





Schleifmittel auf Papier- oder Gewebeunterlagen, gern als Sandpapier, Schleifpapier oder Schmir- gelleinen bezeichnet, zählen zu den wichtigsten Werkzeugen bei der Bearbeitung von Holzoberflächen. Doch wie und aus welchen Materialien werden Schleifmittel hergestellt? Wer sich für perfektes Finish und technisch anspruchsvolle Oberflächen interessiert, sollte wissen, was dahinter steckt.
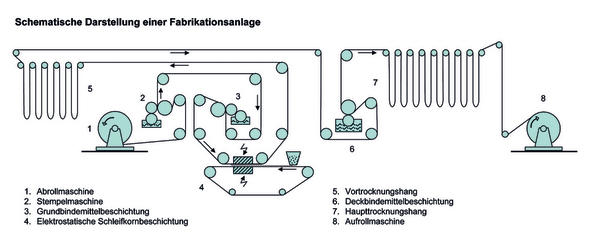
Schleifmittel auf verschiedenen Unterlagen (Trägermaterialien) werden vielseitig eingesetzt. Vom Schleifen auf Maß und Form, über die Herstellung einer bestimmten Oberflächenrauheit vor dem Beizen und Lackieren, bis hin zum Feinschliff vor dem Polieren müssen Schleifmittel auf Unterlage auf die jeweilige Anwendung angepasste Eigenschaften aufweisen. Die Herstellung von Schleifmitteln auf einer Unterlage (Papier, Folie, Gewebe) folgt einem einfachen Prinzip:
- Stempeln der Rückseite
- Beschichten mit Grundbindemittel
- Aufbringen des Schleifkorns
- Vortrocknen
- Beschichten mit Deckbindemittel
- Trocknen, Härten
- Aufrollen.
Moderne Schleifmittel auf Unterlage werden heute in einem kontinuierlichen, streng kontrollierten Prozess nach hohen Qualitätsstandards gefertigt. Die sorgfältige Abstimmung der Komponenten Unterlage, Bindungssystem und Schleifkornstoff erfordert großes Know-how und wird in Rezepten pro Schleifmitteltype festgelegt. Jede Schleifmitteltype erhält so seine typischen Eigenschaften in Bezug auf Festigkeit, Farbe und Flexibilität (Bild 3).
Die Hersteller haben im Wesentlichen 3 Komponenten, mit denen sie das Design und damit die Eigenschaften des Schleifwerkzeugs beeinflussen können: Die Unterlage, die Bindung und das Schleifkorn.
Die Unterlage
Ein wesentliches Merkmal ist die Art der Unterlage. Verwendet werden Träger aus Papier, Folie, Baumwollgewebe, Mischgewebe, Polyestergewebe und -gewirke.
Schleifmittelrohpapiere müssen eine sehr gute mechanische Festigkeit aufweisen und sind i. d. R. so ausgerüstet, dass sie mit Kunstharzen beschichtet werden können ohne zu verspröden. Handschliff- und Finishingpapiere haben oft eine spezielle Imprägnierung, um die Flexibilität und die Resistenz gegen Feuchte zu erhöhen.
Unterlagen aus Gewebe werden in einem aufwändigen Verfahren so ausgerüstet, dass sie für ihre spätere Verwendung die erforderlichen technischen Eigenschaften wie z. B. geringe Dehnung, ausreichende Festigkeit der Bandkante, gute Kornhaftung, Wasser- und Ölfestigkeit erhalten.
Eine Besonderheit sind Unterlagen aus Folien. Diese werden wegen ihrer hohen Gleichmäßigkeit und Ebenheit vorwiegend bei Schleifmitteln für Finishoperationen verwendet. In Tabelle 1 sind die am häufigsten verwendeten Träger mit ihren Anwendungsbereichen dargestellt.
Die Bindung
Die Bindung stellt immer ein System aus Grund- und Deckbindung dar. Sie gewährleistet die feste Verankerung des Schleifkorns auf der Unterlage. Dabei haben Grund- und Deckbindung unterschiedliche Eigenschaften und Funktionen.
