



Warum werden Öle und Wachse in Schreinereien nicht in dem Maße eingesetzt, wie es aus ökologischen Gründen erstrebenswert wäre? Welche fördernden und welche hemmenden Faktoren gibt es? Dies war Inhalt des Projektes „Einsatz von Ölen und Wachsen zur Oberflächenbeschichtung“, das in Baden-Württemberg im Rahmen des Gesamtprojektes „VOC-Minderung im Schreinerhandwerk“ durchgeführt wurde. Ziel war es, die Verarbeitung in den Modellbetrieben zu optimieren, Bedingungen aufzuzeigen, die eine Umstellung auf Öle und Wachse ermöglichen, und die Projekterfahrungen an eine breite Öffentlichkeit zu tragen.
Bei der Oberflächenbeschichtung fallen in Schreinereien VOC-Emissionen an. Diese flüchtigen organischen Verbindungen sind Vorläufersubstanzen für den so genannten Sommersmog, dessen Reduzierung europaweit erklärtes politisches Ziel ist. Eine deutliche Emissionsminderung kann jedoch in kleinen und mittleren Betrieben sowohl aus ökologischen als auch aus ökonomischen Gründen nur durch freiwillige Primärmaßnahmen, d. h. den Einsatz lösemittelreduzierter Oberflächensysteme erreicht werden. So ist das Anliegen, das diesem Projekt des Landes Baden-Württemberg zugrunde liegt, neue Wege zu einer kooperativen, außerhalb des Ordnungsrechts liegenden Umweltpolitik zur VOC-Minderung anzustreben.
Die Schritte
Ausgewählt wurden sechs Schreinereibetrieben über Kriterien, wie z. B. Produktspektrum, Erfahrungsstand, Betriebsgröße. Ziel war es, einen möglichst repräsentativen Querschnitt im Hinblick auf die Öl-/Wachs-Verarbeitung zu erhalten.
Ausgehend von dem scheinbaren Widerspruch, dass einerseits die meisten technischen und produktbezogenen Voraussetzungen für den Einsatz lösemittelreduzierter Oberflächensysteme vorhanden sind, diese aber auf der anderen Seite bei weitem nicht im erhofften Umfang eingesetzt werden, wurde bereits in den Gesprächen mit den Betrieben schnell klar, dass hier eine differenzierte Betrachtung notwendig ist.
In den Modellbetrieben wurden praktische Beschichtungsversuche vor Ort durchgeführt, wobei man sowohl die Beschichtungsbedingungen als auch die Erfahrungen genau dokumentierte. Unterstützt wurden diese Praxistage durch Laboruntersuchungen des Fraunhofer IPA hinsichtlich Gewährleistungsaspekten (z. B. chem. Beständigkeit, UV-Beständigkeit, Kratzfestigkeit, . . .) und Vergleichbarkeit mit konventionellen Wasser- und PUR-Lacken. Vor Ort wurden mit den beteiligten Beschichtungsmaterial-Herstellern erste Ergebnisse diskutiert und in einzelnen Punkten Optimierungen angestoßen.
Die Ergebnisse wurden im April 2001 in einem „Anwenderforum“ unter Einbeziehung einer möglichst großen Zahl interessierter Schreiner, Vertretern der Produkthersteller, der Applikationstechnik und der Fachpresse vorgestellt. Letztlich zeigte die Erfahrung, dass über eine optimierte Verarbeitung von Ölen und Wachsen Oberflächen erzielt werden können, die den Kostenvergleich mit herkömmlichen DD-Lacken nicht mehr zu scheuen brauchen.
