





Die sichere Beherrschung der von Produktvielvalt gekennzeichneten Organisations- und Fertigungsabläufe ist zweifellos keine einfache Herausforderung. Welche Rationalisierungspotentiale bieten dazu die heute verfügbaren C-Technologien für Fenster- und Türenhersteller? Was bietet der Markt, wo liegen die Schwierigkeiten bei der betrieblichen Umsetzung und welche Möglichkeiten gibt es, um die Unternehmenszukunft erfolgreich zu gestalten?
Von Dipl.- Oec. Dipl.-Ing. Ottmar Konert*
Rahmenbedingungen und Begriffe
CAD (Computer-Aided-Design) ist die gängige Abkürzung für rechnergestütztes Entwerfen. Mit CAM (Computer-Aided-Manufacturing) wird die rechnergestützte Fertigung bezeichnet. Gelegentlich wird noch der Begriff CIM (Computer-Integrated-Manufacturing) für eine computerintegrierte Fertigung verwendet. Versteht man Produktion als Oberbegriff für alle bei der Herstellung von Gütern und Dienstleistungen zu erfüllenden Aufgaben, so ist die Fertigung sicherlich eine wesentliche Teilaufgabe der Produktion, ähnlich wie Konstruktion oder Produktionsplanung und -steuerung (PPS). Logischerweise müßten rechnergestützte Produktionssysteme mit CIP (Computer-Integrated-Production) bezeichnet werden. Heute hat sich hierfür der Begriff ERP (Enterprise-Resource-Planing) durchgesetzt. ERP-Systeme können CAD-Systeme beinhalten, müssen dies aber nicht notwendigerweise.
Viele der am Markt angebotenen Software-Pakete unterstützen eine oder mehrere der oben genannten C-Technologien. Je nach Schwerpunkt des Einsatzgebietes sind die für die Integration bereitgestellten Funktionen sehr unterschiedlich, je nachdem wie der einzelne Hersteller die C-Begriffe definiert. Demzufolge sind Nutzen und Wirtschaftlichkeit nicht einfach aus den Produktbeschreibungen abzuleiten.
Einige Hersteller nutzen die wenig genauen Begriffsbilder um CAD-Systemfunktionen anzubieten, die lediglich einige Zeichenfunktionen unterstützen. Bei genauem Nachfragen wird dann CAD mit Computer-Aided-Drawing bezeichnet. Dies ist sicherlich etwas anderes als rechnergestütztes Entwerfen. Nachfolgend wird unter CAD rechnergestützte Konstruktion im Sinne von Entwerfen verstanden.
Was soll man sich nun unter einem integrierten CAD/CAM/ ERP-System vorstellen? Im ERP-System werden die Technologien im Systemverbund eingesetzt. Dies ist heute technologisch möglich. Ausgehend von dieser Definition könnte die Idealvorstellung eines Unternehmers wie folgt beschrieben werden:
Ziel soll es sein, mit Hilfe der C-Techniken menschliche Arbeitsleistung, Betriebsmittel, Werkstoffe und Informationen als produktive Faktoren so einzusetzen, daß ein möglichst günstiger produktiver Effekt der Gesamtkombination zustande kommt.
Dies hat sich seit Gutenbergs Sicht der Betriebswirtschaftslehre nicht geändert. Neu ist lediglich die Aufnahme von Information als eigenständiger Produktionsfaktor in diese allgemeine Handlungsanweisung. Nach heutiger Lesart geht es darum, die Teilprozesse, die für die betriebliche Leistungserstellung notwendig sind als Einzelprozeßketten und deren Zusammenwirken optimal zu gestalten.
Die Teilung der Geschäftsprozesse in Teilprozesse kann nach unterschiedlichen Kriterien erfolgen. Hierbei handelt es sich immer um eine Folge unabhängiger Aktivitäten mit dem Ziel, einen geschäftlichen Input in einen Output zu veredeln. Diese Prozesse selbst können auf unterschiedliche Art und Weise ausgeführt werden Sie hängen entscheidend von den Produktivfaktoren, den Unternehmenszielen und damit vom Produktprogramm und den externen Rahmenbedingungen wie Gesetzen, Standort, Wirtschaftsräumen, etc ab.
