








Detroit, 1913. Ein gewisser Henry Ford, der seit einigen Jahren Autos in größerer Stückzahl herstellte – insbesondere das legendäre Modell T, auch „Tin Lizzy“ genannt – revolutionierte die Automobilfertigung durch die Einführung der Fließbandmontage. In den Schlachthöfen Chicagos hatte er gesehen, wie effektiv sich Rinder im Serienbetrieb zerlegen ließen. Dieses Prinzip übertrug Ford auf die kontinuierliche Durchlauffertigung von Automobilen. Ganz so weit muss man als Möbelbauer gar nicht über den Tellerrand blicken, um Vorlagen für die Fixmaß-Wabenplatten-Fertigung zu finden. Sperrtüren werden schließlich seit Jahrzehnten erfolgreich als „Frame on board“-Konstruktion mit Einlagen aus Expansionswaben gefertigt. Was ist neu an den Prozessen und Anlagen zur kontinuierlichen Herstellung von leichten Möbelkomponenten? Diese Fragen zur Grundfertigung beleuchten unsere Autoren, Martin Stosch * und Holger Blötscher **.
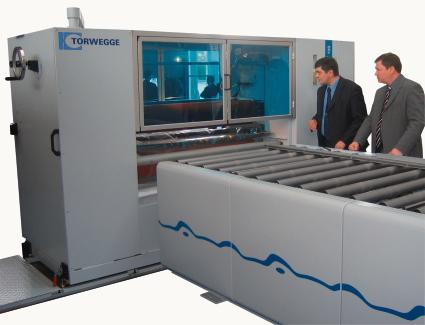
Alle sprechen über und vieles spricht für Wabenplatten. Sie sind als leichtgewichtige wie stabile und gleichfalls ressourcenschonende Komponenten vielfältig im Möbelbau einsetzbar. Geradezu ideal scheinen sie für den Mitnahmebereich geeignet zu sein, zumal Bestrebungen bestehen, das Packstückgewicht für zerlegte Mitnahmeware auf tragbare 25 kg zu limitieren. Dass sich in Massenmärkten Geld verdienen lässt, wusste auch Henry Ford, als er gegen den Trend zu Luxuslimousinen von einem preiswerten und zuverlässigen Auto für die breite Masse träumte. Sein „Universal-Auto“ wurde das T-Model, das er 1908 vorstellte. Es wurde sofort zum Bestseller. Vielleicht ist gut 100 Jahre später den Bestrebungen im Leichtbau ein ähnlich positives Schicksal beschieden. Das Interesse von zahlreichen Anwendern auf der zurückliegenden LIGNA+ an entsprechenden Anlagen der Torwegge Holzbearbeitungsmaschinen GmbH in Löhne ist viel versprechend.
Die Entwicklung in chronologischer Folge
Bereits im vorvergangenen Jahr hat die Homag AG in Schopfloch gemeinsam mit Systempartnern (Werkstoff- wie Klebstoffherstellern) einen Fertigungsprozess entwickelt, der die Herstellung von „Frame on board“-Komponenten auf Fixmaß in kleinen, flexiblen Serien ermöglicht. Außerdem führte der unbedingte Wille, die Kosten drastisch zu reduzieren, zwangsläufig zu einem bislang nicht gekannten Automatisierungsgrad der Pilotanlage. Die entscheidende Innovation gelang durch die Entkopplung des Durchlaufprozesses von den üblichen Presszyklen (Presszeit zuzüglich Pressentotzeit [7]), die bei herkömmlichen Leimarten aufgrund der Feuchtigkeit in der Klebefuge unumgänglich sind.
