


Der Hamburger Modellversuch erprobt neue Möglichkeiten der betrieblichen Weiterbildung bei der Einführung von CAD- und CAD/CAM-Systemen im Handwerk. In den ersten beiden Teilen (BM 3/2001, Seite 100 und BM 5/2001, Seite 132) wurde über grundsätzliche Problemstellungen und erste Erfahrungen aus betrieb-lichen Schulungs- und Betreuungsmaßnahmen berichtet. In der dritten Folge skizzieren die Autoren Vor-schläge für die Vorgehensweise bei der Auswahl und Einführung von CAD/CAM- Software.
Wer heute Fachzeitschriften liest, Messen besucht oder sich auf entsprechende Informations-veranstaltungen begibt, wird zunehmend mit der These konfrontiert, dass die Einführung von C-Tech-nologien auch im Handwerk immer mehr zu einer Art Überlebensfrage gerät (vergleiche z. B. das Editorial in BM 5/2001).
Diese These der existenziellen Notwendigkeit hat sicherlich ihren wahren Kern, weil das Verharren in traditionellen Denk-, Handlungs- und Fertigungsweisen auf Dauer immer Rückschritt bedeutet und die Wettbewerbsfähigkeit nicht gerade stärkt.
Die Kluft zwischen “High-Tech” und traditionellen Planungs- und Fertigungsverfahren scheint indes immer mehr auseinander zu klaffen; und schon ist die Rede von der Zweiklassen-Gesellschaft.
Der Einstieg in die neuen Technologien führt jedoch häufig zu erheblichen Problemen: Gerade in den kleinen und mittleren Handwerksbetrieben stehen die hochgesteckten Erwartungen und Ansprüche oft im krassen Widerspruch zur betrieblichen Wirklichkeit und Nutzung der Software. Viele sind bereits bei der Software-Auswahl überfordert, denn nur die für den jeweiligen Betrieb “passende” Software kann letztlich zu bestmöglichem Nutzen führen.
Weniger ist oftmals mehr
Die Autoren dieses Artikels beschäftigen sich als Leiter des Hamburger Modellversuchs “Entwicklung eines Qualifizierungsmodells für den Bereich Innenausbau – Holztechnik” mit der Einführung von CAD/CAM-Technologien in kleinen und mittleren Handwerksbetrieben. Einige allgemeine Erfahrungen aus dem Modellversuch sollen im folgenden reflektiert werden, wobei der oben skizzierte Widerspruch zwischen Anspruch und tatsächlicher Realisierungsmöglichkeit Berücksichtigung finden soll.
Im Laufe des Modellversuchs hat sich sowohl die immense aber durchaus unterschiedliche Leistungsfähigkeit von CAD/CAM-Systemen bestätigt, es sind aber auch Grenzen ihres betrieblichen Einsatzes deutlicher geworden.
Eine der wohl wichtigsten Grundregeln für Handwerksbetriebe, die in CAD/CAM Systeme investieren wollen, lautet unseres Erachtens: Wagen Sie den Einstieg – er lohnt sich bei richtiger Wahl des für Sie geeigneten Systems! Aber berücksichtigen Sie zu-nächst auch die Binsenweisheit “Weniger ist oftmals mehr.”
