










Für die 21 Mitarbeiter der Tischlerei Eigenstetter ist ein Industrieroboter zum Kollegen auf Augenhöhe geworden. Der Weg dahin war nicht einfach. Doch heute werden damit die kompliziertesten Formen realisiert. Jacqueline Koch
Eine Tischlerei im dünn besiedelten Westen Mecklenburgs, gerade noch im Einzugsgebiet der Metropole Hamburg – 21 Mitarbeiter, konventioneller Maschinenraum. Ein generationenübergreifender Familienbetrieb. Noch 2011 war die Tischlerei Eigenstetter komplett CNC-frei. Tischlermeister Axel Eigenstetter, der Senior, setzte zwar auf hohe, aber doch traditionelle Handwerkskunst. Doch erst als sich sein Sohn, Martin Eigenstetter, ein studierter Maschinenbauer, in die Tischlerei mit einbrachte, wurde das Handwerk mit technischer Digitalisierung verknüpft. Das Ergebnis: ein bis dato im Holzhandwerk einzigartiges Roboterfräszentrum.
Wenn man einen Blick in den 10 x 10 m großen und 7 m hohen Raum neben dem eigentlichen Maschinenraum wirft, entdeckt man ihn, den man eigentlich eher aus den voll automatisierten Fertigungsstraßen der Automobilherstellung kennt: den drei Tonnen schweren Koloss von Kuka. Ein Kollege, der heute mit den drei verantwortlichen Mitarbeitern auf Augenhöhe agiert. Ein Kollege, der es in sich hat – fünf Bewegungsachsen, vier Meter Reichweite, verschiedene Spannlösungen und die Realisierung kompliziertester Formen mit unterschiedlichsten Werkstoffen. Damit zählt die Tischlerei Eigenstetter zu den echten Exoten der Branche.
Eine echte Herkulesaufgabe
Ein Auftrag brachte im Jahr 2011 alles ins Rollen. Eine kreisrunde Haustür mit Stichbogen für einen Rundturm wurde angefragt – ein komplexer Auftrag, der handwerklich nur schwer umsetzbar war. Also richtete sich der Blick nach vorne, vorbei an der üblichen reinen 5-Achs-CNC, zum damaligen Nonplusultra, einem Roboterzentrum.
Martin Eigenstetter hatte übers Studium Kontakt zum Fraunhofer Institut. Die Vorteile lagen auf der Hand: Mit dem Roboter war ein sehr breites Fertigungsspektrum abzudecken, die Tischlerei brauchte den bestehenden Arbeitsraum nicht komplett umzubauen, und: Die Kosten waren vergleichbar mit einer 5-Achs-CNC, tendenziell sogar geringer. Also nahm das Projekt seinen Lauf. Die Technik, die Einsatzgebiete und potenziellen Umsätze wurden in einem Businessplan erfasst, Fördergelder genutzt. Die große Anschubfinanzierung übernahm das Zentrale Innovationsprogramm (ZIM) des Bundeswirtschaftsministeriums, denn die Entwicklung der roboterbasierten CNC-Fertigung war eine echte Herkulesaufgabe.
Auf eigene Entwicklung gesetzt
Es galt, das Modell KR 500 von Kuka mit einem Aktionsradius zum Nesting einer Halbformatplatte zu einem bis dato einzigartigen Holzbearbeitungs-Gelenkarmroboter umzubauen. Über Monate tüftelte das Team an Konfiguration und Programmierung.
Nach dem Kauf wurde der Roboter zu einem Systemintegrator geliefert. Hier stattete man den Roboterarm mit einer hochtourig laufenden Werkzeugspindel aus. Komplexe Fräswerkzeuge, die so noch nie für die Holzverarbeitung eingesetzt wurden, kommen hier zur Anwendung. Die nächste Herausforderung war die Entwicklung einer Spannvorrichtung für Werkstücke mit mehrfach gekrümmter Oberfläche. Denn diese müssen so fixiert werden, dass sie trotz komplexer geometrischer Formen kollisionsfrei gefräst werden können. Gleichzeitig muss die Wuchsrichtung des Holzes während der Bearbeitung berücksichtigt werden, um Oberflächengüte und Maßgenauigkeit zu maximieren.
