






Kreissägeblätter zählen zu den wichtigsten Werkzeugen im Holzhandwerk und der Holzindustrie. Sägemaschinen, wie Plattenaufteilsägen oder Formatkreissägen, haben ihren festen Platz in jeder Werkstatt. Als Schnittstelle zwischen Material und Maschine, sind Kreissägeblätter ein wichtiger Erfolgsfaktor, da sie die Effizienz der Anlage bestimmen.
Theoretisch verursachen PKD-bestückte Kreissägeblätter (DIA-Sägen) die geringsten Schnittkosten. Teurer Einstandspreis, kostspielige Schärf- und Reparaturkosten, hoher finanzieller Verlust bei Beschädigung und eine eher mäßige Schnittgüte beim Schneiden von lackierten sowie papier- und furnierbeschichteten Platten reduzieren den Einsatzbereich der DIA-Säge gewaltig. Damit ist nach wie vor das hartmetallbestückte Kreissägeblatt (HW-Säge) das Rückgrat fast jeder Sägemaschine in Handwerk und Industrie.
Während der Preisunterschied zwischen einer DIA-Säge und einer HW-Säge noch immer riesig ist, sind hochwertige HW-Sägen, die bis zu dreifache Standwege im Vergleich zu Standardsägen leisten, nur unwesentlich teurer im Einstandspreis.
Damit stellt sich die Frage, wie man eine gute von einer weniger guten HW-Säge unterscheiden kann?
1. Stammblatt
Ein ebenes, wärmebehandeltes und gut gerichtetes Stammblatt aus Vergütungsstahl, hat ein besseres Standverhalten sowie einen besseren Planlauf und schneidet daher dauerhaft gerade.
- Eine Faustformel dabei ist, der Planlauf sollte kleiner sein als der Außendurchmesser geteilt durch 10 000 (z. B. 350 mm/10 000 = 0,035 mm). D. h. der Planlauf sollte weniger als 0,035 mm sein.
- Überprüfung der Ebenheit mit einem Richtlineal.
Dämpfungselemente im Stammblatt reduzieren die Lärmentwicklung der Säge und reduzieren den Zahnverschleiß durch Mikroschwingungen. Dafür gibt es folgendes Erkennungsmerkmal:
Wenn das Stammblatt mit einem metallenen Gegenstand angeklopft wird, sollte man nur ein dumpfes Geräusch und keinen hellen und klirrenden Ton hören.
2. Hartmetallqualität
Lange Standwege lassen sich nur mit Hartmetallen erreichen, die auf den Einsatzbereich abgestimmt sind. Hartmetalle unterscheiden sich in ihrer Zusammensetzung, ihrer Homogenität und Korngröße. Daraus resultieren dann Eigenschaften wie die Korrosionsbeständigkeit, Zähigkeit und Verschleißfestigkeit, die wiederum für die Standfestigkeit verantwortlich sind. Werkzeughersteller geben die Hartmetallqualität oft mit eigenen Bezeichnungen an oder beziehen sich auf die ISO 513 (z. B. K01, K10, K20), beides sind Richtungsangaben aber keine Qualitätsmerkmale.
Gute von schlechter Hartmetallqualität können eigentlich nur Fachleute mit entsprechenden Messeinrichtungen und Erfahrung unterscheiden. Die Ursache für eine schlechte Standfestigkeit der Schneide muss aber nicht unbedingt minderes oder falsch ausgewähltes Hartmetall sein. So führen z. B. eine falsche Zahnform, falsche Winkel oder ein schlechter (Nach)Schliff zu überschneller Schneidenverrundung oder Schartigkeit.