Anmerkungen zur Wahl eines CAD-Systems
CAD-Systeme sind Werkzeuge, die es sinnvoll zu nutzen gilt. Wie bei jedem Werkzeug hängt der Erfolg von seiner Qualität sowie den Fertigkeiten seines Anwenders ab. CAD-Werkzeuge können wie alle anderen Werkzeuge nicht denken – also auch nicht von sich aus gestalten, konstruieren etc. Wohl aber können sie nach den vom jeweiligen Softwareentwickler entworfenen Regelsystemen mehr oder minder umfangreiche Hilfestellungen für gestalterische und konstruktive Aufgabenstellungen liefern. Eine wichtige Erkenntnis hinsichtlich des Herangehens an computergestützte 3D-Planung, die sich zurzeit gerade in der Architekturbranche nach einer Phase der Euphorie herumzusprechen scheint, ist dabei auch für den Tischlereibetrieb wissenswert: Kein vernünftiger Architekt verzichtet trotz der Anschaffung modernster CAD-Ausstattungen auf den Einsatz seines geliebten Skizzenstiftes! Die Idee und das Konzept müssen reifen oder aber plötzlich entstehende Gedanken müssen skizziert werden. (Christian Dalecki: Computergestützte 3D-Architekturplanung – Realität und Wunschdenken; in: Deutsche Bauzeitung 11/2000, S 138ff)
Die Einführung von CAD-Systemen in kleinen und mittleren Handwerksbetrieben steht im Grunde genommen erst am Anfang. Viele der Betriebe haben noch gar kein System. Eine bereits beträchtliche Anzahl von Betrieben haben den Anfang gewagt, bei vielen ist CAD gar nicht mehr wegzudenken. Nicht alle jedoch sind mit der Wahl glücklich, weil z. B. wichtige betriebsspezifische Kriterien bei der Kaufentscheidung nicht genügend berück-sichtigt wurden. Dies ist auch kein Wunder, denn wie soll der Kunde vor dem Erwerb und der Nutzung des jeweiligen Systems ein objektives Urteil darüber fällen, ob die Software in Leistungsumfang und Handling seinen Erwartungen entspricht – zumal wenn ein selbst erstellter und detailliert formulierter Anforderungskatalog oftmals nicht vorliegt, da Kriterien aufgrund fehlender Erfahrungen und Vergleichsmöglichkeiten schwer entwickelbar sind. Beratungsbedarf bezüglich der Auswahl eines geeigneten Systems besteht somit auf jeden Fall und wird sich zukünftig auch nicht reduzieren, da die Entwicklung der C- Technologien rasant vonstatten geht.
Software-Beurteilung im Rahmen der Einführung
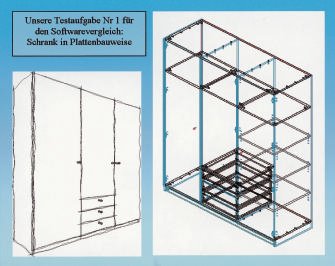
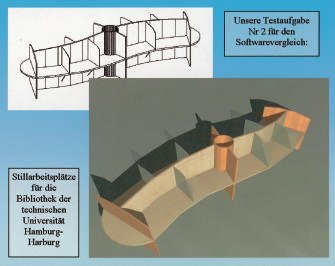
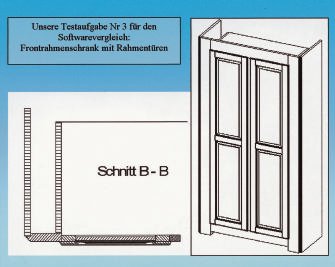
Selbst für eine Beratungsinstanz ist es äußerst schwierig, einen allgemeingültigen Kriterienkatalog zu entwickeln, der Hilfestellung bei der Wahl eines CAD-Systems bietet. Wir wollen diese Problematik im folgenden, anhand einiger weniger Beispiele aufzeigen. Sie wurde uns durch den eigenen Versuch eines Programmvergleichs deutlich, den wir vor wenigen Monaten begonnen haben.
Grundsätzlich sollten unseres Erachtens CAD-Programme für den Innenausbau spezielle Konstruktionshilfen auf 3D-Basis für die Bereiche Innenraumgestaltung, Möbelbau, Wandverkleidungen etc. bieten, d. h., schon von ihrem Ansatz her sollte die Spezialisierung für das Aufgabengebiet erkennbar sein. Allgemeine CAD-Programme bieten zwar in der Regel auch die Möglichkeit, Innenausbaukonstruktionen zu erstel-len, die Arbeit mit ihnen ist aber dabei unserer Meinung nach wenig effektiv.