Erst als die elektronische Infrastruktur angepasst, ein Schaltschrank gebaut und das System integriert war, wurde der Roboter im mecklenburgischen Rehna in Betrieb genommen. Die Hardware war schnell montiert, aber die Software hat dem Team rund um Martin Eigenstetter viel abverlangt. „Alles, was da dranhängt – die Hochfrequenzspindel, die Spanntische drumherum, die gesamte Integration mit dem Werkzeugwechsel und dass alles zusammen funktioniert – das wurde von uns konzeptioniert und teilweise auch selbst umgesetzt“, sagt Martin Eigenstetter stolz.
Viele Probleme waren zu lösen
Das speziell entwickelte Programm, das die Planungsdaten aus dem CAD/CAM-System in Roboterbewegungen umwandelt, war für alle Mitarbeiter neu. Vor allem im ersten Jahr des Robotereinsatzes galt es, Tausende Probleme zu lösen. „Das Prinzip, wie es funktioniert, war uns allen klar, aber mit den Details haben wir uns manchmal ganz schön rumgeärgert, aber wir haben es durchgezogen.“
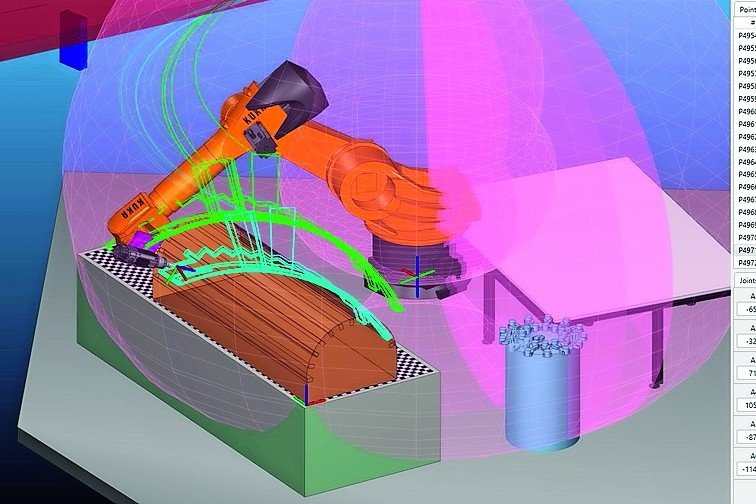
Tische, Anschläge und Werkzeugwechsler werden als 3D-Modell hinterlegt und können als Simulationslauf getestet werden. Probleme mit dem Aufspannort oder Handwinkel werden so erkannt und angepasst. Das Werkstück wird auf einen der Tische, die sich links und rechts vom Roboter befinden, gespannt – links ein Nesting- und rechts ein Konsolentisch. Links ein Tisch mit MDF belegt für die klassische Holzbearbeitung, auf der anderen Seite eine Metallkonstruktion mit eingelasertem Quadratraster und Kugelventilen, wo durch die Opferplatte diverses Plattenmaterial angesaugt und durchgefräst wird. Magnetwinkelanschläge und Vakuumspanner platzieren und fixieren die Werkstücke. So mittig positioniert kann der Roboter auf verschiedenen Spannsystemen arbeiten, auf einem Nestingtisch, Konsolen- oder Glatttisch. Damit ist Flexibilität garantiert.
Dreigeschossige Wendeltreppe
Ein Knopfdruck und der Roboter wird aktiv. Wenn er aus seiner Grundstellung seinen Arbeitsprozess startet, kommt man ins Staunen. Er wechselt die benötigten Fräswerkzeuge selbstständig und stellt je nach Prozess von 3-Achs- auf 5-Achs-Betrieb um. Der erste größere Auftrag, der nur dank des neuen Roboters angenommen werden konnte, hat allen verantwortlichen Mitarbeitern einige harte Stunden beschert: drei riesige, vollgeschwungene, dreigeschossige Wendeltreppen als denkmalpflegerischer Nachbau von originalen Schlosstreppen. Treppenteile mit bis zu fünf Metern Länge, die keine CNC bearbeiten könnte, wurden zehntelmillimetergenau gefertigt. Gleichzeitig liegt die Bearbeitungshöhe weit über der eines normalen Portalbearbeitungszentrums. Bis zu zwei Meter Höhe sind hier möglich. Ein Projekt, das das Team rund um den Roboter extrem gefordert hat. Es galt, komplexe Werkzeugwege zu programmieren, Multi-Achsen-Wege genau zu bestimmen, auch die automatisierte Zerlegung der fertigen Teile in die Rohteilscheiben war für das Team komplett neu. Gleichzeitig mussten die Schwingungen des beweglichen Arms bei der Werkstückbearbeitung mit einbezogen werden. Doch letztendlich ist trotz eines Bearbeitungsradius von vier Metern eine extrem genaue und kollisionsfreie Programmierung kein Problem.
