


Zur Reduzierung der Nebenzeiten wird schon seit mehr als einem Jahrzehnt in der Holzbearbeitung auf automatischen Werkzeugwechsel gesetzt. Bei den entsprechend dafür geeigneten Werkzeugschnittstellen haben sich neben firmenspezifischen Lösungen und dem Steilkegel nach DIN 69871 vor allem der Hohlschaftkegel (DIN 69893) etabliert. Zusätzlich zu diesen beiden wichtigen Schnittstellen existieren weitere am Markt, die sich nur für den manuellen Wechsel eignen. Neben einer Betrachtung der Marktentwicklung seit 1995 soll hier eine Bestandsaufnahme der Eigenschaften mit Schwerpunkt auf Schnittstellen für den automatischen Werkzeugwechsel stattfinden.
Von Prof. Dr.-Ing. Dr. h.c. Uwe Heisel, Dipl.-Ing. Jürgen Graef und Dipl.-Ing. Jürgen Fronius*
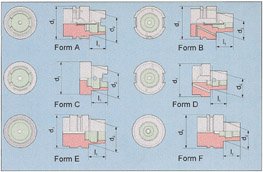
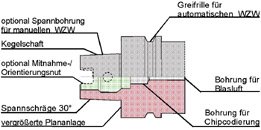
Mitte der achtziger Jahre haben die kontinuierlich steigenden Genauigkeitsanforderungen in der Metallbearbeitung zu verstärkten Anstrengungen seitens der Maschinen- und Werkzeughersteller auf der Suche nach neuen Schnittstellen geführt. Es sollte einerseits die mangelnde Steifigkeit des Steilkegels gelöst und andererseits auch automatischer Werkzeugwechsel ermöglicht werden. Neben dem Einsatz in Fräs- und Schleifspindeln sollte der Einsatz auch bei stehenden Werkzeugen, wie Drehmeißeln möglich sein. Nach der Reduzierung der Nebenzeiten machten sich die Maschinenhersteller verstärkt daran die Hauptzeiten durch höhere Drehzahlen und Vorschübe zu reduzieren. Dadurch kam zu den Forderungen an eine neue Schnittstelle die der Eignung für hohe Drehzahlen dazu. Durch Forschung der Industrie und der RWTH Aachen [3,4] entstand der Hohlschaftkegel (HSK). Unter maßgeblicher Mitarbeit des Instituts für Werkzeugmaschinen (IfW) der Universität Stuttgart, wurde der Hohlschaftkegel in DIN 69893 genormt. Die Norm zum Hohlschaftkegel besteht aus sechs Teilen, wobei jeder Teil bestimmten Anwendungsbereichen zugeordnet werden kann. Die Form F des Hohlschaftkegels entwickelt sich seit Anfang der 90er Jahre zum Standard der deutschen Oberfräsenhersteller [5] (Bild 1).
Stand der Technik
Bis in die 80er Jahre war die Oberfrästechnik, wie weite Bereiche der Holzbearbeitung heute noch, geprägt durch Spindeln mit manuellem Werkzeugwechsel. Die gängigsten Schnittstellen dafür sind Hydrodehnspannfutter, verschiedene Formen von Spannzangen und Zylinderschaftaufnahmen. Dadurch waren komplexe Bearbeitungen in einer Aufspannung nur durch Parallelschaltung mehrerer Bearbeitungsaggregate möglich. Damit stießen die Maschinenhersteller durch die großen Massen, die sich auf einem Maschinengestell konzentrierten, schnell an Grenzen. Für viele Anwendungen sind diese Futter auch heute noch geeignet. Erste kostengünstige Ansätze in der CNC-Technik für den Werkzeugwechsel kamen durch die Stern- und Tellermagazine auf. Bei verbesserter Flexibilität konnten die bewegten Massen reduziert und damit die Maschinendynamik erhöht werden. Zu Beginn dieser Entwicklung wurden Steilkegelschnittstellen ohne formschlüssige Mitnehmer eingesetzt, die sich aber bei hohen Drehzahlen aufgrund der sich durch Fliehkräfte aufweitenden Spindelnase und Nachsetzen des Kegels als ungeeignet erwiesen. Schnittstellen mit Plananlagen wurden daher dringend notwendig.