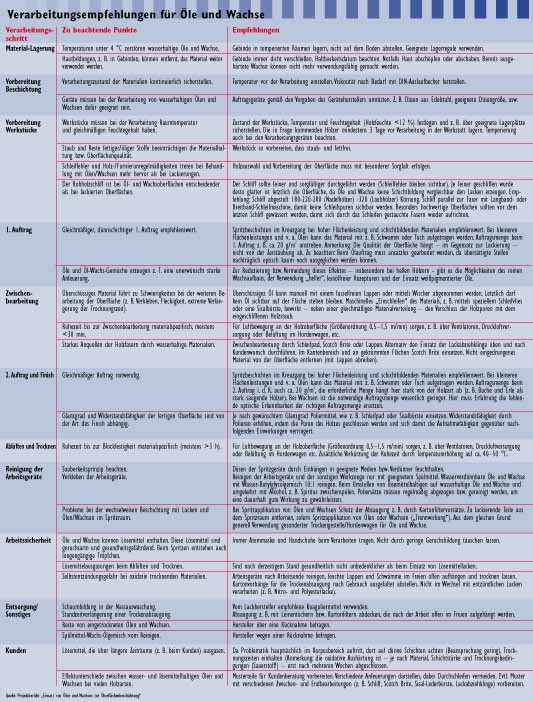
Verarbeitungsempfehlungen
Zur Verstärkung des Wissens-transfers über das eigentliche Projekt hinaus wurden vom Projektteam „Verarbeitungsempfehlungen für Öle und Wachse“ erarbeitet, die von der Auftragsvorbereitung bis zur Entsorgung alle zentralen Punkte aufgreifen, die der Verarbeiter zu beachten hat, um eine gute Oberfläche zu erzielen. (siehe Tabelle S. 92). Darin eingearbeitet finden sich auch die Ergebnisse der projektbegleitenden Laboruntersuchungen, die vor allem produktspezifische Besonderheiten aber auch mögliche Anwendungs-Einschränkungen sowie verschiedene Optimierungsansätze aufgezeigt haben. Ergänzt wurden die Verarbeitungsempfehlungen durch eine Produktübersicht für die am Projekt beteiligten Hersteller. Diese zeigt deutlich den hohen Anteil an Öl-Wachs-Gemischen sowie an lösemittelfreien Produkten.
Kunden sensibilisieren
Als ein zentrales Ergebnis der Bestandsaufnahme kristallisierte sich heraus, dass ein Haupt-ansatzpunkt zum vermehrten Einsatz von Ölen und Wachsen die Sensibilisierung der Kun-den, insbesondere im Gespräch Kunde Ö Schreiner ist. Gegenüber dem „Durchschnittskunden“ kann die Umweltfreundlichkeit der Öle und Wachse nur dann als Argument eingesetzt werden, wenn der Schreiner ein hohes Maß an Fachwissen über Technik und Oberflächenmaterialien besitzt und gleichzeitig von dem Nutzen der neuen Systeme überzeugt ist.
Stand der Entwicklung
Die Oberflächenbeschichtung von Holz mit Ölen und Wachsen hat bereits eine sehr lange zurückliegende Tradition. Nach weitgehender Verdrängung durch die synthetischen, industriell hergestellten Lacke, haben die Öle und Wachse seit ca. 30 Jahren wieder an Bedeutung gewonnen. Insbesondere in den letzten Jahren ist in diesem Bereich auch eine deutliche Weiterentwicklung vor allem der Produkte zu verzeichnen.
Zusammengefasst stellte sich der Entwicklungsstand zu Projektbeginn wie folgt dar:
Produkteigenschaften
Auftragsmenge: Die Hersteller empfehlen für jedes Produkt eine bestimmte Auftragsmenge. Diese liegt bei 8 bis 60 g/m² je nach Auftragsverfahren und Anzahl der Arbeitsgänge. Hier sind im Einzelfall die Verarbeitungsempfehlungen des Herstellers zu beachten.
Arbeitsgänge: Meist werden 2 – 3 Arbeitsgänge für die Erstbehandlung von Holzoberflächen empfohlen. Nur für die Pflegeanwendungen reicht ein Arbeitsgang aus.
Vorbehandlung: In der Regel ist ein Schliff mit 320er Körnung ausreichend. Für Fußböden kann 220er Korn schon genügen (Prüfung des Ergebnisses ist dann vorher erforderlich). Für besonders feine, hochwertige Oberflächen ist 400er Korn erforderlich.