Welche Kriterien sind nun aber geeignet, Ansatzpunkte zur Klassifizierung der Vielfalt an Softwareangeboten zu finden? In dem folgenden Kasten haben wir einige leistungsspezifische Fragestellungen für eine mögliche Bewertungsgrundlage aufgelistet. Diese Kriterien beziehen sich – ohne Anspruch auf Vollständigkeit – ausschließlich auf die Konstruktionsebene sowie die Erstellung von Fertigungsunterlagen. Fragen der CNC-Anbindung und der Koppelung mit anderen Planungsprogrammen werden in den folgenden Kapiteln diskutiert.
Selbst bei diesen relativ einfachen Fragestellungen haben wir im Rahmen unseres Softwarevergleichs einige Unwägbarkeiten gefunden, die ihre Beantwortung sogar für den mit der Materie Vertrauten schwierig erscheinen lassen. Die Bewertungen (sehr gut – vorhanden – wenig ausgeprägt) sind abhängig von der Systemkenntnis des Beurteilenden – wobei kaum ein “Experte” mehr als zwei Systeme gleichzeitig beherrschen kann. Schon vom Ansatz her besteht damit die Gefahr, dass selbst ein genaues Eingehen auf die Fragestellungen keine Garantie für eine richtige Entscheidung ist. Hinzu kommt, dass diese ausschließlich leistungsbezogenen Beurteilungen einer CAD-Software unseres Erachtens für sich allein genommen wenig aufschlussreich sind, da sie erst in Kombination mit mindestens vier weiteren Fragestellungen einen Sinn hinsichtlich der Eignung eines CAD-Systems für einen bestimmten Betrieb machen:
• Welche Produktpalette liegt in dem Betrieb vor und wohin soll die Entwicklung gehen?
• Welche Aufgaben sollen mit Hilfe des einzuführenden Systems bearbeitet werden?
• Welche Entwicklungsperspektiven werden bereits heute angedacht?
• Welches Qualifikationsprofil der Mitarbeiter liegt vor und welches Qualifikationsprofil verlangt die geplante Einführung des Systems?
Eine solche betriebliche Zielbestimmung muss vor jedem leistungsbezogenen Software-Vergleich erfolgen, will der Anwender nicht Gefahr laufen, von scheinbar objektiven Kriterien in die falsche Richtung gelenkt zu werden. Im Rahmen unseres Modellversuchs haben wir nicht wenige Beispiele für Fehlentscheidungen entdecken können, die, ausgehend von dem Eindruck der enormen Leistungsfähigkeit eines CAD-Systems oder eines bestimmten Teilbereiches, ihren Ursprung gerade in der mangelnden betrieblichen Zielbestimmung haben. Selbst bei klaren Vorstellungen ist die Möglichkeit eines späteren Systemwechsels nicht auszuschließen, da erst im Laufe der Zeit Grenzen und Möglichkeiten des jeweiligen Softwareeinsatzes deutlich werden.
Gerade für Handwerksbetriebe ist dabei die “große” Lösung nicht immer die vorteilhafteste, weil unter Umständen der Aufwand zur Beherrschung komplexer Systeme nicht unbedingt mehr im Verhältnis zum tatsächlichen Nutzen steht. Wer nicht über einen Stab von EDV-Experten verfügt, hat eventuell wenig von durchgängigen Lösungen (Planung, Aquisition, Konstruktion, Fertigung, Auftragsabwicklung), da solche Systeme eine entsprechende Betreuung brauchen. Wer nicht gerade von “Shop in Shop”-Systemen lebt, braucht eventuell keine perfekte Visualisierung. Wer einen geringen Grad von Wiederholbarkeit in seiner Produktpalette aufweist, braucht eventuell kein Programm mit einer ausgefallenen Parametrik.
CAM-Anbindung
Bei einer CAM-Anbindung erfolgt die Umwandlung der Zeichnungsdaten in WOP- oder NC-Programme für das anzusteuernde Bearbeitungszentrum (BAZ). Dieser zunächst für den Laien nicht sehr kompliziert scheinende Prozess beinhaltet jedoch ungeahnte Tücken, die meist erst zu einem sehr späten Zeitpunkt der Einführung des gesamten CAD/ CAM-Systems deutlich werden.