Um langwierige Projekte zu vermeiden, geht man in der Praxis nach einem Phasenkonzept vor:
Phase 1: Festlegen der Ziele der Prozeßoptimierung und Auswahl der Prozesse, die berücksichtigt werden sollen.
Die Auswahl sollte nach Indikationen wie:
• Potential zur Gewinnsteigerung,
• Chance zur Stärkung der Konkurrenzfähigkeit oder
• Wirkung auf die Kundenzufriedenheit erfolgen.
Die Prozesse müssen durch Spezifikation von Prozeßbeginn und -ende sowie Lieferanten und Konsumenten des Prozesses exakt definiert werden.
Phase 2: Ausarbeitung der Prozesse, Sammeln prozeßrelevanter Fakten und Analyse der Optimierungsmöglichkeiten.
Es reicht oftmals aus, festzustellen welche Aktivitäten von wem ausgeführt werden. Weil sich voraussichtlich der Prozeßablauf ändern wird, ist es weniger interessant, detaillierte Daten zu erheben.
Phase 3: Die Entwicklung von Prozeßverbesserungen kann durch Weglassen oder Verschmelzen von Prozeßschritten, aber auch durch Ändern der Reihenfolge von Abläufen oder deren Parallelisierung geschehen. Weitere Verbesserungen ergeben sich möglicherweise, wenn Lieferanten und Kunden in die Prozeßoptimierung einbezogen werden.
Bei dieser Überlegung ist es von entscheidender Bedeutung, daß der Systemanalytiker detaillierte Kenntnisse davon hat, in wie weit Software-Systeme die Prozesse unterstützen. Dies ist bei der sehr vielschichtigen Softwarelandschaft nicht einfach.
Phase 4: Änderung der Konfiguration der Anwendungssoftware-Systeme und Implementierung im Unternehmen.
Oftmals ist es nicht ausreichend lediglich die Konfiguration evtl. über Parametereinstellungen zu ändern. Je nach Anforderungen sind evtl. umfangreiche Anpassungsprogrammierungen in den jeweiligen Anwendungssoftware-Systemen notwendig.
Dieses Phasenkonzept ist praxisbewährt und sollte in dieser oder ähnlicher Form zur Anwendung kommen.
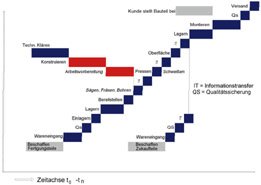
Teilprozesse wurden oben als Folge unabhängiger Aktivitäten definiert. Die Teilprozesse selbst sind aber nicht unabhängig voneinander zu betrachten, sondern bilden eine Prozeßstruktur die beispielhaft in Abb. 1 (Prozeßstruktur Auftragsabwicklung) dargestellt ist. Unter Prozeßstruktur wird hier die Darstellung abhängiger Vorgänge verstanden, die zur Erbringung einer Leistung notwendig sind und in ihrer terminlichen Machbarkeit fortlaufend gesichert und überwacht werden sollten. Die beeinflussenden Ereignisse im Informationsfluß (Auftragsgewinnung, Auftragseingang, techn. Auftragsklärung, Konstruktion, Arbeitsvorbereitung) und der Materialfluß (Beschaffung, Fertigung, Montage) sollten durchgängig aktuell abgerufen werden können.
Nur dann ist es möglich, Engpässe und Überversorgungen zum frühestmöglichen Zeitpunkt zu erkennen, da der aus Kundenaufträgen resultierende Ressourcenbedarf (Material, Kapazitäten etc.) an den vorhandenen und beschaffbaren Ressourcen des Unternehmens gespiegelt werden muß. Zeiten für den Informationstransfer können entfallen, wenn alle Daten, z.B. in einer zentralen Datenbank, verwaltet werden.