Kombinierbarkeit: Prinzipiell können die Öle mit anderen Ölen und Wachsen überbeschichtet werden, um spezielle Farb- und/oder Griffeffekte zu erzeugen. Die Eigenschaften und die Beanspruchungsklasse, die bei der Erstbehandlung gewählt werden, können nachträglich nur durch vollständiges Abschleifen und erneute Erstbehandlung verändert werden.
Trocknung: Hier gibt es zwei klar unterscheidbare Systemklassen:
Die schnellen Systeme, vor allem Wachse, benötigen eine Zwischentrocknungszeit von ca. 30 bis 90 min. und eine Endtrocknungszeit bis zur fertigen Oberfläche von ca. 3 bis 6 h. Die langsamen Systeme, vor allem Öle, benötigen eine Zwischentrocknungszeit von ca. 12 bis 24 h und eine Endtrocknungszeit von ca. 8 bis 10 Tagen. Eine Ausnahme stellt UV-härtendes Öl dar, das nach ca. 30 min Ablüften innerhalb von Sekunden gehärtet werden kann.
Beanspruchungsklassen: Für jede bekannte Beanspruchungsklasse gibt es Empfehlungen der Hersteller für bestimmte Produkte und/oder Kombinationen. Diese Beanspruchungsklassen reichen von sehr gering (nur zur Pflegeanwendung von Holzmöbeln im privaten Wohnbereich) bis hin zu sehr hoher Beanspruchung mit wasserabweisender Wirkung (für Bad- und Küchenmöbel, Fußböden und Treppen). Für den Außenbereich wird derzeit kein Öl oder Wachs empfohlen; hier kommen Lasuren und Lacke zum Einsatz.
Pflegebedarf: Der Pflegebedarf ist immer von der Beanspruchung der Fläche abhängig. Bei geringer Beanspruchung ist einmal im Jahr ein Arbeitsgang mit einem geeigneten Pflegeöl bzw. Wachs ausreichend, bei sehr hoher Beanspruchung bis zu vier Arbeitsgänge pro Jahr.
Effekte: Hier gibt es immer die Möglichkeit, zwischen Produkten für einen anfeuernden Effekt und Natureffekt zu wählen. Ebenso besteht die Möglichkeit, einen wachsartigen bzw. einen glatten Griffeffekt zu erzeugen.
Verkürzung der Trocknungszeiten: Folgende Möglichkeiten wurden untersucht:
– Beeinflussung der Geschwindigkeit, Feuchte und Temperatur der Umgebungsluft
– Beeinflussung der Temperatur und Feuchte der Teile
– Beeinflussung der Materialtemperatur
– Energieeintrag in die beschichtete Holzoberfläche.
Lösemittelgehalt: Bisher angewendete Öle und Wachse werden zur Veränderung der Viskosität mit organischen Lösemitteln verdünnt. Festkörpergehalte von 65 bis 80 Prozent sind üblich. Alternativ dazu können alle Öle und Wachse heiß verspritzt werden, ohne Lösemittelzusatz. Eine zusätzliche Alternative besteht durch das Verspritzen der Produkte unter Druck, ohne Lösemittelzusatz. Neuere Produkte sind wasserverdünnbar bzw. wasserbasiert; Anwendung und Eigenschaften werden geprüft.
Applikations- und Schleif-technik
Neben den Produkteigenschaften spielt die Applikations- und Schleiftechnik eine wichtige Rolle bzgl. des Verarbeitungsaufwandes und der letztlich erreichbaren Oberflächenqualität. Neben verschiedenen Hand-Auftragstechniken (Schwamm, Tuch, Rolle, . . .) stehen hierzu auch diverse Spritzgeräte, z. B. als Becherpistolen oder Kartuschensysteme zur Verfügung. Der Stand der Applikationstechnik in tabellarischer Aufstellung wurde im Projektbericht eingearbeitet.
Konzeption und Durchführung der Praxisversuche
Als Hauptanliegen der Betriebe war, Beständigkeiten geölter und gewachster Oberflächen zu analysieren, den Schichtaufbau sowie den Auftrag durch moderne Applikationsgeräte zu optimieren. Darüber hinaus bestand Interesse daran, Erfahrungen in der Verarbeitung lösemittelfreier Produkte zu vertiefen.