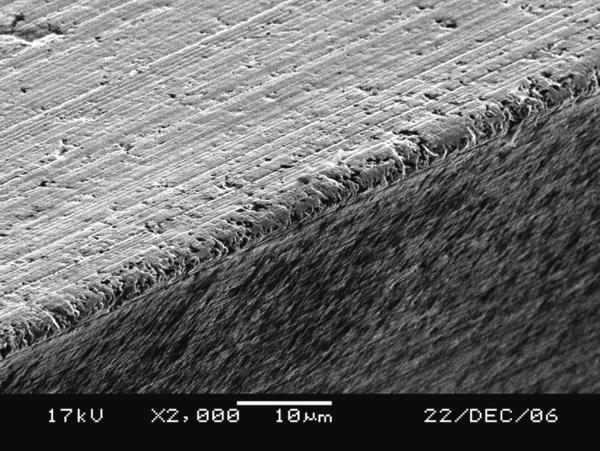
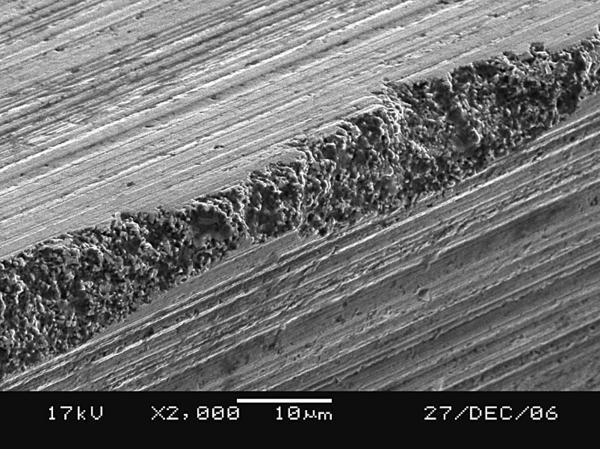
3. Schleifqualität
Eine scharf und fein geschliffene Schneidkante ist ein wichtiger Faktor der für lange Standwege und gute Schnittqualität garantiert.
Der Schliff wird z. B. von der verwendeten Schleifscheibe und ihrem Zustand, dem Schleifabtrag, dem Schleifscheibenvorschub, der Schnittgeschwindigkeit der Schleifscheibe, Zustand des Kühlmittels (Nassschliff ist ein Muss) und der Schleifmaschine beeinflusst. Der Zustand der Schneide lässt sich mit einem guten Vergrößerungsglas überprüfen. Um Qualitätsfaktoren wie z. B. die Rauigkeit zu ermitteln, benötigt es allerdings aufwändige Messmittel wie ein Abtastmessgerät oder ein Mikroskop.
Ein weiteres Qualitätsmerkmal ist die Symmetrie und die Toleranzen, in denen die Säge geschliffen wurde. Wichtig sind dabei der Stufensprung, d. h. die Fertigungstoleranzen von einem zum nächsten Zahn, die Zahnsymmetrie zur Mitte der Säge sowie der Planlauf.
Mit herkömmlichen Messmitteln, die dem Schreiner zur Verfügung stehen, lassen sich diese Qualitätsmerkmale nicht messen, jedoch kann man mit einem Schnitt in ein Stück beschichtetes MDF leicht grobe Abweichungen bei der Zahngeometrie, als auch des Planlaufs und des Stufensprungs, überprüfen.
4. Gestaltung und Ausführung
Auf den ersten Blick sehen sich gute und weniger gute Sägen sehr ähnlich, mal von der . Oberflächenbeschichtung abgesehen. Hier liegt der Unterschied im Detail, wie z. B. der Spanraumausführung, der Länge, Anzahl und Form der Dehnungsschlitze, Ausführung des Zahnrückens, die Größe der Zähne, eine neue Zahngeometrie, usw.
Diese Unterschiede kann vorab eigentlich nur der Werkzeugspezialist beurteilen, denn jeder Hersteller wird behaupten, dass seine Ausführung die beste ist.
Um einen sicheren Einsatz des Kreissägeblattes zu gewährleisten, muss es gemäß Drehzahl und Flanschdurchmesser gespannt werden.
Hier muss man sich auf das Wissen des Herstellers verlassen. Markenhersteller machen bei Standardkreissägeblättern kaum einen Fehler.
An dieser Stelle sollte noch erwähnt werden, dass ein sicheres und wirtschaftliches Arbeiten nur dann, und zwar unabhängig von der Qualität des Kreissägeblattes, gewährleistet ist, wenn die Zähnezahl, die Zahngeometrie und der zugelassene Drehzahlbereich zur Maschine, Material und Anwendung passen.
Es ist möglich, mit etwas Wissen, eine Vorauswahl zu treffen, an einem Test geht aber kein Weg vorbei. Hat man sich dann für einige Modelle entschieden, werden diese unter ähnlichen Bedingungen getestet und ausgewertet (siehe Tabelle).
Grundsätzlich ist es ratsam, dass man die anfallenden Werkzeugkosten laufend beobachtet und aufzeichnet. Das gilt natürlich nicht nur für Sägen, sondern für alle Werkzeuge.