Ob zentralisiert oder dezentralisiert, das Prozeßmanagement ist die Stelle im Unternehmen, die für Planung und Steuerung und damit für die Termintreue verantwortlich ist. Hierbei ist die rollierende Abstimmung mit den Abteilungen von sicherlich entscheidender Bedeutung. Überkommene Organisationsstrukturen behindern diesen Abstimmungsprozeß oftmals mehr als sie ihn fördern. Die Intensität der Integration und Datenverteilung bestimmt eindeutig die Prozeßqualität. Technologisch betrachtet sind für die Integration und Verteilung nicht nur Anwendungssysteme, Datenbanken, Betriebssysteme, Programmiersprachen und Schnittstellen bzw. Austauschprotokolle entscheidend, sondern ein systemübergreifendes Verständnis für den Zusammenhang der Technologien bei den in die Prozeßketten eingebundenen Mitarbeitern.
Aus Sicht der Unternehmen sehen sich heute alle Fenster- und Türenhersteller einem härteren nationalen und internationalen Wettbewerb ausgesetzt. Ursachen hierfür sind:
Dieser Konkurrenzdruck macht es notwendig, auf die Wünsche der Kunden noch stärker einzugehen als in der Vergangenheit. Das führt zu einer nahezu explosionsartigen Erhöhung der Produkt- und Teilevielfalt, zu noch kleineren Losgrößen, kurzen Lieferzeitanforderungen, schwankenden Produktionsmengen und einer erhöhten Anforderung an Qualität und Kundendienst.
Es ist heute abzusehen:
Der Wettbewerb geht zukünftig vor allem über die Kreativität. Bei mangelnder Innovation tendiert die Rentabilität gegen Null wie sich leider am Beispiel einiger Fensterbaubetriebe zeigen läßt. Kosten, Qualität und Geschwindigkeit in der Innovation sind die drei wesentlichen Wettbewerbsstrategien für die Zukunft. Grundsätzlich gilt die Maxime:
Leider ist in der Praxis oftmals die umgekehrte Reihenfolge zu beobachten.
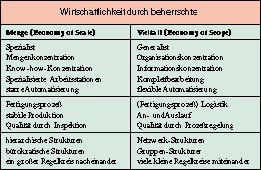
Ein bekannter Ansatz der achtziger Jahre ging davon aus, daß Spezialisierung Effizienz bringt und fand seine reale Form in einer Vielzahl von flexiblen Fertigungssystemen, die von vielen Maschinenbaufirmen angeboten werden. Der Vision mittels aufwendiger Technik den Zielkonflikt zwischen Produktivität und Flexibilität lösen zu können, blieb ein Erfolg auf breiter Basis versagt. Heute ist bekannt, daß dieser Ansatz auch eine Reihe von negativen, unerwünschten Folgen bei der Realisierung mit sich brachte. In Abb. 2 sind ein Teil dieser Folgen dargestellt.
Wie die vorangegangene Betrachtung der Prozeßstrukturen in Fenster- und Türenbaufirmen zeigt, erfordert die Lösung einer Produktionsaufgabe vor allem Prozeß- und Logistikaufwand. Eine leistungsfähige Mengenfertigung wird durch Senken des Gesamtaufwandes erreicht, da der Logistikaufwand durch vorheriges, einmaliges Planen und Festlegen der Abläufe je Leistungseinheit gering ist. Bei der Beherrschung der Vielfalt ist hingegen der Logistikaufwand ausschlaggebend für die Effektivität. In Abb. 3 ist dieser Sachverhalt vereinfacht dargestellt.
Immer häufiger müssen Sonderaufträge – bei manchen Fensterherstellern bis zu 50 % – einer aufwendigen, manuellen Arbeitsvorbereitung unterzogen werden, um sie dann in die Fertigung einsteuern zu können. Diese Vorgehensweise führt natürlich zu sehr hohem Logistikaufwand mit entsprechenden Folgen für die Wirtschaftlichkeit. Dieser Zustand ist sicherlich von keinem Unternehmen auf Dauer durchzuhalten.