Marktentwicklung seit 1995
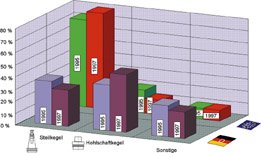
Die ersten Hohlschaftkegelschnittstellen wurden erstmals auf der Ligna 1993 an CNC-Oberfräsen gezeigt. Seitdem haben sich die Hohlschaftkegelschnittstellen, zumindest bei den deutschen Herstellern durchgesetzt. Durch regelmäßige Umfragen des IfW unter Anbietern von CNC-Oberfräsen [6, 7] in Deutschland, konnte die Konsolidierung des HSK bei deutschen Herstellern, mit Stand Ende 1997, bestätigt werden (Bild 3). Dabei wird zwischen deutschen und Herstellern der EU ohne Deutschland unterschieden. Wesentlichen Anteil am Werkzeugschnittstellenangebot deutscher CNC-Oberfräsen haben die Hohlschaftkegel HSK F63 und F50. 1997 machten allein der HSK F63 44 % der von deutschen Herstellern von CNC-Oberfräsen angebotenen Spindelschnittstellen aus. Dies wird wahrscheinlich durch die maßgebliche Beteiligung deutscher Hersteller an der Normung des HSK, Teil F begründet. Eine gegenläufige Entwicklung zeichnet sich bei den EU-Anbietern ab. Seit 1995 ist ein Rückgang der Hohlschaftkegelschnittstellen bei europäischen, im wesentlichen italienischen Maschinenbauern, zu verzeichnen. Diese setzen weiterhin zu 58 % auf den SK 30. Insgesamt machen die SK-Schnittstellen bei EU-Anbietern 1997 78 % aus. Die meisten EU-Anbieter haben den Hohlschaftkegel jedoch auf Kundenwunsch ebenfalls im Programm.
Eigenschaften von Schnittstellen
Die Eignung einer Schnittstelle zeigt sich an dem Maß der Erfüllung verschiedener Anforderungen. Die Werkzeugschnittstelle muß rutschfrei durch Kraft- oder Formschluß, Drehmomente und Kräfte übertragen. Die statische Steifigkeit sollte so hoch wie möglich sein. Die dynamischen Kennwerte sollten einerseits eine hohe Dämpfung sicherstellen, andererseits die dynamischen Nachgiebigkeiten minimieren. Eine wichtige Rolle spielen in diesem Zusammenhang die Kraglänge und die Masse, die für eine solche Schnittstelle notwendig sind. Weiterhin soll eine Schnittstelle eine möglichst genaue Werkzeugpositionierung auch bei höchsten Drehzahlen ermöglichen. In Zukunft wird eine Schnittstelle ohne Möglichkeiten zur automatisierten Handhabung und Verwaltung nicht denkbar sein.
Unter Berücksichtigung vorangehender Aspekte sollen nachfolgend das Hydrodehnspannfutter, der Steilkegel und der Hohlschaftkegel untersucht werden.
Positioniergenauigkeit: In radiale Richtung sind alle beschriebenen Schnittstellen selbstzentrierend und somit vergleichbar gut. Während Steilkegel und Hohlschaftkegel durch die axiale Einzugskraft gegen die Aufnahme gezogen werden, wird das Werkzeug im Hydrodehnfutter ausschließlich durch radiale Kräfte, die auf den Werkzeugschaft wirken, fixiert. Bei großen Unwuchten oder auftretenden Bearbeitungskräften führt dieser Umstand im Extremfall zum Nachgeben der Hydropressung in Kraftrichtung und damit zu einer undefinierten Lage. Die Wechselwiederholgenauigkeit des HSK liegt weit über der des Steilkegels. Die Zentrierung des Kegels erfolgt vor der axialen Anlage des Werkzeugbundes, unabhängig von der Höhe der axialen Spannkräfte. Die verwendete Spanntechnik, ob manuell oder automatisch, greift zentral am Schaftinneren an. Da nur der Hohlschaftkegel mit einer Plananlage ausgestattet ist, ist eine genaue Positionierung bei gleichzeitig guter Wiederholgenauigkeit in Achsrichtung nur mit dieser Schnittstelle möglich.