Die Grundbindung dient dem ersten Halt des Schleifkorns, welches im elektrostatischen Kraftfeld beschleunigt und auf die noch feuchte Grundbindung geschleudert wird (siehe Bild 2, Pos. 3 und 4). Die nach der Vortrocknung aufgetragene Deckbindung sorgt dann nach der Aushärtung im Haupttrocknungshang für eine stabile, seitliche Abstützung des Schleifkorns (vgl. Bild 3).
Die Bindemittel werden entsprechend dem späteren Einsatzzweck des Schleifmittels entwickelt. Sie basieren meistens auf Phenolharzen, Harnstoff-, Epoxid- und Melaminharzen. Früher gebräuchliche Hautleime werden nur noch selten und wenn, dann für spezielle Anwendungen eingesetzt. Heute sind die Kunstharze aufgrund ihrer mechanischen Festigkeit und besseren chemischen Beständigkeit am weitesten verbreitet.
Das Schleifkorn
Die wichtigste Komponente eines Schleifmittels auf Unterlage, ist das Schleifkorn. Die Eigenschaften des Schleifkornstoffs wie Härte, Zähigkeit und Korngröße haben nicht nur Einfluss auf die Standzeit des Schleifmittels, sondern bestimmen auch die je nach Anwendung geforderte Oberflächengüte des geschliffenen Werkstücks.
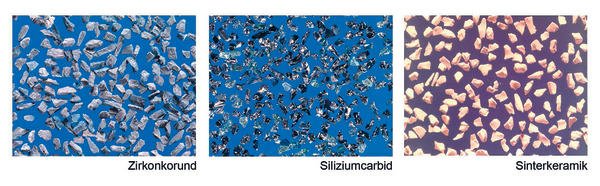
Der Kornstoff Halbedelkorund wird als „Allroundkornstoff“ wegen seiner hohen Härte und guten Zähigkeit in sehr vielen Anwendungen bei der Holz- und Metallbearbeitung eingesetzt.
Zirkonkorund ist deutlich zäher als der Halbedelkorund und hat sich in der Grobzerspanung (Korngröße #36 bis #80), z. B. beim Abziehen von alten Parkettböden, sehr gut bewährt.
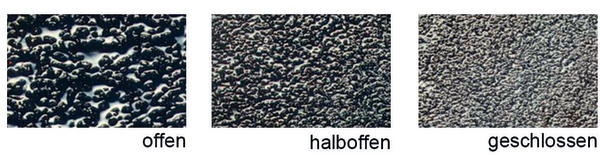
Das Siliziumcarbid ist das härteste aller konventionellen Schleifkornstoffe und wird überwiegend bei der Zerspanung von harten Kunststoffen, wie z. B. DD-Lack und HPL-Laminaten oder auch in der Steinbearbeitung verwendet. Tabelle 2 zeigt die wichtigsten Eigenschaften der Kornstoffe. Nicht nur die physikalischen Eigenschaften der Kornstoffe beeinflussen das Schleifergebnis, auch die Korngröße und das Streubild sind entscheidend. So ist insbesondere bei stark harzhaltigen Holzarten wie z. B. Kiefer oder Teak ein offenes Streubild vorteilhaft für den Abtransport der Schleifspäne, während beim Lackzwischenschliff ein geschlossen gestreutes Schleifmittel das bessere Finish liefert. Bild 5 zeigt typische Streubilder bei Schleifmittel auf Unterlage.
Die Korngrößen sind bei den europäischen Herstellern von Schleifwerkzeugen, die Mitglied in der „Federation of European Producers of Abrasives“ (FEPA), www.fepa-abrasives.org, sind, einheitlich geregelt. Die nach FEPA-Norm gestreuten Schleifmittel auf Unterlage werden gekennzeichnet durch ein der Korngröße vorangestelltes P (Beispiel P 320).
Korngrößenbereiche unterscheidet man nach Makro-Körnungen P12 – P220 (mittlerer Korngrößendurchmesser zwischen 1815µm und 68µm) und Mikro-Körnungen P240 – P2500 (mittlerer Korngrößendurchmesser zwischen 58µm und 8µm). Die Makro-Körnungen werden mittels Siebanalyse klassifiziert, die Mikro Körnungen mit Hilfe des Sedimentationsverfahrens.
Die Ausführungen machen deutlich: Schleif- oder Sandpapier sind anspruchsvolle Werkzeuge, die letztlich über das Endfinish von Holzoberflächen entscheiden. ■
Teilen:








{kind=link}