Unbestritten bietet die richtige Nutzung integrierter C-Technologien, die Durchführung von Optimierungsprozessen, noch erhebliche Rationalisierungsreserven für Fenster- und Türenhersteller, wenn wirtschaftliche Prozesse durch Beherrschung der Menge und der Vielfalt in den Firmen realisiert werden.
Was bietet der Markt . . .
. . . und wo liegen die Schwierigkeiten bei der betrieblichen Umsetzung von CAD/CAM-Systemen?
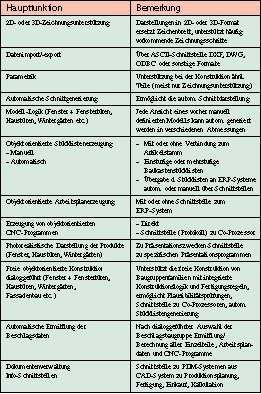
CAD/CAM-Systeme gibt es in sehr unterschiedlichen Funktions- und Preisklassen. Die wichtigsten Funktionen, die CAD-Systeme für Fenster- und Türenkonstruktionen heute bieten, sind in Abb. 4 dargestellt.
Die Maschinenhersteller bieten eigene oder zugelieferte Co-Prozessoren. Diese Softwarepakete bieten eine mehr oder weniger standardisierte Eingangs-Schnittstelle und erzeugen aus gelieferten Daten lauffähige CNC-Programme.
Leider ist die Normung hier trotz erheblicher Anstrengungen (FMX-Schnittstelle, STEP-Norm, IGES, VDAFS etc.) noch nicht so weit fortgeschritten, daß von einem allgemeinen Standard gesprochen werden kann. PDM-Systeme (Produktionsdatenmanagement-System) erlauben das Verwalten von CAD- und sonstigen Dokumenten, die der Konstrukteur benötigt. Dies können auch Werkzeugdaten, Technologiebeschreibungen, Maschinenleistungsdaten etc. sein. Die Komplexität der Datengruppen läßt sich beispielhaft am STEP-Modell zeigen, das in Abb. 5 siehe Seite in der Grundstruktur wiedergegeben ist.
Leider ist es heute so, daß der automatische Datenaustausch nur bei Einzellösungen realisiert ist. Diese Lösungen sind nur mit erheblichem Aufwand in eine andere Informationsstruktur transferierbar und die mehrfache Führung von Technologiedaten ist die Regel, nicht die Ausnahme. Vielfach sind auch manuelle Eingriffe zur Erzeugung des CNC-Programmes nötig. Das bedeutet, daß u.a. bei Inbetriebnahme und Einsatz von Bearbeitungszentren mit nicht unerheblichem Analyse- und Programmieraufwand zu rechnen ist. Die je nach Aufgabenstellung (Produktprogramm) spezifischen Datenstrukturen sind in jedem Fall auf die betriebliche Ablauforganisation und die Maschinenausstattung abzustimmen. Es ist darauf zu achten, daß sich die eingesparten Fertigungskosten, die durch Investitionen in Fertigungsmaschinen erreichbar sind, nicht durch Mehraufwand in der Konstruktion und der Arbeitsvorbereitung aufheben. D.h. das Logistikproblem ist schlecht gelöst.
Auch hier gilt die schon erwähnte Maxime:
Der Einsatz wertanalytischer Methoden bei der Vereinfachung hat sich in vielen Projekten bewährt und sollte auch angewandt werden.
Eine weitere erfolgversprechende Strategie ist die Vermeidung unüberschaubarer Mengen an Stammdaten.
CAD/CAM-Systeme, die einen objektorientierten Ansatz verfolgen, können hier als wirkungsvolle Problemlöser eingesetzt werden.
Der Erstellungs- und Wartungsaufwand für die gesamten technischen Datenstrukturen wird bei diesen Systemen erheblich reduziert, weil nicht jede Variante mit ihren speziellen Ausprägungen erstellt werden muß, sondern dem Konstrukteur lediglich die technischen Regelwerke für eine Bauteilefamilie (Fenster und Türen, Haustüren, Wintergärten, Vordächer etc.) als Basis intelligenter CAD-Programme zur Verfügung gestellt werden.