Zu Beginn der Einführung eines CAD/CAM-Systems ist der Erstanwender vollauf mit dem Erlernen des CAD-Systems beschäftigt, so dass nicht gleich die Datenübergabe an die NC-Steuerung bis ins Detail getestet werden kann. Die Kaufentscheidung zugunsten eines Gesamtsystems wird oftmals zu einem Zeitpunkt getroffen, an dem die Problematik der NC-Datenübergabe noch nicht in ihrer vollen Bandbreite deutlich geworden ist. Der bloße Hinweis, dass das System eine NC-Datenübergabe ermöglicht, greift aber zu kurz, solange nicht deutlich gemacht wird, in welchem Umfang dies geschieht. Gerade hier gibt es aber deutliche Unterschiede bei den Systemen. Deshalb einige Ratschläge aus unserer Erfahrung mit verschiedenen Systemen: Zu unterscheiden sind verschiedene Verfahren der Datenübergabe sowie die Vollständigkeit der übergebenen Daten. Es gibt unseres Wissens nur sehr wenige Systeme, die es erlauben, ein auf der CAD-Ebene entworfenes Objekt in der Gesamtheit der Bearbeitungsschritte für alle Einzelteile zu übergeben. In einem automatisierten, aber vom Benutzer notwendigerweise steuerbaren Prozess werden dabei WOP- oder NC-Programme erzeugt, die alle gewünschten Bearbeitungen (Fräsen, Sägen, Bohren, sowie bei Bedarf Kantenanleimen) enthalten, ohne dass diese in der Regel nachgearbeitet werden müssen. Steuerbar muss dabei z. B. sein:
• Ob das Werkstück auf dem Bearbeitungszentrum eine Formatierung erhält und in wie vielen Frästiefen diese Formatierung in Abhängigkeit vom verwendeten Material erfolgen soll.
• Wann Anleimer am Werkstück (mit oder ohne Formatierungsanweisung) anzubringen sind, d. h., ob sie vor, auf oder nach dem BAZ an den Werkstücken angebracht werden sollen. Die sich daraus ergebenden Verrechnungen für alle anderen Bearbeitungsschritte müssen automatisch erfolgen.
• Dass den zu fräsenden Konturen die entsprechenden Werkzeuge zugeordnet werden können, unter Berücksichtigung der Anzahl der Fräsgänge, gewünschter Offsets, der Verfahrrichtung sowie den An- und Abfahrbewegungen.
• Welche Arbeitsgänge in einer Erstbearbeitung des Werkstückes erfolgen sollen und welche in einer Zweit- oder sogar Drittbearbeitung.
• Ob ein Werkstück zur besseren Positionierung auf dem BAZ um einen bestimmten Winkel gedreht übergeben werden muss.
• Dass Makros der WOP-Programme (Taschenfräszyklen etc.) genutzt werden.
Dies ist nur ein Auszug aus der Palette notwendiger Steueranweisungen eines umfassenden CAM-Systems. Mit diesen umfangreichen Optionen steigt zwangsläufig die Komplexität der gesamten CAD/CAM-Software. Die notwendige Qualifizierung und Ausbildung der Mitarbeiter muss folglich mit einem nicht zu unterschätzenden Zeit- und Kostenanteil eingeplant werden (siehe BM 5/2001, S. 132ff). Mit dem angesprochenen Leistungsumfang steigt verständlicherweise auch der Verkaufspreis einer solchen Software – dafür trägt sie aber den Zusatz “CAM-System” zu recht.
Andere Systeme übergeben die erzeugten CAD-Daten für alle Einzelteile eines Objektes ebenfalls in automatisierter Weise an entsprechende WOP-Programme – nur nicht unbedingt in dem eben geschilderten notwendigen Detaillierungsgrad der Bearbeitungsschritte. Beispielsweise können im Bereich Fräsen bei einigen Programmen nur Geometriedaten übergeben werden, die dann nachträglich in Fräskonturen überführt werden müssen. Hier muss also der Anwender in einem eventuell arbeitsreichen Prozess jedes Einzelteil auf der WOP-Ebene nacharbeiten. Bei solchen Systemen ist z. B. unbedingt zu prüfen:
• Ob nachträglich Formatierungsanweisungen einzuarbeiten sind und welcher Aufwand dafür anzusetzen ist.
