









Gleich, ob in der Möbelherstellung, im Innenausbau oder in der Bauelementeherstellung: Aufgrund immer höherer Qualitätsanforderungen gewinnt die Kantenverleimung mit hochwertigen Polyurethan-Schmelzklebstoffen deutlich an Popularität. Für eine rationelle und kostengünstige Anwendung bedarf es aber gerade bei PUR-Klebern einer differenzierten Betrachtung von Verarbeitungsformen und Kleberauftragssystemen.
Der Autor: Dipl.-Wirt. Ing. (FH), Stefan Krebs, Leitung Marketing International, Holz-Her Reich Spezialmaschinen GmbH, Nürtingen
Die Verklebung von Kantenmaterialien an plattenförmigen Werkstü-cken, wie z. B. Rohspanplatten, beschichtete Spanplatten, furnierte Spanplatten, Stab- und Stäbchenplatten und auch an Kü-chenarbeitsplatten stellt die Möbelindustrie, Schreinereien oder spezialisierte Innenausbauer vor große Herausforderungen. Ziel ist es, die Kanten auf höchstem Qualitätsniveau möglichst flexibel zu bekleben und zugleich eine hervorragende Optik sowie bestmöglichen Schutz der Trägerplatten zu gewährleisten. Ebenso gefordert ist eine stabile Verbindung von Kante und Werkstück, die allen gängigen und anwendungsspezifischen Belastungen gewachsen ist. Für die optimale Erfüllung der geforderten Kriterien, sind mehrere Faktoren und Einflussgrößen sowie deren Zusammenspiel von entscheidender Bedeutung:
• Auswahl des Kleberauftragsys-tems (Patronensystem, Ultra-gra-nupress-System, Walzenauftragssystem)
• Verwendung des optimalen Klebstoffes
• Werkstoff-Voraussetzungen
• Maschinentechnische Parameter zur Optimierung der Kantenqualität.
An dieser Stelle werden insbesondere die beiden ersten Punkte unter die Lupe genommen.
Verwendung des optimalen Klebstoffs
Der Einsatz des richtigen Klebstoffes hat einen ganz wesentlichen Einfluss auf die weitere Verarbeitbarkeit der beklebten Kante als auch auf die Belastungsfähigkeit bzw. die Festigkeit im eingebauten Zustand. Ein wichtiges Kriterium für eine hochwertige Verklebung ist neben der eingesetzten Maschine und dem Kleberauftragssystem auch der entsprechende Klebstoff. Unterschieden werden hierbei verschiedene Basen, welche die Grundstoffe für den entsprechenden Schmelzklebstoff liefern. Es sind dies im Einzelnen:
• Polyamid-Schmelzklebstoffe
• EVA-Schmelzklebstoffe
• Polyolefin-Schmelzklebstoffe
• Polyurethan-Schmelzklebstoffe.
Polyamid-Schmelzklebstoffe
Sie spielen in der rationellen Kantenverarbeitung heute keine allzu große Rolle mehr. Der Einsatz dieses Klebstoffes ist sehr gering, aus diesem Grund soll hier nicht näher darauf eingegangen werden.
EVA-Schmelzklebstoffe
Man unterscheidet bei den EVA-Schmelzklebstoffen zwischen zwei Arten:
• füllstoffhaltige EVA-Schmelzklebstoffe
• füllstofffreie EVA-Schmelzklebstoffe.
Auf Grund der Tatsache, dass in vielen Betrieben das Kantenmaterial laufend gewechselt wird bzw. Möbelstücke in Einzelfertigung gefertigt werden, war es notwendig, einen Universalkleber einsetzen zu können. Der EVA-Schmelzklebstoff ist ein solcher Universalklebstoff, welcher im Regelfall so gut wie alle Kantenmaterialien, wie z. B. Massivkanten, Furnierkanten, Melaminholzkanten, PVC-, ABS- und PP-Kanten problemlos verarbeiten kann. Die wichtigsten Eigenschaften sind seine Niedrigviskosität, die Universalität im Einsatz und eine gute Benetzung auch von schwierigen Kantenmaterialien. Bei richtiger Verarbeitung erhält man eine dichte Fuge, eine hohe Endfestigkeit der Verklebung, eine hohe Wärmestandfestigkeit sowie die Möglichkeit, die verklebte Kante zu furnieren. EVA-Schmelzklebstoffe gibt es in den verschiedensten Farben wie z. B. Natur, Weiß, Braun, Schwarz.