Die jeweiligen technologisch möglichen Konstruktionsentscheidungen werden im Dialog angeboten und ausgewählt. Damit wird auch eine Prüfung der “Machbarkeit” direkt bei der Konstruktion möglich, da nur technisch zulässige Alternativen innerhalb der Bauteilefamilie kombiniert werden können. Die Oberfläche dieser Systeme ist meist so gestaltet, daß zur Konstruktion keine spezifischen CAD-Befehle benötigt werden.
Mit der einmaligen Programmierung der Konstruktionsprinzipien, der Konstruktionslogik und den Fertigungsregeln für eine Bauteilefamilie wird die Erstellung aller produktspezifischen Fertigungsdaten für diese Bauteilefamilie ermöglicht.
Sicherlich ist dieser einmalige Aufwand vor Inbetriebnahme eines CAD/CAM-Systems größer als beim Ansatz über Parametrik oder einfacher Typen-Logik, da die Analyse der Abhängigkeiten mehr in die Tiefe gehen muß. Dieser vermeintliche Nachteil wird aber durch die vielen Vorteile, die eine schlanke Stammdatenverwaltung mitbringt, im täglichen Betrieb mehr als ausgeglichen.
Unbefriedigend ist heute die Situation, daß je nach eingesetztem CAD/CAM-System, die Stamm- und Bewegungsdaten in unterschiedlichen Formaten und unterschiedlich verteilt gespeichert werden müssen. Eine stärkere Normierung (z.B. STEP-Modell) ist hier der richtige Weg. Bis dahin sollte der Grundsatz gelten, daß Daten zur Konstruktionslogik (z.B. Geometrie, Material, Bauteileabhängigkeiten) auf CAD-Seite und Daten zu den Fertigungsregeln (Maschinen,-Bearbeitungs,-Werkzeugdaten) auf Seite der Postprozessoren zu verwalten sind. Mittelfristig muß hier noch mit Datenredundanz gearbeitet werden.
Viele CAD-Systeme bieten als Datenausgabe eine DXF-Schnittstelle zur Übergabe von Geometriedaten und Einzelteilen. Nach den bisherigen Ausführungen sollte klar sein, daß das Vorhandensein einer solchen Schnittstelle eine notwendige aber nicht hinreichende Bedingung für die Realisierung moderner CAD/CAM-Systeme ist.
Gute CAD/CAM-Systeme unterstützen die Zielsetzung Wirtschaftlichkeit durch Beherrschen der Vielfalt. Diese Systeme sind primär darauf ausgerichtet, möglichst einfach Konstruktionsänderungen oder Neukonstruktionen zu ermöglichen.
Die Senkung des Logistikaufwandes ist damit bestimmende Größe für die Systementwicklung und den späteren Prozeßaufwand.
Was leisten ERP-Systeme ohne CAD-Integration?
Für Fenster- und Türenhersteller werden am Markt eine Reihe von ERP-Systemen angeboten, wobei einige aufgrund mangelnder Funktionalität und mangelndem Integrationsgrad diese Bezeichnung nicht verdienen. Nur wenige Systeme unterstützen durchgängig die in Abb. 1 dargestellten Teilprozesse der Auftragsabwicklung. Fast alle Systeme unterstützen die Zielsetzung, Wirtschaftlichkeit durch Beherrschung der Menge zu erreichen, mehr oder weniger gut.
Neben den oben genannten Kriterien unterscheiden sich die Systeme erheblich in der verwendeten Logik zur Speicherung der Stammdaten und zur Erzeugung der Bewegungsdaten. Simple Systeme arbeiten mit Parametrik oder Typenbildung. Das bedeutet entsprechenden Aufwand zum Aufbau und zur Pflege der Stammdaten.
