebstreifen zusammengeklebt. Damit im Gesamtwerk das Furnierbild stimmte, wurden die Trägerplatten und Furnierblätter mit Bleistift entsprechend bezeichnet und beschriftet.
Der Tag, an dem furniert werden sollte, kam näher. Im Vorfeld wurden die Zinkzulagen von Leimresten gereinigt und wieder eingefettet, damit sich die nächsten Verschmutzungen leichter entfernen ließen. Als jüngster Stift musste ich den Leimofen so früh anfeuern, dass um sieben Uhr, wenn die Gesellen kamen, der Leim warm und die Zinkzulagen heiß waren. Der Leimofen wurde mit Spänen beheizt. Wenn man beim Befeuern nicht aufpasste und die Glut in der Feuerstelle mit Spänen vollständig zugeschüttet worden war, gab es eine fürchterliche Explosion, bei der die Feuerungsklappe aufschlug und die Funken weit in die Werkstatt flogen. Für diese Fälle stand immer ein großer Topf mit Wasser zum Löschen bereit.
Zum Furnieren und Erwärmen der Zinkzulagen wurden auch die seitlich im Leimofen stehenden Patronen gefüllt. Dies waren Blechzylinder mit einem Durchmesser von etwa 40 cm und einer Höhe von 80 cm, die im Boden ein 8 cm großes Loch hatten. In dieses wurde eine gleichrunde Holzstange gesteckt, um die herum man die Späne fest einstampfen musste. Die Holzstange wurde vorsichtig herausgezogen, und im Ofen konnten die so gestopften Patronen nun von unten und in der Mitte angesteckt werden. Sie brannten sehr lange und erzeugten die erforderliche Hitze zum Erwärmen der Zinkzulagen.
Der Altgeselle war mit den Ergebnissen zufrieden, denn er prüfte, ob die Zinkzulagen richtig heiß waren, indem er auf die Platten spuckte. Die Spucke zog sich sofort zu einer Flüssigkeitskugel zusammen und rollte verdunstend über die Fläche. Der Leim war flüssig und lief wie frischer Honig vom Pinsel. Allerdings war er so nicht zum Furnieren geeignet. Er musste noch mit Pora, einem sehr fein gemahlenen Kalkmehl, gestreckt werden. Dies war nicht nur eine Kostenfrage, sondern auch eine technische Notwendigkeit, denn nur so gestreckt war der Leimdurchschlag zu vermeiden.
War die Leimmischung nach dem Gefühl des Altgesellen richtig, konnte mit der Leimangabe begonnen werden. Zunächst wurde das größte Teil, das Zimmertürblatt furniert. Es wurde auf die Böcke gehievt, um mit dem Pinsel möglichst gleichmäßig den Leim auf die Fläche aufzutragen. An den Kanten hat man meistens etwas mehr Leim angegeben, damit hier keine Fehlverleimungen entstehen konnten. Der Warmleim erstarrte auf der Fläche, sodass nun das Furnier aufgelegt werden konnte. Vorsichtig wurde dann das Türblatt gewendet und auf der anderen Seite Leim angegeben, das Furnier aufgelegt und gegen Verschieben gesichert.
Zum Verpressen standen sechs hölzerne Furnierböcke mit je fünf Metallspindeln zur Verfügung. Sie standen hintereinander und waren auf dem unteren Querbalken mit dicken Brettern belegt. Auf diese untere Brettlage kamen nun drei von den heißen Zinkzulagen. Wichtig war, dass diese mit den Kanten eng aneinander und nicht übereinander lagen. Die daraus entstandenen Furnierfehler wären wohl nicht mehr zu beseitigen gewesen. Dann wurde das mit Furnier belegte Türblatt eingelegt. Darauf kamen wieder drei heiße Zinkzulagen, darüber die Brettlage und zum Schluss die queren Spannbalken, in die die Drehspindeln eingriffen, die mit einem langarmigen Schlüssel angezogen wurden. Dies geschah natürlich mit System. Erst wurden in der Mitte die Spindeln angezogen, dann die äußeren. Das waren bei diesem Türblatt dreißig Spindeln. Weil die Furnierböcke aus Holz waren, bogen sie sich durch die Spannkräfte in der Mitte durch. Das bedeutete, dass man alle Spindeln, besonders die in der Mitte, nochmals nachziehen musste. Das war eine schweißtreibende Arbeit, besonders wenn im Sommer furniert werden musste.
Waren alle Spindeln angezogen, legte sich der Geselle schnell auf den Boden und schaute nach, ob der Leim auch einwandfrei gelaufen war. Das war nur der Fall, wenn die Zulagen bis zum Erreichen des nötigen Pressdrucks noch heiß genug waren. An den Kanten mussten richtige „Rotznasen“ heruntergelaufen sein. So schien das Furnieren geglückt. Quälten sich aber nur ein paar Leimperlen zwischen Furnier und Trägerplatte heraus, dann hatte das Verpressen zu lange gedauert und die Zinkzulagen waren schon zu kalt. In diesem Fall stellte man gleich ein Bügeleisen auf den Leimofen, um die zu erwartenden Fehlverleimungen wie Kürschner herunterbügeln zu können.
Meistens war nach dieser ersten Furnieraktion schon Frühstückspause, die wir auf der Hobelbank sitzend, streng einhielten. Nach dem Erkalten der Zulagen konnte man die furnierte Fläche wieder ausspannen. Nun kamen die kleineren Teile an die Reihe. So war der Tag mit Furnieren ausgefüllt. Die frisch furnierten Teile konnte man sowieso noch nicht gleich weiterbearbeiten. Die Leimfeuchte musste erst noch völlig aus den Platten entweichen.
Da nun Freitag war, mussten noch die Wochenarbeitszettel ergänzend ausgefüllt und abgegeben werden. Jeden Freitag ging dann zehn Minuten vor Feierabend die Werkstatttür auf und der Juniorchef erschien. Er wurde sehnsüchtig erwartet, denn er hatte die Lohntüten in der Hand, die er jedem einzelnen Gesellen und auch uns Lehrlingen mit einer gewissen Erhabenheit in die Banklade der Hobelbank stellte. Die Lohntüten bestanden aus festem Packpapier und waren etwa DIN A5 groß. Auf der Vorderseite war in Spalten und Zeilen sorgfältig von Hand geschrieben, wie viel man in der Woche gearbeitet und verdient hatte, wie viel Abzüge und Zuschläge zu verrechnen waren und was man schließlich ausbezahlt bekam. In der Tüte befand sich dann das Geld in bar, das die Gesellen natürlich gleich nachzählten. Bei mir war die Kontrolle sehr einfach. In meiner Lohntüte befanden sich im ersten Lehrjahr pro Woche lediglich 6 DM und im zweiten Lehrjahr 8 DM. Übrigens verdienten die jungen Gesellen damals auch nur 0,90 DM pro Stunde.
 Ein Leben fürs Holz
Ein Leben fürs Holz







{kind=link}