Ergebnisse der Praxisversuche
Eine Auswahl von ca. 50 Musterplatten, die bei den Praxisversuchen in den Schreinereien angefertigt worden waren, wurden – nach Mindesttrocknungszeiten von zwei Wochen – im Lackiertechnikum des Fraunhofer IPA bzgl. der erreichten Oberflächenqualitäten untersucht.
Dabei wurde angestrebt, einen möglichst repräsentativen Über-blick über die Eigenschaften verschiedenartiger Öl-/Wachs-Schichtaufbauten zu gewinnen. Deshalb wurde ein Schwerpunkt der Untersuchungen auf die Buchenplatten gelegt, um für dieses typische und viel verwendete Holz einen möglichst detaillierten Einblick in die Einflussfaktoren zu erhalten (ca. 30 Musterplatten waren aus Buche bzw. Buchewerkstoffen, ca. 20 Musterplatten aus anderen Werkstoffen, z. B. Esche, Erle, Ahorn, MDF, Fichte, etc.).
Untersuchungskriterien für die Holzplatten waren:
• die chemische Beständigkeit (in Anlehnung an DIN 68861)
• die Glanzreibung (nach ASTM 4060-95)
• die Kratzbeständigkeit (nach ISO 1518) und
• die UV-Beständigkeit (in Anlehnung an DIN 75202).
Da es für die Beständigkeitsprüfung von Ölen und Wachsen bislang keine eingeführten Prüfvorschriften gibt, wurde vom Projektteam für die chemische Beständigkeit die Kriterienliste für Beständigkeitsklasse 1B nach DIN 68861 herangezogen und entsprechend angepasst. Vergleichbares gilt für die anderen Testkriterien (Glanzreibung, Kratzfestigkeit). Um eine Vergleichsmöglichkeit mit PUR- und Wasserlacken zu schaffen, wurden typische Produkte dieser Lackarten ebenfalls diesen variierten Testbedingungen unterzogen.
Die Prüfergebnisse
Aus den Prüfergebnissen ist zu folgern, dass das Geflecht an Einflussfaktoren, die sich letztlich auf die Qualität der fertigen Oberfläche auswirken, vielschichtig und komplex ist.
Die Zusammenschau der Beständigkeitsergebnisse für die Kriterien chemische Beständigkeit, Glanzreibung, Kratz- und UV-Beständigkeit zeigt die Tendenz, dass Oberflächen, die bei der chemischen Beständigkeit die besten Werte liefern, bei den mechanischen Kriterien nicht zu den Besten zählen. Ähnliches gilt auch umgekehrt: Bestwerte bei der Glanzreibung und Kratzbeständigkeit korrespondieren nicht mit Bestwerten bei der chemischen Beständigkeit. Zwar lassen sich mit den vorliegenden Versuchsergebnissen keine definitiven Ursachen dafür anführen, jedoch zeichnet sich der Trend ab, dass Öle eher für eine chemische Beständigkeit, Wachse dagegen eher für eine „mechanische“ Beständigkeit sorgen.
