



Ein Mann der Praxis: Josef Moosmann, Mitinhaber der Firma Hässler GmbH, Villingen-Schwenningen, ließ in Lübbecke keinen Zweifel an der hohen Flexibilität und den universellen Einsatzmöglichkeiten der im Juni 1998 installierten BIMA 610 für die Komplettbearbeitung von Holz- und Holz-Aluminiumfenster sowie für die Platten- und Türenbearbeitung. Mit Fenster- und Innenausbau ist Hässler (22 Mitarbeiter, 4 Mio. DM davon 40 %Innenausbau, 60 % Fenster) ein typischer Betrieb aus der Gruppe der Mischfertiger.
Die bisherige Fensterfertigung wurde auf einer Winkelkombination durchgeführt. Genauigkeitsprobleme und Leistung waren der Anlaß zu neuen Überlegungen. Die nicht erweiterbaren Räumlichkeiten ließen zudem keine vernünftigen Abläufe zu. „Zum guten Schluß“, so Moosmann, „haben wir alles rausgeworfen und in ein CNC-Bearbeitungszentrum für den Fenster- und Innenausbau investiert.“ Das installierte 4-Achs- Bearbeitungszentrum ist so ausgelegt, daß „alle“ Einzelhölzer eines Fensters gleichzeitig bearbeitet werden können. Besonders angenehm für den Ablauf und die Logistik sei, daß keine Umfälzung des Flügels oder des Rahmens nötig ist. Das spare Platz, weil auch beim Lackieren nur Einzelhölzer gehandhabt werden müssen. Statt der Schlitz-Zapfenverbindung wurde eine doppelschnittige Dübelverbindung mit Dübeln (8 x 40) gewählt.
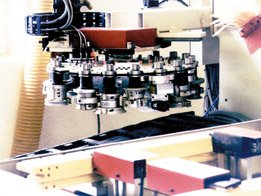
Die vierseitig ausgehobelten Kanteln werden aufgespannt und das end- und längsprofilierte Vollholzprofil, mit allen Bohrungen und Fräsungen versehen, wird abgespannt. Josef Moosmann: „Alle bisherigen Transportwege in der Maschine und von einer Maschine zur anderen sind entfallen. Daraus ergibt sich eine große Vereinfachung und Zeitersparnis.“ Die zerspanungs- und vorschuboptimierte Bearbeitung gewährleiste zusammen mit der hohen Drehzahl der Werkzeuge beste Oberflächenqualitäten. Der Eilgang mit maximal 80 m/min sorge auch bei bei großen Fenstern und Verfahrwegen für kurze Bearbeitungszeiten.
Die Werkzeuge wurden von der Firma Leitz durch „Profilsplitting“ so konfiguriert, daß die beiden automatischen Werkzeugmagazine mit je 13 Plätzen maximal ausgelastet wurden.
Als Besonderheit sind die Wechselspanner zu erwähnen, die zunächst auf der schon profilierten Seite aufsetzen, das Werkstück festhalten und dann die bisher durch den Spanner blockierte Rückseite freigeben. Dadurch bleibt das Holz beim Wechsel auf die zweite Profilierseite in Ruhe.
Das Einrichten der Spannsysteme beschränkt sich auf das grobe Positionieren der Spanntraversen, die Maßangabe dafür wird vom Programmiersystem Imawop vorgegeben. IMA hat dazu für Standardfenster Tabellen geschaffen, die je nach Fenstertyp auszuwählen sind und in die die Fertigabmessungen eingetragen werden. Darüber hinaus stehen Schnittstellen zu Branchenprogrammen zur Verfügung.
Wird die Maschine für andere Produkte genutzt, wird sie mit geringem Aufwand umgerüstet. Die Beobachtung habe gezeigt, so Moosmann, daß in rund vier Minuten von einem Fenster auf einen Schrank umgestellt werden könne.
Josef Moosmann zog anläßlich der Lübbecker Fachtagung eine positive Erfahrungsbilanz über die nunmehr sehr „aufgeräumte“ Fertigung: „Wo vorher das Chaos herrschte, haben wir jetzt genügend Platz und das lästige Schablonenproblem für Sonderfenster- und Innenausbau gehört der Vergangenheit an.“
Moosman hält nach ersten Werten eine Zeitersparnis von rund 20 %, bezogen auf die gesamte Fensterproduktion für möglich. Sehr positiv schlage dabei auch, so der Schreinermeister aus dem Schwarzwald, die hohe Zeitersparnis bei der schnell und einfach zu programmierenden Fertigung von Sonderformen zu Buche. mm
Teilen:








{kind=link}