• Ob Außen- und Innenkonturen vollständig übergeben werden – wenn ja, wie und mit welchem Aufwand diesen Konturen in dem jeweiligen WOP-Programm Fräsbearbeitungen mit definierbaren Verfahrrichtungen zugewiesen werden können.
• Ob alle notwendigen Bohr- und Sägedaten übergeben werden, ohne dass diese nachgearbeitet werden müssen.
• Ob Makros der WOP-Programme (Taschenfräszyklen etc.) angesteuert werden.
Gerade bei Systemen, bei denen der Detaillierungsgrad der Bearbeitungsschritte nachträglich hinzuzufügen ist, kann im Rahmen der Kaufentscheidung nur schwer eingeschätzt werden, ob die NC-Datenübergabe (von CAM-Anbindung sollte man hier besser nicht sprechen) auch zu den erhofften Erfolgen führen wird. Um Enttäuschungen von Anfang an zu vermeiden, sind hier unbedingt umfangreiche Testläufe vor dem Kauf durchzuführen, wobei zu klären ist, was mindestens geleistet werden muss.
Dass der Automatisierungsgrad bei solchen Systemen eingeschränkt ist, muss nicht unbedingt nachteilig sein. Zum einen sind die Softwarekosten wesentlich geringer (nicht gerechnet die zusätzliche Zeit, die der Anwender zukünftig zum Komplettieren der Programme benötigt!), zum anderen erhält der jeweilige Mitarbeiter, am besten der Maschinen-Facharbeiter, der die Aufgabe der Vervollständigung der WOP-Programme übernimmt, ein erweitertes Aufgabengebiet, was durchaus innerbetriebliche Vorteile mit sich bringen kann, denn nicht in jedem betriebsspezifischen Fall ist eine vollständige Automatisierung wünschenswert.
Eine dritte Art der NC-Datenübergabe verfährt nach dem Prinzip, dass auf der CAD-Ebene die Einzelteile eines erzeugten Objektes mit Hilfe von Zusatzmodulen um die notwendigen Technologiedaten für eine NC-Bearbeitung ergänzt werden. Die so erzeugten Daten werden dann in WOP- oder NC-Programme ausgelesen. Hier muss also das Gesamtobjekt schrittweise (!) vom Anwender nochmals durchgegangen und fertigungsbezogen aufbereitet werden. Auch hier sollte der potentielle Anwender im Vorwege gründlich prüfen, ob mit diesem Verfahren alle notwendigen Bearbeitungsdaten für das anzusteuernde BAZ erzeugt werden können und, ob das Handling der Zusatzmodule nicht zu zeitaufwendig ist.
Die Frage nach dem Genauigkeits- und Modifizierbarkeitsgrad der von allen CAD/CAM-Systemen erzeugten Daten für die NC-Anbindung ist besonders wichtig, wenn der Betrieb vor Anschaffung eines solchen Systems bereits über ein BAZ verfügt. Werden nämlich in diesem Fall unvollständige oder sogar fehlerhafte Daten erzeugt, muss nicht selten mit erheblichem Aufwand den Mitarbeitern der “Vorteil” des neuen Verfahrens plausibel gemacht werden.
Anschluss an Branchen-programme
Das Ideal der elektronischen Datenverarbeitung beinhaltet, dass alle grundlegenden Daten nur einmal eingegeben werden und von diesem Zeitpunkt an von allen angeschlossenen Systemen genutzt werden können. So auch bei der Koppelung von Branchenprogrammen oder PPS-Systemen mit der CAD- oder CAD/ CAM-Software. Das Ziel der Koppelung der Systeme sollte ein “integrierter Datenfluss” sein, das heißt: einmal eingegebene Stammdaten stehen allen angeschlossenen Systemen zur Verfügung.