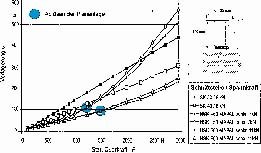
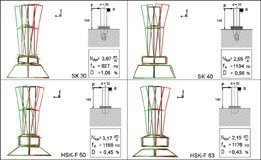
Steifigkeit und Dämpfung: Die Abstützung des Werkzeugs an der Plananlage führt zu einer deutlichen Erhöhung der Systemsteifigkeit und zu geringeren, statischen und dynamischen Nachgiebigkeiten des Systems. Bei einem direkten Vergleich der statischen Steifig-keiten des Steilkegels, Größe 40 mit dem Hohlschaftkegel, Kegelgröße 63 und Plananlage Form F haben am IfW der Universität Stuttgart durchgeführte Untersuchungen den Nachweis der höheren statischen Steifigkeit des Hohlschaftkegels erbracht (Bild 4). Diese ist allerdings nur im Bereich der anliegenden Plananlage gegeben. Bei Querkräften, die abhängig von der Spannkraft einen bestimmten Betrag übersteigen, hebt diese ab und die Verbindung wird sehr weich (Bild 4). Die dynamischen Kennwerte der Steilkegel, Grös-se 30 bzw. 40 und Hohlschaftkegel Größe 50 bzw. 63 mit Plananlage F sind in Bild 5 zu sehen. Im Vergleich der beiden Steilkegel zeigt sich, daß durch die Wahl eines größeren Steilkegels bei gleicher Auskraglänge und Werkzeugmasse die Eigenfrequenz von 927 Hz auf 1104 Hz erhöht wird. Die Nachgiebigkeit wird um fast 30 % reduziert. Im direkten Vergleich, gleiche Massen- und Dimensionsverhältnisse vorausgesetzt, des SK 30 mit dem HSK F50 ist eine Anhebung der Eigenfrequenz von 927 Hz auf 1169 Hz und im Fall des Vergleichs des SK 40 mit HSK F63 eine Erhöhung von 1104 Hz auf 1176 Hz zu verzeichnen. Entsprechend dazu verhalten sich die Dämpfung und Nachgiebigkeit.
Drehzahltauglichkeit: Durch die weitgehende Symmetrie in der Bauweise eignet sich der Hohlschaftkegel für große Drehzahlen. Die Plananlage stellt eine weitgehend drehzahlunabhängige axiale Positionierung sicher. Dadurch, daß sich im Fall des Steilkegels bei hohen Drehzahlen die Spindelnase aufweitet und das Werkzeug in die Spindel quasi “eingezogen” wird, stellt dies einen nicht zu vernachlässigenden Vorteil des Hohlschaftkegels dar. Das Hydrodehnspannfutter eignet sich ebenfalls für hohe Drehzahlen, da hier keine axialen Einzugskräfte auftreten.
Automatisierbarkeit der Handhabung: Durch die entsprechenden Greiferrillen (Bild 1), ist die Möglichkeit des automatischen Werkzeugwechsels sowohl beim Steilkegel als auch beim Hohlschaftkegel gegeben. Beim Hydrodehnspannfutter kann kein automatischer Werkzeugwechsel durchgeführt werden. Die Möglichkeit der Werkzeugcodierung ist durch die nach DIN 69863 vorgesehene Bohrung für einen Codierchip gegeben. Der Steilkegel nach DIN 69871 bietet die gleichen Möglichkeiten. Für die Reinhaltung der Schnittstellen hat der Steilkegel und Hohlschaftkegel die entsprechende Druckluftreinigungsbohrung.
Schlußbetrachtung
Nach der Gegenüberstellung des Steilkegels und des Hohlschaftkegels bei verschiedenen Anforderungen zeigen sich eine Reihe von Vorteilen für den Hohlschaftkegel. Für den Einsatz des HSK muß jedoch Sorge getragen werden, daß die Einzugskräfte groß genug sind, um ein Abheben der Plananlage zu verhindern. Die insgesamt steigende Anzahl von Anwendern der HSK-Schnittstelle macht sie zu einer nicht mehr wegzudenkenden Werkzeugschnittstelle in der Oberfrästechnik.
Literatur
- 1. DIN 69863, Teil 1 bis 6: Kegel-Hohlschäfte mit Plananlage für automatischen Werkzeugwechsel. Beuth Verlag GmbH, Köln, Januar 1996
- 2. DIN E, DIN 69871, Teil 1: Steilkegelschäfte für automatischen Werkzeugwechsel Form A. Beuth Verlag 1993
- 3. Weck, M., Lembke, D.: Die Gestaltung der Schnittstelle zwischen Werkzeugmaschine und Werkzeug. dima Die Maschine 1989
- 4. Lembke, D.: Gestaltungsmöglichkeiten für die Schnittstelle Maschine/Werkzeug. Diss. RWTH Aachen 1993
- 5. Heisel, U., Walz, J.: Hohlschaftkegel-Schnittstelle für schnellaufende Frässpindeln. Teil 1- 3. HOB Die Holzbearbeitung 1995
- 6. Heisel, U., Walz, J., Wernz, C.: Maschinentechnik auf dem Prüfstand. HOB Die Holzbearbeitung 1998
- 7. Heisel, U., Wernz, C.: Maschinentechnik 97. HOB Die Holzbearbeitung 1997. n
Teilen:
 Technologie- und Softwaretrends auf der DigitalBAU 2024
Technologie- und Softwaretrends auf der DigitalBAU 2024







{kind=link}