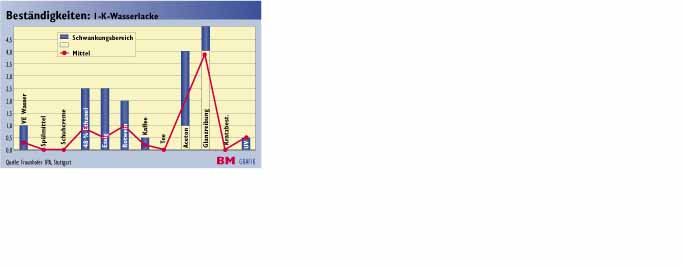
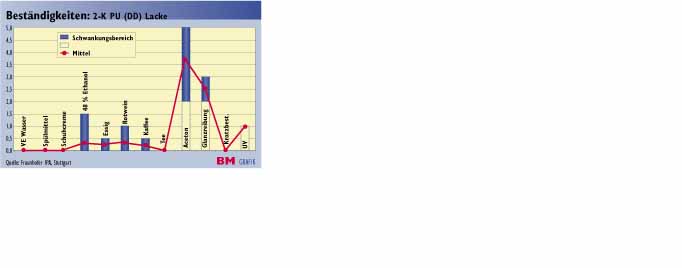
In der Zusammenschau lassen sich die folgenden Feststellungen treffen (siehe Grafiken):
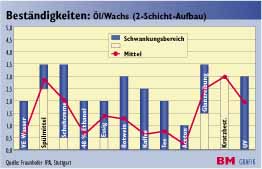
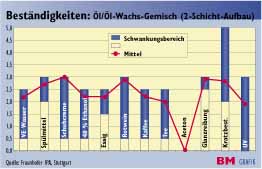
Chemische Beständigkeiten
Hinsichtlich der chemischen Beständigkeit sind vor allem alkalische Reiniger, Schuhcreme und Rotwein problematisch. In den meisten Fällen bilden sich Flecken, die höher als Note 2 bewertet werden, d. h. bei denen mit dauerhaft sichtbaren Schadensbildern gerechnet werden muss. Dies gilt insbesondere für die bei Rotwein und alkalischen Reinigern zu beobachtenden Verfärbungen des Holzes. Aber auch für die problematischen Prüfsubstanzen gibt es Oberflächen, die keine oder nahezu keine Schadensbilder zeigen. Interessant ist zudem die Beobachtung, dass sich durch lösemittelfreie Öl-Wachs-Gemische insgesamt die besten Ergebnisse erzielen ließen. Die anderen Prüfchemikalien hinterlassen Schadensbilder, bei denen zu erwarten ist, dass sie durch einfache Nacharbeiten (Auftrag von Öl-/Wachs) vollständig beseitigt werden können. Die Beständigkeitsprüfung mit Aceton ergab bei allen getesteten Musterplatten keine bzw. nahezu keine Schadensbilder. Dies ist umso interessanter, als Aceton bei Lackbeschichtungen die deutlichsten Schadensbilder verursacht. Im Vergleich der Hersteller zeigt sich, dass die Rezeptur der Produkte einen sehr starken Einflussfaktor darstellt. Jedoch gibt es unter den getesteten Produkten keines, das in allen Kriterien Bestwerte liefert.
Glanzreibung
Die Versuchsergebnisse für die Glanzreibung zeigen, dass in den meisten Fällen Markierungen entstehen, die mit Note 3 bewertet werden, d. h., dass hier mit nicht gänzlich reparierbaren Schadensbildern zu rechnen ist. In Einzelfällen sind die Markierungen deutlich geringer (Note 1). Dies ist besonders dann der Fall, wenn der bestehende Glanzgrad etwa Seidenglanz entspricht, d. h. die Oberflächenstruktur keine extremen, leicht veränderbaren Ausprägungen aufweist. Hier wirkt sich die Feinheit des Schliffs aus: Bei sehr fein geschliffenen Oberflächen mit dem entsprechend hohen Glanzgrad sind Schadensbilder schneller und deutlicher zu sehen. Ein Einfluss der Holzart, bzw. des Holzwerkstoffes ist dabei nicht feststellbar.
Entscheidend ist bei der Glanzreibung letztlich der Glanzgrad der Oberfläche vor der Prüfung, da hochglänzende Schichten mattiert und matte Schichten glänzend werden.
Kratzbeständigkeit
Die Kratzbeständigkeit von Öl-/Wachsschichten ist gegenüber dem rohen, unbeschichteten Holz um eine Bewertung von etwa 0,5 verbessert. Ein Einfluss der Holzart, bzw. des Holzwerkstoffes ist deutlich feststellbar (z. B. Buche: im Schnitt Note 3, Kiefer: im Schnitt Note 4,5, MDF: im Schnitt Note 2). Interessant ist im Vergleich der Mittelwerte, dass Aufbauten mit Öl-Wachs-Gemischen etwas bessere Werte liefern als Aufbauten mit Öl als Grundierung und Wachs als Deckschicht.
Im Vergleich dazu sind Lackschichten deutlich kratzbeständiger, z. B. 1-K Wasserlack auf Buche wird mit Note 2 bewertet, auf Kiefer mit Note 2,5.