Dieses Zusammenspiel läuft über Programmschnittstellen und reicht von der manuellen Ergänzung der Stammdaten in jedem einzelnen Programm (was schon eine Abweichung vom Ideal darstellt!) bis hin zur automatisierten Übergabe der Daten und ihrem Abgleich bei jeder Änderung im führenden Programm. Die eigentliche Stammdatenpflege sollte dabei möglichst im Branchenprogramm (oder PPS-System) als führendem System erfolgen.
Die so erzeugten Datenbestände werden an das CAD-System übergeben – soweit dieses System nicht auf die gleiche Datenbank zugreifen kann, was in der Regel nur bei Lösungen aus “einem Haus” möglich ist! Nach der Konstruktion der Möbel und Bauteile müssen die Ergebnisse des CAD-Prozesses wieder an das Branchenprogramm transferiert werden, damit die Kalkulation und weitere Auftragsbearbeitungen abgewickelt werden können. Auch hierfür ist in der Regel eine Programmschnittstelle erforderlich.
Die Kommunikation der Programme über diese Schnittstellen ist ein äußerst sensibler Prozess, der in allen Einzelheiten abgestimmt werden muss. Bei diesem Abstimmungsprozess sind Lösungen “aus einem Haus” schon vom Ansatz her im Vorteil, wogegen Schnittstellen verschiedener Entwickler die Gefahr von Abstimmungsproblemen beinhalten. Die Nachbesserung bereits ausgelieferter Schnittstellen kann unter Umständen Wochen oder Monate dauern, wenn “Kommunikationsprobleme” zwischen den Entwicklern auftreten. Aber auch nach der erfolgreichen Abstimmung der Programme können bereits beim nächsten Update eines der beiden Systeme ungeahnte Überraschungen auftreten – eine nach unseren Erfahrungen leider nicht nur theoretische Möglichkeit.
Ein Betrieb ist daher gut beraten, vor Vertragsabschluss dieSchnitt-stellen ausgiebig zu testen und sich die Funktionsfähigkeit auch über einen Versionswechsel hinaus vertraglich garantieren zu lassen! Das ausführliche Testen der inhaltlichen Seite der Datenübergabe ist dabei wirklich ernst zu nehmen, denn selbst bei verkauften und eingesetzten Schnittstellen haben wir wiederholt erlebt, dass die Datenübergabe fehlerhaft oder unvollständig erfolgte. Beispielsweise
• wurden die Materialien mehrer Möbel übergeben – aber leider fehlte die Zuordnung der Bauteile zu den entsprechenden Baugruppen oder Aufträgen.
• wurden zwar die Bauteile eines Möbels mit Positionsnummern übergeben, aber die Verbinder und Zukaufteile fehlten, womit eine Kalkulation erheblich erschwert wurde.
• wurde eine Kante einer Korpusseite, die im CAD-System noch an der Vorderkante angebracht war, in der Stückliste des Branchenprogramms plötzlich anderweitig angeordnet.
Auch solche alltäglichen “Kleinigkeiten” sind sehr ärgerlich, da sich zum einen die Ausbesserung durch den Hersteller verzögern kann, und zum anderen ein enormer unproduktiver Zeitaufwand für den betroffenen Betrieb anfällt.
Das größte Risiko aber geht der Betrieb ein, der als Erstanwender neu zu entwickelnde Schnittstellen einführen will und der Versicherung glaubt, dass “dies alles kein Problem sei”. In einem uns bekannten Fall dauert diese Anpassung bereits zwei Jahre ohne auch nur ein einziges brauchbares Ergebnis geliefert zu haben.
Oftmals ist für den Anwender die “Schuldfrage” nicht zu klären, da spezielles Fachwissen fehlt, und der Fehlerteufel von einem Entwickler zum anderen weitergegeben wird. Manchmal ist der Anwender auch einfach das letzte Glied einer Kette. Aus marktpolitischen Gründen hat anscheinend nicht jeder Softwarehersteller ein Interesse daran, eine funktionierende Schnittstelle zu einem Fremdprodukt zu entwickeln und zu pflegen. Leider geht die Tendenz nicht in die Richtung eines einheitlichen Schnittstellenformates, das den Datenaustausch erheblich erleichtern würde.