Einige ERP-Systemhersteller stellen in der Produktbeschreibung die Unterstützung der freien Konstruktion als wesentliches Systemmerkmal heraus. Dies kann mit unterschiedlichen Methoden realisiert sein. Einige Systeme bieten nur wenige festprogrammierte Alternativen und verwenden Modelle und Methoden, die aus individuell programmierten Lösungen stammen, oftmals mit verblüffender Leistungsfähigkeit. Andere basieren auf industriell erprobten Methoden wie z.B. Stücklistenprozessor-Logik, Expertensystemen, OR-Algorythmen zur Lösung der Zuschnittoptimierung, Realtime-Modelle etc. Diese Modelle und Methoden wurden in der Regel den spezifischen Bedingungen der im Fenster- und Türenbau erforderlichen Variantenfertigung angepaßt.
In Abhängigkeit der Grundlogik, die für diese Systeme gewählt wurden, sind die Möglichkeiten für den Konstrukteur vorgegeben. In der Regel wird es ermöglicht, aufgrund einiger Parametereingaben für die Baugruppenfamilie – meist Fenster- und Türen, bei wenigen auch Rolladen, Klappläden und sonstige zum Bauteil Fenster gehörender Produkte – Maße, Farben, Oberflächen, Profile, Gläser, Füllungen, Beschläge etc. zu variieren und die Regeln für die Stücklistenerzeugung, Maßberechnung, Preisberechnung, Druckgestaltung und Schnittstellenbeschickung festzulegen.
Die vom Hersteller gewählte Systemarchitektur beeinflußt in erheblichem Maße den Zeitaufwand und die Fehlerquellen, wenn neue Konstruktionen oder Materialien als Stammdaten im System gespeichert werden müssen. Entscheidend ist dann, ob diese Änderungen nur über Stammdateneingabe bewerkstelligt werden können, oder ob Programmänderungen erforderlich werden.
Festzuhalten ist: die Methoden zur Unterstützung der Konstruktion und der Arbeitsvorbereitung in ERP-Systemen sind gänzlich andere als bei CAD/CAM-Systemen, obwohl auf den ersten Blick Ähnlichkeiten vorhanden sind.
Allgemein gilt, daß beim Design der ERP-Systeme großer Wert auf die Herstellung der Stabilität wirtschaftlicher Produktion (Fließfertigung) gelegt wurde, weniger auf die möglichst einfache Integration neuer Produkte, und damit der Beherrschung der An- und Auslaufproblematik. Die Senkung des Prozeßaufwandes bestimmt hier das System-Design, nicht die Senkung des Logistikaufwandes. Für Verwirrung sorgen einige ERP-Systemhersteller, die einige wenige Zeichnungsroutinen zur Erzeugung von z.B. Fensteransichten integriert haben und diese Systeme als CAD/ CAM-Systeme bezeichnen. Dies dient nicht der Markttransparenz und sollte zukünftig vermieden werden. Echte CAD/CAM-Systeme bauen immer auf einem vollständigen CAD-System als Grundlage auf. Die Schnittstellenproblematik, die bei CAD/CAM-Systemen angesprochen wurde, gilt für ERP-Systeme ebenfalls. Darüber hinaus ist bei ERP-Systemen, aufgrund der höheren Anzahl der zu berücksichtigenden Schnittstellen, mit einer tendenziellen Verschärfung dieser Problematik zu rechnen.
Was ist zu tun, . . .
. . . um die Unternehmenszukunft erfolgreich zu gestalten?
In den vergangenen Kapiteln wurde versucht aufzuzeigen, welche Rationalisierungspotentiale die C-Technologien grundsätzlich bieten und wo die wesentlichen Schwierigkeiten bei der betrieblichen Umsetzung liegen.
