




Nach der bereits eingeführten Sicherheitsnorm für Holzbearbeitungs-Maschinenwerkzeuge EN 847-1, Fräs- und Hobelwerkzeuge, Kreissägeblätter, wurde jetzt eine weitere Europanorm EN 847-2 über die Anforderungen an die Schäfte von Schaftwerkzeugen fertiggestellt.
Die neue Europanorm hat bereits das europäische Ratifizierungsverfahren durchlaufen und steht vor der Veröffentlichung, mit der sie in allen Mitgliedsländern der Europäischen Union wirksam wird.
Damit wurden auch für Schaftfräswerkzeuge, die im Verlauf der Entwicklung der Oberfrästechnik von der Bearbeitung in Einzelschritten zur Komplettbearbeitung auf CNC- gesteuerten Bearbeitungszentren immer häufiger und unter sich ständig erhöhenden Beanspruchungen eingesetzt werden, verbindliche Anforderungen für ein einheitliches Sicherheitsniveau in Europa formuliert und in einer Norm zusammengefasst.
Die neue Norm ist die Fortsetzung des Teil 1 EN 847-1 mit ihren grundsätzlichen Angaben zu den Einsatzbereichen der Werkzeuge hinsichtlich ihrer Vorschubart, der Gestaltung von Schneiden und Tragkörpern, der Sicherheit von Schneidenspannsystemen und der Fliehkraftbelastung unter der maximalen Betriebsdrehzahl. Sie hat das für Schaftwerkzeuge spezifische Problem der Bruchsicherheit der Schäfte als Schwerpunkt. Diese wird durch die Masse des eigentlichen Werkzeugteils, den Schaftdurchmesser und seine Einspannlänge im Spannfutter sowie durch die dynamisch wirksamen Umwucht- und Schnittkräfte beeinflusst.
Die einerseits vorhandenen Tendenzen nach immer höheren Drehzahlen auf Grund der Fortentwicklung von Maschinen- und Zerspanungstechnologie und andererseits die Unsicherheit darüber, welche Einspanngenauigkeit sowohl neue als auch insbesondere alte Maschinen und Spannsysteme zulassen, machten es dringend notwendig, eine sichere und praxisgerechte Grundlage für die Auslegung und die Anwendung von Schaftwerkzeugen zu erarbeiten.
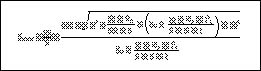
Im Mittelpunkt der Norm steht eine Formel zur Berechnung der Höchstdrehzahl von Schaftwerkzeugen. Sie wird von den deutschen Werkzeugherstellern auf Grund von Vorarbeiten im Fachverband der Werkzeugindustrie und der Holzberufsgenossenschaft bereits vor der europäischen Normung seit einigen Jahren verwendet:
Größen und Einheiten:
a Rotationsachse
nSchaft min-1 Höchstdrehzahl, bezogen auf die Bruchfestigkeit des Schaftes
esp mm Exzentrizität des Spannsystems (im montierten Zustand an der Maschine)
d1 mm Werkzeugdurchmesser
d2 mm Schaftdurchmesser
l1 mm Werkzeuglänge (ohne Schaft)
Ig mm Schaft-Gesamtlänge
Ie mm Schaft-Einspannlänge
I mm freie Schaftlänge
Is mm Schwerpunktabstand ab Einspannstelle
gmm-3 spezifische Dichte des Schaftwerkstoffs
sw Nmm-2 Biegebruchfestigkeit
mcut g Masse des Werkzeugs (ohne Schaft)
f Form-Faktor: f = 0,04 + 0,17 In (mcut)
m* g reduzierte Masse des Gesamt-Werkzeuge
einschl. freie Schaftlänge)
G mms-1 Produkt aus zulässiger Exzentrizität und
Winkelgeschwindigkeit nach ISO 1940 – 1
eper mm zulässige Exzentrizität (Schwerpunktsverlagerung)
E Nmm-2 Elastizitätsmodul
W mm³ Widerstandsmoment (bezogen auf Schaft-
querschnitt)
I mm4 Trägheitsmoment (bezogen auf Schaftquerschnitt)
Trotz des sehr kompliziert erscheinenden Aufbaus der Formel kann mit ihr unter Zuhilfenahme der heutigen Rechner- und PC-Ausstattung die auf die Bruchfestigkeit des Schaftes bezogene Grenzdrehzahl von Schaftwerkzeugen einfach und schnell berechnet werden.
Der Werkzeughersteller weiß in der Regel nicht, in welchem Spannsystem das Werkzeug eingesetzt wird. Infolgedessen sind die konstruktionsbedingten oder durch Gebrauchsverschleiß hervorgerufenen Einspannexzentrizitäten nicht immer bekannt. Daher macht die Norm konsequenterweise Vorgaben für die unterschiedlichen Spannsysteme. Sie unterscheidet zwischen Anwendungen auf Standard-Oberfräsmaschinen und auf NC- bzw. CNC-gesteuerten Maschinen. Letztere sind auf Grund der höheren Ansprüche an Leistung und Qualität in der Regel mit höherwertigen, hydraulischen Spannfuttern sowie thermischen Schrumpffuttern ausgestattet.
Die vorgegebenen Werte für die Exzentrizität wurden in einer Studie des Fachverbandes Werkzeugindustrie an neuen und in Gebrauch befindlichen Spannsystemen für Schaftwerkzeuge statistisch ermittelt.