Eine auf der LIGNAplus 2001 festzustellende Tendenz bestätigt die eben aufgezeigte Schnittstellenproblematik. Zunehmend scheinen die Softwareanbieter jeweils eine Bindung zu bevorzugen und damit vermutlich auch vorrangig zu pflegen. Bei der Auswahl eines CAD-Systems kann der Anwender damit aber “genötigt” sein, sich gleichzeitig für ein bestimmtes Branchenprogramm entscheiden zu müssen oder umgekehrt, für sein Branchenprogramm das empfohlene CAD-System zu nehmen. Unter diesen Bedingungen dürfte die Wahl einer für den Betrieb geeigneten Lösung sehr schwer werden und eine vollständige Zufriedenheit nicht immer gelingen – eine, wie wir meinen, problematische Entwicklung. Dass gerade im Bereich der Anbindung von Branchenprogrammen und PPS-Systemen an die CAD- und CAD/CAM-Software im Rahmen des Modellversuchs die größten Differenzen zwischen Anspruch und Wirklichkeit festgestellt wurden, liegt allerdings nicht immer an Abstimmungsproblemen der Systementwickler, sondern auch an Fehlern der Anwender selber. Wer z. B. beim Anlegen der Stammdaten nicht äußerst diszipliniert arbeitet, kann mit einem Erfolg schon gar nicht rechnen. Ein nur halbherzig eingerichtetes Branchenprogramm oder PPS-System und damit eine mangelhafte Stammdatengrundlage für das CAD-System wird teuer und der Aufwand an Zeit und Nerven ist nicht mehr kalkulierbar. Wer nicht ernsthaft und kontinuierlich an der Entwicklung von Stammdaten arbeiten will, sollte lieber überlegen, ob er nicht mit einem CAD-Programm, das ohne Stammdatenbasis arbeiten kann, besser bedient ist.
Fazit
Die Leistungsfähigkeit von CAD/ CAM-Systemen ist enorm – trotzdem gilt für einen Betrieb, der den Einstieg wagen will, dass vor der Kontaktaufnahme ein auf den betrieblichen Notwendigkeiten fundierter Kriterienkatalog erstellt werden sollte, der den tatsächlich benötigten Leistungsumfang der Software umschreibt. Ebenfalls ist zu klären welche Fortbildungsnotwendigkeiten für die Mitarbeiter einzuplanen sind. Sowohl für die Auswahl der Software als auch für die Fortbildung wird in der Regel ein viel zu kurzer Zeitumfang angesetzt. Bei einer geplanten Datenübergabe an Bearbeitungszentren sollten zudem Testläufe erfolgen, damit deutlich wird, in welchem Umfang Daten übergeben werden und wie der Benutzer diese nach fertigungstechnischen Gesichtspunkten beeinflussen, ergänzen oder verändern kann. Für die Koppelung mit Branchenprogrammen gilt ahnliches. Hier sollte zudem darauf geachtet werden, dass auch zukünftige Entwicklungen vertraglich mit bedacht werden. In unseren vier Artikeln im BM haben wir versucht, unsere Erfahrungen im Bereich CAD/ CAM-Technologie allgemein zugänglich zu machen. Wir hoffen, einen kleinen, objektivierenden Betrag zu der Problematik geleistet zu haben. Für weitergehende Fragen, Kritik und Ratschläge sind wir dankbar.
Michael Ludolph, Volker Striecker
Tel 0 40/42 88 60 0
Fax ~/42 88 60 152
E-Mail: ludolph@gsechs.de o
Die Autoren: Antje Herchenhahn, Michael Ludolph, Volker Striecker
Programmfunktionen
Welche parametrisierbaren konstruktiven Möglichkeiten werden angeboten:
• Variable Schrankkonstruktionen mit rechteckigem Grundriss
• Variable Schrankkonstruktionen mit beliebigem Grundriss
• Variable Schrankkonstruktionen mit beliebigen Vorder- und/oder Seitenmodifikationen, z. B. für Dachschrägenschränke
• Rahmenbaumodule mit variablen Rahmenquerschnitten, Eckverbindungen und Kontermöglichkeiten der Profile
• Frei programmierbare eigene Schrankkonstruktionen
• Variable Generierung von Langteilen (Arbeitsplatten, Kranzkonstruktionen etc.) in Abstimmung mit der Möbelkonstruktion
• Variable Thekenkonstruktionen (Aufbau eines frei konstruierbaren Querschnittes entlang eines Grundrisses)
• Variable Decken- und Wandverkleidungen
• Sind diese parametrischen Konstruktionsmodule frei editierbar, oder sind sie als vorgegebene Makros verfügbar, die nur bedingt veränderbar sind?