„Heute ziehen wir solche Aufträge relativ trocken durch, aber es kommen doch immer wieder Projekte, die unsere Grenzen weiter nach außen stecken“, erklärt Martin Eigenstetter. Bestes Beispiel: komplexe Formen aus Mineralwerkstoff, wie der Voronoi-Tisch, dessen Design sich an dem komplexen Zerlegungssystem des Mathematikers G.F. Voronoi orientiert. Diese Wege zu programmieren, ist sehr anspruchsvoll, jedes Teil muss 5-achsig ausgeschnitten werden, in jedem Element ändert sich der Winkel an jeder Stelle. Der reinen Fräszeit von etwa drei Stunden stand die Programmierzeit mit 90 Stunden gegenüber. Aber ohne Roboter wäre der Bau dieses Tisches im Handwerk kaum realisierbar.
Dieses Projekt zeigt, was möglich ist, wenn eine Firma den gesamten Prozess beherrscht: Entwurf, Formenbau, Formen, Formatieren und Fügen der Bauteile zu einem Möbel und dieses im Nachgang noch mal zu bearbeiten.
Ingenieurswissen im Tischlereibetrieb
Immer noch bietet Eigenstetter das gesamte Spektrum individueller Tischlerarbeiten – ob Fenster, Treppen oder Möbel. Doch „nebenbei“ ist das Unternehmen zu einer Anlaufstelle für komplexe, dreidimensionale Formen und mehrfach gekrümmte Oberflächen in höchster Präzision geworden. Aktuell wurde ein sensibles Forschungsprojekt zum Bau einer riesigen Guss-Form für eine Schiffsschraube realisiert. Martin Eigenstetter erlebte hier einen kleinen Paradigmenwechsel im CAD-Verständnis. Weg von der Positionierung des Werkstücks, wie es anhand der Koordinaten im CAD liegt, hin zur freien Positionierung im CAD anhand der tatsächlichen Bausituation. Zusammen mit Experten des Fraunhofer AGP entwickelte das Team ein Verfahren, das die Anschlagkante ersetzt. Der Roboter fährt verschiedene Messanfahrtspunkte ab, die mittels Transformationsmatrix errechnet wurden.
Projekte wie dieses, wo Ingenieure und Handwerker Hand in Hand arbeiten müssen, sind für die Tischlerei eine wichtige Nische und ein Markt, der immer wieder spannende Projekte bietet. „Perspektivisch wird niemand umhinkommen, sich mit der Digitalisierung zu beschäftigen, um rationeller und schneller zu werden und seine Produktion besser in den Griff zu bekommen“, schließt Axel Eigenstetter ab.
Die Autorin
Jacqueline Koch studierte Volkswirtschaftslehre und ist Geschäftsführerin einer PR-Agentur.
Besonders anspruchsvoll
Arbeiten für Kollegen
Die Tischlerei Eigenstetter arbeitet auch als Zulieferer für andere Tischler oder Treppenbauer. „Oft besteht unsere Arbeit nur aus einem kleinen Anteil eines Projektes, den unser Kunde nicht umsetzen kann, weil es technologisch besonders anspruchsvoll ist,“ erklärt Martin Eigenstetter und setzt schmunzelnd hinzu: „Diese Kopfschmerzgeschichten gibt er an uns ab. Er hat den Umsatz, wir haben die Auslastung der Maschinen und alle sind glücklich.“
Kleinere Sachen werden auf der inzwischen auch erworbenen 5-Achs-CNC gefertigt und große, komplexe Teile mit dem Roboter. Dimensionen von bis zu 6 m Meter Länge, 2,5 m Breite und 2 m Höhe sind möglich. Selbst eine CNC mit noch so großem Z-Hub reicht nicht an die 3D-Fertigung des Roboters heran.
Teilen:








{kind=link}