UV-Beständigkeit
Bei der Prüfung der Musterplatten auf UV-Beständigkeit entstand in den meisten Fällen eine Farbveränderung, die mit Note 2 bewertet wurde. Diese Farbveränderung wird auch durch die Art des Holzmaterials bzw. dessen Holzinhaltsstoffe (z. B. Harze) mit verursacht. Daher ist zu erwarten, dass ohne Schleifen keine Reparatur mit kompletter Fleckentfernung möglich ist. In Einzelfällen, z. B. bei Buche und Eschenholz, war die Vergilbung geringer (Note 1). Abhilfe schaffen pigmentierte Beizen; hier zeigen die Versuchsergebnisse keine Vergilbung (Note 0).
Bei Lackschichten ist die Beständigkeit gegenüber Vergilben ähnlich ausgeprägt wie bei Öl-/ Wachsschichten.
Reparierbarkeit: Note 2
Bzgl. der Reparierbarkeit von Schäden durch erneutes Auftragen von Öl bzw. Wachs (z. B. durch Pflege-/Repariersets) lässt sich aufgrund der vorliegenden Erfahrungen und auf der Basis vom Fraunhofer IPA durchgeführter Versuche beschädigter Oberflächen Folgendes sagen: Die Grenze dafür, dass geschädigte Oberflächen ohne bleibende Markierungen reparabel sind, liegt etwa bei Bewertung Note 2. Bei stärkerer Schädigung und nachfolgender Reparatur ist an der bearbeiteten Stelle mit bleibenden Flecken in Form von Farbveränderungen zu rechnen.
Feinheit des Schliffs
Betrachtet man die Versuchsergebnisse unter dem Kriterium der Feinheit des Schliffs, so lassen sich in einem Körnungsbereich 180 – 220 die meisten sehr gut bewerteten Oberflächen finden. Diese Aussage ist jedoch auch vor dem Hintergrund der optischen Bewertung der Schadensbilder zu sehen, bei der glänzende Oberflächen schneller Schadensbilder erkennen lassen.
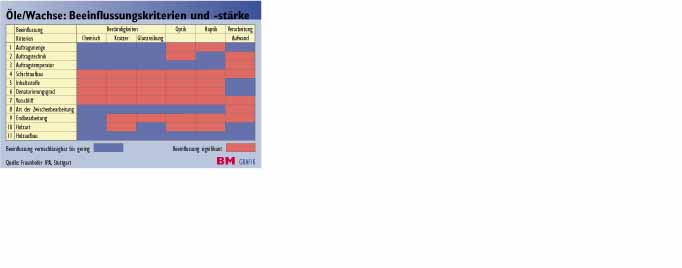
Übrige Einflussgrößen
Bei Betrachtung der übrigen Einflussgrößen wie z. B. Holzart, Plattenaufbau, Applikationsverfahren, Art der Zwischenbehandlung und Auftragstemperatur zeigen die Versuchsergebnisse hinsichtlich der Beständigkeiten eher geringe Unterschiede. Diese Einflussgrößen wirken sich vor allem im Bereich der Verarbeitung sowie der Optik und Haptik aus. Beispielhaft ist hier zu erwähnen:
• Die Auftragsmenge beeinflusst die Optik und die Haptik der Musterplatten signifikant, nicht jedoch die untersuchten Beständigkeiten. Sie variiert deutlich in Abhängigkeit von der Holzart.
• Die Auftragstechnik beeinflusst die Optik der Musterplatten und den Verarbeitungsaufwand. So kann z. B. ein Wischauftrag zu Streifen- oder Fleckenbildung führen. Hier empfiehlt sich für besonders hochwertige Werkstücke die Spritzapplikation. Die Wahl des Applikationsverfahrens hat zudem Auswirkungen auf den Auftragswirkungsgrad, den organisatorisch/technischen Aufwand im Umfeld (beispielsweise für die Erwärmung der Druckluft und/oder des Materials).
• Die Art der Endbearbeitung beeinflusst die Kratzbeständigkeit, Beständigkeit gegenüber Glanzreibung, Optik, Haptik und den Verarbeitungsaufwand.