Neben der Qualität der Neusäge, spielt hier auch die Qualität des Nachschärfens eine wichtige Rolle. Hier ist es ratsam, einmal verschiedene Schleifstellen auszuprobieren. Vielleicht nimmt der eine ja weniger ab als der andere, was zu mehr Nachschärfungen und daher längeren Lebensdauer der Säge führt, bzw. schleift der andere präziser und feiner, was sich in einem längeren Standweg ausdrückt. Weitere Faktoren, die man zur Beurteilung der eingesetzten Werkzeuge heranziehen sollte, sind der Nutzungsgrad, der Leistungsgrad und die Qualitätsrate. Damit lässt sich dann die Gesamtanlageneffektivität (OEE = Overall Equipment Effectiveness) berechnen.
Die OEE ist allerdings nur sehr bedingt für Handwerker geeignet, im Industriebetrieb sollte sie aber eingeführt sein:
OEE = Nutzungsgrad x Leistungsgrad x Qualitätsrate
Nutzungsgrad = Maschinenlaufzeit / Planbelegungszeit
Die Planbelegungszeit beschreibt dabei die theoretisch mögliche Maschinenlaufzeit:
Planbelegungszeit = Schichtlänge x Anzahl Schichten x Anzahl Arbeitstage eines Monats.
Die Maschinenlaufzeit berechnet sich aus der Planbelegungszeit abzüglich Ausfallzeiten des gleichen Zeitraums (Monat):
Maschinenlaufzeit = Planbelegungszeit – Ausfallzeiten.
Ausfallzeiten werden z. B. durch Werkzeugwechsel oder technische Probleme verursacht.
Leistungsgrad = Geplanter Vorschub / Realer Vorschub
Der Leistungsgrad ist das Verhältnis zwischen dem tatsächlichen Vorschub und dem theoretischen oder geplanten Vorschub, angegeben durch den Hersteller. Allerdings muss man hier in Betracht ziehen, dass z. B. unterschiedliche Pakethöhen oder Materialien auch unterschiedliche theoretische Vorschübe besitzen.
Qualitätsrate = (Anzahl produzierter Teile – Anzahl Nacharbeitungsteile – Anzahl Ausschussteile) / Anzahl produzierter Teile
Die Qualitätsrate beschreibt das Verhältnis von Gutteilen im Verhältnis zur Anzahl aller produzierten Teile. Ausschussteile sind meist mit einem hohen Wertverlust verbunden, aber auch bei den Nachbearbeitungsteilen entstehen große Kosten.
Werkzeugleistung wird messbar
Was ist nun der Vorteil der OEE? Grundsätzlich lassen sich mit der OEE Auswirkungen von Veränderungen auf eine Maschine oder die gesamte Produktion in einer Kennzahl darstellen. Mit der OEE kann man auch zwei oder mehrere ähnliche Maschinen vergleichen.
Da die Einzelfaktoren der OEE miteinander multipliziert werden, können z. B. Verbesserungen beim Leistungsgrad nicht zu Lasten der Qualitätsrate erfolgen. Damit lassen sich dann Verbesserungen durch Qualitätswerkzeuge oder Verluste durch minderwertige Werkzeuge bewerten. Allerdings ist es ein Nachteil, dass die OEE eine Kennzahl ist und die Werkzeugkosten in Euro berechnet werden. Der erfahrene Produktionsleiter kann das aber richtig beurteilen.
Weitere Auswahlkriterien von Kreissägeblättern sind Einsparungen bei Verschnitt sowie Verminderung der Lärm- und Staubbelastung.
In der industriellen Verarbeitung, wie z. B. in Sägewerken oder in der Parkettherstellung, lassen sich große Einsparungen im Verschnitt realisieren, aber auch kleinere Anlagen ermöglichen signifikante Verbesserungen.
Wird z. B. die Schnittbreite des Kreissägeblattes einer langsam laufenden Optimierungskappsäge (50 Schnitte pro Minute, 5 Stunden Maschinenlaufzeit pro Tag, 250 Arbeitstage pro Jahr) um 0,7 mm dünner gewählt, spart sich der Anwender 5,3 km Material pro Jahr ein.
Eine dünnere Schnittfuge verursacht weiterhin weniger Staub und Späne die abgesaugt und entsorgt werden müssen. Der Leistungsbedarf der Maschine, als auch der Absaugung ist geringer, was man nicht zuletzt auch hören kann.
Obwohl das Tragen eines Gehörschutzes eine Selbstverständlichkeit sein sollte, ist die Schwerhörigkeit noch immer ein großes Problem im Holzhandwerk. Ein geräuschärmeres Kreissägeblatt ersetzt zwar nicht den Gehörschutz, aber es trägt zu einem deutlich besseren Arbeitsumfeld bei. ■
Kanefusa Europe B.V.
Büro Deutschland
Tel 08341 95 59 659
Teilen:








{kind=link}