Polyolefin Schmelzklebstoffe
Polyolefin Schmelzklebstoffe wurden in den letzten Jahren verstärkt mit dem Ziel entwickelt, das Ablösen der Kante in der Furnierpresse bei nachträglicher Erwärmung auszugleichen. Dies bedingt eine wesentlich höhere Wärmestandfestigkeit des polyolefinen Klebstoffs. Die empfohlene Verarbeitungstemperatur beträgt 200 – 220 °Celsius.
Polyurethan Schmelzklebstoffe
Auf Grund von hohen, speziellen Anforderungen an die Kantenverleimung wurden seitens der Kleberhersteller ein neues Klebstoffsystem entwickelt, das sich von den bisherigen Klebstoffen deutlich unterscheidet. Polyurethan-Schmelzklebstoffe haben deutliche Vorteile, wenn es um hohe Lösungsmittelbeständigkeit, Wasser- und Dampfbeständigkeit sowie Hitze- und Kältebeständigkeit geht. Gefragt sind diese Eigenschaften nicht nur bei allen höher beanspruchten Möbel- und Innenausbauteilen, sondern in besonderem Maße auch bei Bauelementen wie Innen- und Haustüren. Der Polyurethan (PUR)-Klebstoff ist ein reaktiver Klebstoff, der neben der physikalischen Abbindung, d. h. Abbindung durch Erkaltung, zusätzlich chemisch abbindet. Die notwendige Anfangsfestigkeit beim Verlassen der Maschine wird durch den normalen physikalischen Abbindevorgang erzielt. Zu diesem Zeitpunkt ist kaum ein Unterschied zu den herkömmlichen Klebstoffverbindungen feststellbar. Eine vernetzende Verbindung zwischen Kantenmaterial und Plattenmaterial, welche zu einer Kreuzvernetzung der Moleküle führt, findet als chemische Reaktion parallel statt. Diese Reaktion kann nur in Verbindung mit Feuchtigkeit und den reaktionsfähigen Gruppen im PUR-Material stattfinden.
Der anfangs noch thermoplastische Klebefilm des PUR wird in einen duroplastischen Klebefilm gewandelt. Dieser kann nicht mehr unter Kälte-, Wasser-, Dampf-, Lösungsmittel- und Wärmebeeinflussung gelöst werden. Der physikalische Abbindevorgang innerhalb des PUR dauert während der Abkühlphase nur wenige Sekunden. Die chemische Reaktion benötigt bis zur vollständigen Aushärtung zwischen zwei und fünf Tagen. Dies ist abhängig von der Zusammensetzung des PUR-Klebstoffes, der Temperatur, dem Feuchtigkeitsangebot in den zu verklebenden Teilen und dem zu verklebenden Material selbst.
Beim Einsatz von PUR-Schmelzklebstoffen sind bei der Verarbeitung jedoch zwei Dinge zu beachten: Da PUR-Schmelzklebstoffe von sich aus mit der Luftfeuchtigkeit reagieren, müssen diese absolut luftdicht abgefüllt und gelagert werden. Dies erfolgt beim jeweiligen Kleberhersteller. Für den Verarbeiter ist wichtig, dass der Behälter, in dem der Klebstoff angeliefert wird, erst kurz vor Gebrauch geöffnet wird. Wird das Gebinde geöffnet, so muss der Klebstoff innerhalb von 24 Stunden bei völligem Feuchtigkeitsausschluss verbraucht werden. An- bzw. ausgehärteter Klebstoff kann nicht mehr verwendet werden.
Verschiedene Verarbeitungsformen
PUR-Schmelzklebstoffe werden in verschiedenen Liefer- und Verarbeitungsformen angeboten:
• Patronenform zu 330 g für die Verarbeitung im Patronensystem
• 2 kg- oder 17 kg-Gebinde
• und seit kurzem auch in Granulatform (entwickelt von Henkel-Dorus).
Die Verarbeitung von PUR-Klebstoffen im patentierten, geschlossenen Holz-Her Patronensystem mit Düsenauftragstechnik ermöglicht den Einsatz von PUR-Klebern ohne teure Nachrüstungen seitens der Maschinentechnik. Hierbei wird einfach die EVA-Patrone gegen die PUR-Patrone ausgetauscht; der im System verbliebene EVA-Kleber ausgespült und sofort ist das System bereit, PUR-Kleber aufzutragen. Zusätzliche Investitionen in die Maschinentechnik entstehen nicht.