• Können Beschläge und Verbindungsmittel mit den zugehörigen Bearbeitungen (Bohrungen etc.) frei editiert und maßgenau in die Konstruktion integriert werden? Wird ihre Anordnung bei maßlichen Veränderungen der Konstruktion nach definierbaren Kriterien mitgezogen?
• Werden den Bauteilen Informationen über die Stammdaten (Material, Kanten, Kantenbearbeitung, Beschichtungen, Oberflächen etc.) mit den entsprechenden Maßangaben, Preisen etc. zugeordnet? Ist diese Zuordnung auf der CAD-Ebene jederzeit veränderbar?
• Bietet das Programm Hilfestellungen bei der Erstellung von individuellen Konstruktionen, die nicht über vorgefertigte Makros oder Programmmodule entwickelt werden können? Kann die Entwicklung dieser Individualkonstruktionen über einfache CAD-Funktionen erfolgen, oder muss (ausschließlich) über Dialogboxen gearbeitet werden? Sind sie in den Formen, Bearbeitungen und Maßen nachträglich modifizierbar?
Fertigungsunterlagen
• Werden Möglichkeiten zur Klassifizierung der Konstruktionen nach bestimmten Hierarchiestufen wie z. B. Bauteile, Baugruppen, Artikel und Projekte angeboten? Sind diese Klassifizierungen frei editierbar und veränderbar? Orientiert sich die Vergabe von Positionsnummern an diesen Hierarchiestufen?
• Ist ein eigenständiges Listenmodul integriert?
• Sind die Listen zum Aufbau von Stück-, Schnitt-, Kanten- und Beschlaglisten (usw.) vom Benutzer frei definierbar, so dass bei Bedarf alle auf der CAD-Ebene geschaffenen Daten ausgegeben werden können?
• Ist dabei das Filtern von Daten möglich, so dass z. B. nur ein bestimmtes Material ausgewertet werden kann?
• Ist eine Gleichteilerkennung integriert?
• Können Etikettendrucke für die Einzelteile erstellt werden?
• Können aus dem 3D-Modell 2D-Zeichnungen der Einzelteile nach verschiedenen Ansichtsmodi (automatisch) abgeleitet werden?
• Können diese 2D-Zeichnungen sowie die Ansichten und Perspektiven des 3D-Modells (automatisch) bemaßt werden?
• Können Schnittzeichnungen aus dem 3D-Modell abgeleitet werden?
• Kann eine Explosionszeichnung automatisch erstellt werden?
• Können maßstabsgetreue Zeichnungen mit definierbarem Zeichnungsrand erstellt werden?
Visualisierung
• Welche Visualisierungsqualität wird angeboten (Schwarz/Weiß, farbig, Fotorealismus, Animation, Scribble)?
• Ist die Visualisierung Teil des Programms oder muss dazu ein weiteres Programm gekauft und die Benutzung erlernt werden?
• Werden die Daten für die Oberflächendarstellung von Anfang an zugeordnet oder müssen sie im Anschluss an die Konstruktion in einem weiteren Arbeitsgang generiert werden?
• Wie viel Aufwand entsteht, wenn die Dekore nachträglich verändert werden sollen (Einzelteile/Alle)?
• Wird der Austausch von Dekoren auch in den Stücklisten berücksichtigt?
Teilen:
 Technologie- und Softwaretrends auf der DigitalBAU 2024
Technologie- und Softwaretrends auf der DigitalBAU 2024







{kind=link}