Frage des richtigen Klebstoffes
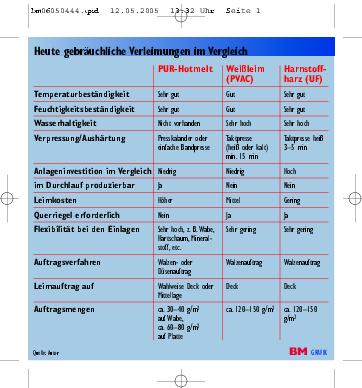
Dispersionsklebstoffe wie der „gute alte“ (aber auch der neue) PVAC-Weißleim binden physikalisch ab, indem das Dispersionsmittel Wasser unter Wärmeeinfluss in die Fügeteile diffundiert bzw. aus der Fuge verdunstet. Die Polymerteilchen von nur 1/1000 bis 1/10 000 mm lagern sich bei fortschreitender Wasserabwanderung und unter entsprechendem Pressdruck zu einem festen Polymerfilm zusammen [2]. Derart werden die zur Festigkeit der Klebefuge notwendigen Kohäsionskräfte („Zusammenhangskräfte“ in der Klebschicht) und Adhäsionskräfte („Anhangskräfte“ zwischen Fügeteiloberflächen und Klebschicht) sowie mechanische Verankerungen der Klebschicht in porösen Oberflächen ausgebildet [4].
Polykondensationsklebstoffe, wie der vielfach eingesetzte Harnstoffharzleim (relativ geringe Materialkosten – der zum Ikea-Konzern zählende Hersteller Swedwood produziert mit dieser Verleimung in seinen polnischen Werken Millionen von Quadratmetern Wabenplatten [1]), zählen dagegen zu den Reaktionsklebstoffen. Das zentrale Molekül Formaldehyd reagiert gemeinsam mit Harnstoff chemisch unter Abspaltung von Wasser. Von diesem Vorgang leitet sich die Bezeichnung der Klebstoffgruppe („Kondensationsklebstoffe“) ab. Auch bei dieser Verleimung bedarf es aber der Wärmezufuhr über einen gewissen Zeitraum (1 bis 10 Minuten), um die Abwanderung des Kondensats Wasser zu garantieren [4]. – Zwei Prozessparameter, Zykluszeit wie Feuchtigkeit, die bei der Konzeption einer kontinuierlich im Durchlauf fertigenden Anlage unbedingt zu vermeiden galt. Die Lösung lieferte die moderne Klebstoffchemie, der es gelang, so genannte PUR-Hotmelts (reaktive Polyurethan-Schmelzklebstoffe) an die gesteigerten Anforderungen der Flächenkaschierung anzupassen. Die neuen Formulierungen sind so gewählt, dass das aus der Reaktion des Isocyanats mit der Luftfeuchtigkeit resultierende CO2-Gas aus dem entstehenden Polymer heraus diffundieren kann und nicht (wie beispielsweise beim Bauschaum gewünscht) zum Aufschäumen der Klebschicht führt. Hieraus resultiert ein geschlossener sehr glatter Klebstofffilm mit kombinierten Eigenschaften physikalisch abbindender wie chemisch reagierender Klebstoffe [5].
Die Anfangsfestigkeit (der Tack) der Verklebung wird nach einmaligem Durchlauf durch den Presskalander oder eine Bandpresse infolge des Erkaltens des Hotmelts erreicht. Die Endfestigkeit stellt sich nach Abstapelung über eine chemische Reaktion mit der allerorten anwesenden Luftfeuchtigkeit ein [9]. Der Jowat AG in Detmold gelang durch die weitere Verbesserung der rheologischen Eigenschaften derartiger Klebstoffe (insbesondere fadenfreier Abriss bei Walzenauftrag) sowie die deutliche Verringerung der abzusaugenden Dämpfe (geringere Geruchsentwicklung und Verunreinigung von Maschinenteilen) die Ergänzung ihrer „Jowatherm-Reaktant“-Familie um zwei Produkte mit unterschiedlicher Viskosität und offener Zeit. Einen Beitrag zum Umwelt- sowie Arbeitsschutz leistet daneben ein „monomerfreier“ PUR-Holtmelt für Sandwichelemente, der neben geringeren Materialkosten und einer höheren Viskositätsstabilität bei der Verarbeitung eben durch seine verringerte Reaktivität den Reinigungsaufwand der Aufschmelz- und Auftragsgeräte in der Praxis wesentlich verringert [5].