• Die Werkstoffart beeinflusst die Kratzbeständigkeit, Optik und Haptik. Zudem spielt der Einfluss des Saugverhaltens der Holzart und des Plattenaufbaus (massiv oder furniert) eine große Rolle bei der benötigten Produktmenge.
Quelle: Projektbericht „Einsatz von Ölen und Wachsen zur Oberflächenbeschichtung“, erstellt durch das Umweltzentrum für Handwerk und Mittelstand e. V., Freiburg.
Erläuterungen
Die Grafiken
Die Einstufung der Ergebnisse erfolgte nach folgender Bewertungsskala:
0 = Keine erkennbare Auswirkung auf die Farbe, den Glanzgrad und die Rauhigkeit
- 1 = Gerade erkennbare Veränderung der Farbe oder des Glanzgrades oder der Rauhigkeit
- 2 = Möglichkeit 1: Leichte Veränderung der Farbe oder des Glanzgrades oder der Rauhigkeit
= Möglichkeit 2: Gerade erkennbare Veränderung der Farbe und des Glanzgrades und der Rauhigkeit
- 3 = Leichte Veränderung der Farbe und des Glanzgrades und der Rauhigkeit
- 4 = Deutliche Veränderung der Farbe, des Glanzgrades und der Rauhigkeit
- 5 = Zerstörungen an Beschichtung bzw. Werkstoff
Dabei werden jeweils für die getesteten Prüfkriterien der Schwankungsbereich der Ergebnisse (blauer Balken) und deren arithmetischer Mittelwert (rote Punkte, mit Linie verbunden) aufgezeigt. Wenn der Balken unterhalb des blauen Schwankungsbereiches lediglich durch zwei Linien begrenzt ist, heißt das, dass sich in diesem Bereich alle Oberflächen in gewissem Maße als nicht beständig erweisen.
Fachseminar
Ein Fachseminar „Öle und Wachse in Theorie und Praxis“ für Schreiner und andere Holz verarbeitende Betriebe veranstaltet der Landesverband Holz + Kunststoff, Baden-Württemberg und das Landesgewerbeamt.
Am Dienstag, den 12. Juni im Landesgewerbeamt Baden-Württemberg, Willi-Bleicher-Str. 19, 70174 Stuttgart (Tel 07 11/1 23-26 89, Fax ~/1 23-25 76, E-Mail: linda.katz@lgabw.de).
Das Projekt
Das Ministerium für Umwelt und Verkehr Baden-Württemberg hat sich zum Ziel gesetzt, kleine und mittelständische Betriebe beim Einstieg in die vermehrte Verwendung lösemittelarmer bzw. -freier Oberflächenmaterialien in der Praxis zu unterstützen. Ein Resultat dieser Bemühungen ist die Durchführung der Projektreihe „Nutzbarmachung des VOC-Minderungspotentials im Schreinerhandwerk“, die im Juni 1998 begonnen wurde.
Dazu wurden die beiden wesentlichen Ansatzpunkte für eine lösemittelarme Oberflächenbeschichtung, nämlich der Einsatz von wasserbasierten Lacksystemen und die Anwendung von Ölen und Wachsen, aufgegriffen. Die Erhebung des aktuellen Ist-Zustandes im Sommer 1998 zeigte in beiden Bereichen, trotz bereits langjähriger Erfahrungen, in der praktischen Anwendung einige Verbesserungspotenziale.
Partner des Umweltzentrums für Handwerk und Mittelstand e.V. bei der Durchführung dieses Projektes sind der Landesverband Holz + Kunststoff Baden-Württemberg sowie das Fraunhofer-Institut für Produktionstechnik und Automatisierung (Fraunhofer IPA), beide in Stuttgart.
Der Projektbericht ist im Internet unter www.uvm.baden-wuerttemberg. de/uvm/home/ind_pub.html (dort im Kapitel „von uns für Sie“ bei „Klima- und Immissionsschutz“) abrufbar oder zu bestellen:
Ministerium für Umwelt und Verkehr Baden-Württemberg – Broschürenversand – Postfach 10 34 39, 70029 Stuttgart, Fax 07 11/1 26-28 80
Teilen:








{kind=link}