Für den klassischen Fenster- und Türenbetrieb, der immer mehr zum Vollsortimenter wird und neben dem traditionellen Produktionsprogramm auch Haustüren, Vordächer und Wintergärten in sein Programm aufnimmt, lautet die Zielsetzung:
Dabei bewegen sich die Unternehmen zwischen den beiden Extremen Menge oder Vielfalt, die jeweils andere Strukturen und Methoden erfordern. Bei oben genanntem Produktsortiment stellt sich nicht die Frage nach entweder oder. Beide Strategien sind zur Erreichung der Wirtschaftlichkeitsziele anzuwenden. Jede Methode hat genau wie jede Fertigungsmaschine ihren begrenzten Anwendungsbereich und macht gezielte Auswahl und Substitution, beziehungsweise Methodenauswahl bei Änderung der Randbedingungen erforderlich.
Die Organisation der meisten Fenster- und Türenfabriken ist heute durch vertikale Strukturen gekennzeichnet. Produktionsaufgabe und Geschäftsprozesse sind hingegen horizontal orientiert. Die Unternehmen benötigen neue Lösungen, die nicht die vertikale, sondern die horizontale Struktur und Abläufe im Sinne des Bildens von Geschäfts- und Prozeßeinheiten als Normfall betrachten.
Früher konnte nach der Maxime “Spezialisierung ist effizient” gehandelt werden, heute gilt mindestens gleichberechtigt “Integration ist effizient”. Das zukünftige Optimum möglicher integrierter Strukturen wird durch eine Aufbauorganisation repräsentiert, bei der die Steuerung eines durchgängigen Prozesses vollständig in einer Hand liegt. Der gesamte Prozeß wird in einer einzigen Zuständigkeit von einem Mitarbeiter oder Team bearbeitet. Dies erfordert eine mengenteilige Aufspaltung der Gesamtaufgabe. Es wird die Menge der Prozesse aufgeteilt, nicht aber der Prozeß selbst.
Benutzerfreundlich gestaltete, prozessorientierte Software-Systeme (CAD, CAM, ERP) spielen bei der Umgestaltung der Organisationen eine wesentliche Rolle. Stellvertretend seien hier die Produkte KON-CAD FT, KON-CAD HT, KON-CAD 3D und FLEX-PPS K4 erwähnt, die geeignet sind, die heutigen Anforderungen an eine kundengerechte Aufbau- und Ablauforganisation gerecht zu werden, wie sie in Abb. 6 skizziert ist. Diese Systeme basieren auf einem idealtypischen Unternehmensmodell, das im Hinblick auf Kundenorientierung Erfahrungen aus Logistik, Betriebswirtschaft und Technik integriert.
Voraussetzungen für eine erfolgreiche Organisationsentwicklung sind allerdings ein effizientes Projektmanagement und projektbegleitende Qualifizierungsmaßnahmen für die Mitarbeiter in den Unternehmen. Die Unternehmen müssen erkennen:
“Ohne qualifizierte Mitarbeiter geht es nicht.”
Die oben angesprochenen Normungs- und Schnittstellenprobleme sollten Fenster- und Türenhersteller nicht davon abhalten, heute schon mit der Neugestaltung der Organisation zu beginnen. Die Probleme sind lösbar!
Es sollte aber deutlich sein, daß die komplexe Problemstellung keine einfachen Lösungen zuläßt. Selbstverständlich besteht die Möglichkeit für einzelne Teilprozesse Softwarekomponenten unterschiedlicher Lieferanten auszuwählen und diese – wie auch immer – zu integrieren. Allerdings wird die Schnittstellenproblematik durch eine solche Vorgehensweise nicht einfacher.
Die Empfehlung lautet daher: möglichst zügig mit der Umgestaltung der Organisation zu beginnen, denn hier liegen noch beachtliche Rationalisierungsreserven, insbesondere bei Konstruk0ion und Arbeitsvorbereitung. Es gibt noch genügend Möglichkeiten für Fenster- und Türenbaufirmen auch in schwierigen Marktsituationen erfolgreich zu sein. Grenzenlos sind die Möglichkeiten allerdings nicht. n
* Der Autor ist Geschäftsführer des Ingenieurbüros und Softwarehauses Konert GmbH, 61231 Bad Nauheim
Teilen:








{kind=link}