Das von der Fa. Henkel-Dorus vor über einem Jahr vorgestellte PUR-Granulat vereinigt alle Vorteile eines PUR-Klebers mit der Möglichkeit, diese im herkömmlichen Kleberauftragssystem sog. Walzensystemen zu verarbeiten. Hierbei wird die Packungseinheit geöffnet und der Kleber im Schmelzbecken oder im Vorschmelzbecken bei entsprechender Verarbeitungstemperatur auf-geschmolzen. Die angebrochenen Kleberbeutel sollten innerhalb von 24 Stunden verarbeitet werden. Ein Nachteil dieses „offenen“ Systems ist der relativ hohe Reinigungsaufwand.
Die 2 kg- und 17 kg-Gebinde in Patronenform werden in separaten Aufschmelzeinheiten verarbeitet. Hierzu wird seitens Holz-Her das Schmelzsystem der Fa. Inatec eingesetzt. Das Spezielle hierbei ist, dass der aufgeschmolzene Kleber in beheizten Schläuchen zugeführt wird. Der Kleberauftrag auf die Platte erfolgt über das Düsenauftragssystem. Die Kombination aus Aufschmelzeinheit und Düsenauftrag ist ein komplett geschlossenes System, bei dem der PUR-Kleber absolut keinen Kontakt mit der Umgebungsluft erhält. Entscheidender Vorteil: Der PUR-Kleber kann länger als 24 Stunden – ohne das System zu reinigen – in der Schmelzeinheit verbleiben. Holz-Her-interne Anwendungstests ergaben, dass sich selbst nach drei Wochen Stillstandszeit des Klebers in der Inatec-Aufschmelzeinheit keine Probleme bei der Wiederverwendung des Klebstoffes ergaben.
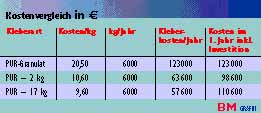
Berücksichtigt man die Kostenstruktur von PUR-Klebern, so haben die Festgebinde mit separater Aufschmelzeinheit große Vorteile im Vergleich zum PUR-Granulat. Im Vergleich sieht dies bei den derzeitigen Kleberpreisen wie folgt aus:
• 1 kg PUR in Granulatform kos-tet rund 20,50 Euro/kg
• 1 kg PUR im 2 kg Festgebinde kostet 10,60 Euro/kg
• 1 kg PUR im 17 kg Festgebinde kostet 9,60 Euro/kg.
Die maschinentechnischen Inves-titionskosten für die separate und im Vergleich zur Granulatverarbeitung (Walze) zusätzlichen Aufschmelzeinheit betragen:
• Aufschmelzeinheit für 2 kg Gebinde ca. 35 000 Euro
• Aufschmelzeinheit für 17 kg Gebinde ca. 53 000 Euro.
Bei einem Verbrauch von ca. 500 kg/Monat benötigt ein Türenhersteller ca. 6000 kg/Jahr. Die Einsparung an Kleberkosten zwischen dem PUR-Granulat und dem 2 kg Festgebinde beträgt 59 400 Euro. Somit amortisiert sich eine separate Aufschmelzeinheit mit Düsenauftragssystem innerhalb von einem halben Jahr (siehe Tabelle).
Nach der Verarbeitung sollte eine gründliche Reinigung des Kleberauftragsystems erfolgen. Hierzu wird ein PUR-Reiniger eingesetzt. Dieser wird unter der Bezeichnung Purmelt-Cleaner 2 von Dorus angeboten und ist ein Reinigungs-Hotmelt für Polyurethan-Schmelzklebstoffe. Durch diesen Reinigungs-Hotmelt werden reaktive Komponenten abgefangen und eine weitere chemische Reaktion des PUR verhindert. Unterm Strich bleibt: Sowohl für kleinere, als auch für größere Betriebe sind bei der Kantenverleimung mit PU-Schmelzklebern die geschlossenen Systeme klar im Vorteil. o
Teilen:
 Dämmen kann auch schön sein
Dämmen kann auch schön sein







{kind=link}