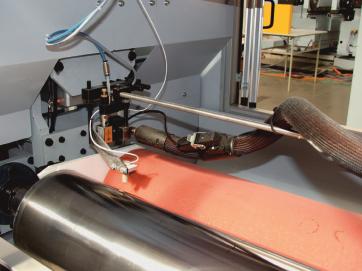
Bei Abhebeversuchen zur Trennung von Decklage und Wabenkern konnte der Verbund erst mit einer Zugkraft von 220 kg zerstört werden [6]. Dem Kostenaspekt moderner PUR-Hotmelts kommt die Entwicklung moderner Applikationstechniken, z. B. durch die Nordson Engineering GmbH in Lüneburg, entgegen. Durch den Spritzauftrag mittels breitenverstellbarer Düse direkt auf die Expansionswabe lässt sich das Auftraggewicht der Leimflotte auf etwa 40 g/m² verringern. Beim Walzenauftrag (hier dann auf die Innenseiten der Deckplatten) ist mit einem Auftragsgewicht von bis zu 100 g/m² zu rechnen. Nachteilig kann sich hier im Zusammenspiel mit dem fehlenden Luftabschluss die thermische Vernetzungsreaktion des PUR-Hotmelts in den Randbereichen der Walze auswirken [5]. Der Vorteil wiederum liegt in der recht problemlosen Steuerung des Applikationsprozesses durch die ungehinderte visuelle Beobachtung der Walzenauftragsanlage sowie die einfachen Reinigungsmöglichkeiten. Die Praxis wird zeigen, welchem System die Zukunft gehört und so bieten die Anlagenhersteller heute optional beide Möglichkeiten an.
Als leidenschaftlicher Tüftler hätte Henry Ford seine helle Freude an diesen technischen Entwicklungen gehabt. In seinen Memoiren schrieb er: „Meine Spielsachen waren Werkzeuge – wie auch heute noch. Jeder Bruchteil einer Maschine war für mich ein Schatz.“ Nach einer Ausbildung zum Maschinenschlosser, hatte sich Ford bis zum leitenden Ingenieur in der Firma des weltberühmten Erfinders von Schreibmaschine, Phonograph und Glühbirne etc., Thomas Alvar Edison, hochgearbeitet, bevor er das tat, wofür er berühmt wurde: Konsequent Autos bauen [vgl. www.brockhaus.de].
Der modulare Anlagen-Baukasten heute
Wie so häufig ist eine konkrete Kundenanfrage der Aufhänger einer technischen Entwicklung. Im vorliegenden Fall resultierte die technische Lösung nicht zuletzt aus dem Anforderungskatalog der Jahnke GmbH & Co. KG im norddeutschen Trittau, einem Zulieferer von Möbel-Komponenten.
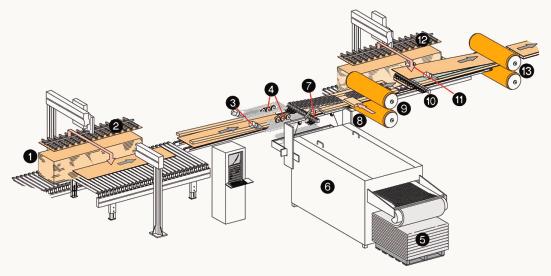
Bei der Bewertung der Pilotanlage ist dann auch in einer Mischung aus Begeisterung und Kopfschütteln der nüchterne Schluss zu ziehen: Hier wurde doch zunächst der „Mercedes“ entwickelt. Mittlerweile liegt das Thema innerhalb der Homag-Group ganz in den Händen von Torwegge. In Löhne wurde seitdem ganz konsequent am „Golf“ getüftelt und der kann – ganz nach Anforderung – modular zusammengestellt werden. Unverzichtbare Basisbestandteile sind die Leimauftragseinheit (ggf. samt Aufschmelzvorrichtung) und die Presseinheit, welche über Transportvorrichtungen auf unterschiedliche Art und Weise – mit und ohne Werkstückrückführung – verbunden werden können.
Schon die Einstiegsmaschine aus dem modularen Baukasten, die Wabenplattenanlage Optimat, ermöglicht die Grundfertigung im Ein-Mann-Betrieb. Diese Einstiegsmaschine ist (auch nach Auslieferung) durch modulare Bausteine bis zur vollautomatischen Linie ausbaubar. Die Automatisierungsmöglichkeiten betreffen die Rahmenmontage, das Legen von Decks und Wabenkern sowie die Abstapelung.