Die Sicherheitsanforderungen an die Schaftfestigkeit ist erfüllt, sofern bei Benutzung eines Werkzeuges mit definierter freier Schaftlänge, bekanntem Auswuchtzustand und Einspannexzentrizität am Spannsystem die zulässige Betriebsdrehzahl nicht größer ist als die Sicherheitsdrehzahl nSchaft.
Die Höchstdrehzahl nmax ist darüber hinaus so festgelegt, dass sie weder die Sicherheitsdrehzahl des Schafts noch die Schleuderdrehzahl nmax aus der Fliehkraftprüfung nach EN 847-1 überschreitet. Es sind also für Schaftwerkzeuge immer zwei Kriterien für die Festlegung der Höchstdrehzahl zu überprüfen.
Bei Verwendung von Präzisionsspannsystemen, die auch bei längerer Gebrauchsdauer keinem Verschleiß unterliegen, sind höhere Genauigkeiten erreichbar. So liegen zum Beispiel bei von Leitz lieferbaren Hydrodehn-spannfuttern die Grenzwerte für Einspannexzentrizitäten bei 0,03 mm und bei thermischen Schrumpffuttern bei 0,01 mm. Sie erlauben damit höhere Werkzeugdrehzahlen und erreichen gleichzeitig bessere Laufruhe und Schnittqualität sowie Standwegerhöhungen über den gesamten Drehzahlbereich.
Bei einer solchen höheren Drehzahlangabe, die auf Anfrage durchgeführt werden kann, kommt dem Betreiber eine erhöhte Verantwortlichkeit zu, sicherzustellen, dass das betreffende Werkzeug nur in dem dafür vorgesehenen genaueren Spann-system eingesetzt wird.
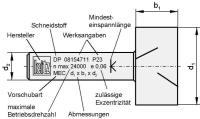
Aufgabe des Werkzeugherstellers ist es, die Beschriftung auf dem Werkzeugschaft nach Vorgaben der Norm durchzuführen, z. B. „nmax 24 000 e 0,06“.
Spannfutter und Schaftfräswerkzeuge weisen im Neuzustand selbstverständlich eine höhere Fertigungsgenauigkeit auf. Die o. g. Werte berücksichtigen hingegen die im Zusammenwirken von Maschinenspindel, Spannfutter und Werkzeug auch nach Langzeitbenutzung auftretende Langzeitexzentrizität esp, die für die dynamische Belastung des Werkzeugschaftes verantwortlich ist.
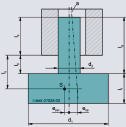
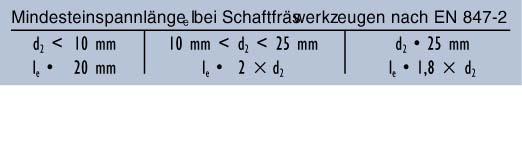
Die neue Norm EN 847-2 gibt außerdem an, wie weit der Schaft von Schaftwerkzeugen in das Spannsystem eingeführt und gespannt werden muss. Diese sicherheitstechnisch erforderliche Länge muss auf dem Werkzeugschaft gekennzeichnet sein.
Sie gibt das erforderliche Mindestmass an. Für Bearbeitungsqualität, Werkzeugstandwege und Spindellagerung ist jedoch vorteilhaft, wenn der Werkzeugschaft grundsätzlich über die Mindesteinspannlänge hinaus soweit wie möglich eingespannt ist. Bei Spannzeugen, die durch elastische oder thermische Materialverformung den Werkzeugschaft spannen, ist es erforderlich, dass der gesamte Verformungsbereich des Systems vom Werkzeugschaft ausgefüllt ist. In diesen Fällen ist unbedingt nach den Vorgaben des Werkzeugherstellers zu verfahren und gegebenenfalls ein Werkzeug mit größerer Schaftlänge zu wählen.
Mit dem Fortschreiten der Integration des europäischen gemeinsamen Marktes und der politischen Union vollzieht sich auch die Angleichung der Sicherheitsvorgaben auf dem Gebiet technischer Produkte und deren Anwendung durch die Erarbeitung europäischer Sicherheitsstandards. Diejenigen Länder, die in ihren nationalen Vorschriften bisher schon vorbildliche Sicherheitsregeln hatten, haben dabei den Vorteil, dass vieles davon zur Basis der neuen Europanormen wurde. Für die Holzbearbeitungsmaschinen-Werkzeuge bedeutet dies, dass sich viele Details der Unfallverhütungsvorschriften der deutschen Holz-Berufgenossenschaft in den Europanormen wieder finden.
Die Prüfstelle der Holzberufsgenossenschaft führt heute bereits neben der BG-Test-Prüfung in gleicher Weise Konformitätsprüfungen von Werkzeugen mit der EN 847-1 und zukünftig auch mit der EN 847-2 durch. In beiden Prüfungen wird der hohe sicherheitstechnische Standard von Holzbearbeitungs-Maschinenwerkzeugen nach den gleichen Prüfkriterien festgestellt und dokumentiert.
Aufgrund der europaweiten Akzeptanz der neuen Normen ist daher zu vermuten, dass das deutsche BG-Test-Zeichen in zunehmendem Maße seine exklusive Bedeutung zu Gunsten einer Kennzeichnung der Werkzeuge auf Konformität mit den Europanormen EN 847-ff verlieren wird.
Hilmar Ahrens
Teilen:








{kind=link}