Mit einer solchen Anlage lassen sich Plattenbreiten von 400 bis 1500 mm und Plattenlängen von 600 bis 5600 mm fertigen, wobei zwischen 20 und 100 mm Gesamt-Sandwich-Stärke unterschiedlichen Rahmen- und Deckmaterialien keine Grenzen gesetzt sind. Die Verleimung kann wahlweise mit PUR-Hotmelts (im Spritz- oder Walzenauftrag) oder mit PVAC-Dispersionsleim erfolgen, was nicht zuletzt von der gewünschten Platteneinlage abhängt: Expansionswaben, Wellstegeinlagen, PU-Hartschaum, Styropor, Aluwaben, Balsaholz etc. sind denkbar. In Abhängigkeit zur Ausführung (manuelle, semi- oder vollautomatische Beschickung) sind Vorschubgeschwindigkeiten von 15 bis 30 m/min erzielbar.
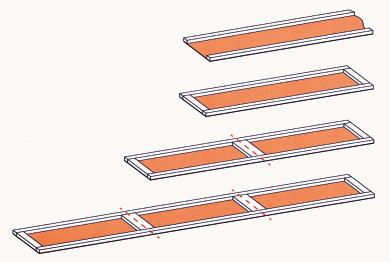
Der klare Vorteil einer vollautomatisierten Linie liegt in der grundsätzlich automatisierten Rahmenbildung, wobei sowohl eine Strang- als auch eine Einzelfertigung jederzeit möglich sind. Die Mengenleistung bei der Strangfertigung liegt naturgemäß höher und erleichtert gegenüber der Einzelfertigung beispielsweise das nachträgliche Folieren. In diesem Falle kommen drei verschiedene Riegelabmessungen zum Einsatz, da der mittlere Querriegel beim nachgelagerten Formatieren längs aufgetrennt wird.
Der Riegel: Nur eine Zwischenmahlzeit?
Der Grundfertigung von Wabenplatten als „Frame on board“-Fixmaß-Komponenten in kontinuierlichen Durchlaufprozessen steht nichts mehr im Wege – darf es auch nicht! Denn wenn man die internationalen Märkte betrachtet, so werden beispielsweise in Fernost bereits über 80 Prozent der Korpusmöbel in leichter Sandwichbauweise gefertigt [6]. Das sollte allen Akteuren zu Denken geben.
Ein Blick zurück ins Auto, genauer gesagt zurück auf die Hutablage des Mercedes, zeigt die Potenziale der riegellosen, dreidimensional verformten Wabenplatte (aus Papier-Expansionswaben mit GFK-Decks). In diesem Sinne sei der Automann Henry Ford ein letztes Mal bemüht, der gesagt haben soll: „Ich weigere mich glatt, irgendetwas für unmöglich zu halten. Ich finde nicht, dass es auf der Welt einen Menschen gibt, der genug von einer Sache weiß, um mit Sicherheit ihre Unmöglichkeit zu behaupten“ [8].
Literaturverzeichnis
[1] Blötscher, H. (Torwegge): Schulung Verbundplattenanlage (Vortrag), Löhne, 2004
[2] Erb, A. (Jowat): Kleben ist besser als Nageln und Schrauben (Vortrag), Detmold, 2001
[3] Gauß, A.; Blötscher, H. (Homag/Torwegge): Möbelfertigung leicht gemacht – Neues Maschinenkonzept für Leichtbauplatten (Vortrag), Schopfloch/Löhne, 2004
[4] Habenicht, G.: Kleben; Vieweg Verlag, Braunschweig, Wiesbaden, 1995
[5] Hippold, T.: Die Natur macht’s vor: PUR-Hotmelt – das Bienenwachs der Leichtbauplatten (Vortrag), Detmold, 2004
[6] Homag (Hrsg.): Colloquium: Visionen für die Leichtbauweise, Schopfloch, 2004
[7] Soiné, H.: Holzwerkstoffe – Herstellung und Verarbeitung, DRW-Verlag, 1995
[8] Stosch, M. (FH Lippe und Höxter): Kompass-Transferworkshop: Kreativität in systematischen Innovationsprozessen (Vortrag), Lemgo, 2005
[9] Stosch, M. Der Anbauwand das Fliegen lehren – Design und Konstruktion von Leichtbaumöbeln (Vortrag), Lemgo, 2004
Teilen:
 BM-Marktübersicht: 2,4-Tonner-Lieferwagen
BM-Marktübersicht: 2,4-Tonner-Lieferwagen







{kind=link}