





Wenn es um das Schneiden und Bearbeiten von abrasiven Werkstoffen geht, sind Diamantschneidwerkzeuge auch in der Holz- und Kunststoffbearbeitung unentbehrlich geworden. Sogenannte “CVD-Diamanten” sind auf diesem Gebiet auf dem Vormarsch. Nicht nur immer mehr Werkzeughersteller, sondern auch viele Anwender setzen auf die herausragenden Möglichkeiten dieser neuen Art in der Gruppe der Diamant-Schneidstoffe.
Von Reiner Dümpert *
PKD, CVD – ja und?
Neben PKD (Polykristalline Diamanten) und Einkristalldiamanten (Monokristalline Diamanten) gibt es als dritten Diamant-Schneidstoff die sogenannten CVD-Diamanten (Che-mical Vapour-Deposition).
PKD und CVD sind synthetisch hergestellte, polykristalline Diamanten. Auf ein Hartmetall-Schneidwerkzeug wird eine Schicht PKD oder CVD-D aufgelötet, die dann den eigentlichen Schneidvorgang verrichtet.
Bei CVD-Diamanten handelt es sich um einen Schneidstoff, der zum Fräsen und Sägen bestens geeignet ist. Die Anwendungsbereiche überschneiden sich mit denen von PKD und Hartmetall, übertrumpfen aber deren Ergebnisse durch bessere Oberfläche und Maßtreue sowie erhöhte Standzeiten. Die Zerspanung mancher neuer Werkstoffe wird erst jetzt wirtschaftlich.
Einer der weltweit führenden Hersteller von CVD-Diamanten ist die Norton Diamond Films, USA. Zu den Kunden zählen weltweit die Hersteller von Diamantwerkzeugen. Diese fertigen vor allem Werkzeuge für den Einsatz in der Nicht-Eisenmetallbearbeitung, in der Graphitbearbeitung und Werkzeuge für die Holz- und Kunststoffverarbeitung.
Norton setzt auf CVD
Norton Diamond Films beschäftigt sich seit zehn Jahren mit dieser Thematik. Seit dieser Zeit werden CVD-Diamanten hergestellt und zwar – anders als bei PKD – rein, ohne Bindemittel wie z. B. Kobalt. CVD-Diamant wird bei niedrigen Temperaturen von weniger als 1000 °C und einem niedrigen Druck von weniger als einer Atmosphäre erzeugt. Der Diamant wird dadurch gezüchtet, daß Wasserstoff und ein Kohlenwasserstoffgas wie beispielsweise Methan in einem Plasma reagieren (wodurch Ionen und Radikale dieser Gase freigesetzt werden) und Kohlenstoff in einer Diamantstruktur abgeschieden wird. Dies geschieht entweder in Form eines eigenständigen Dickschichtrohlings oder als Dünnschichtbeschichtung auf Hartmetallwendeplatten.
Ceraton CVD-D von Norton besteht zu 99,9 % aus polykristallinem, im Verbund gewachsenem Diamant, im Gegensatz zu konventionellem, gesintertem PKD mit über 30 % Kobalteinschlüssen als Bindemittel.
Die polykristallinen CVD-Diamanten (Chemical-Vapour-Deposition) von Norton sind in verschiedenen Variationen erhältlich:
• Ceraton 2000 S: freistehende Diamantdickschicht 0,5 mm ohne Träger oder
• Ceraton 2000: eine 0,5 mm Diamantschicht auf Hartmetall-Träger in 1,6 mm Gesamtdicke, in gleichen Abmessungen und lötbar wie PKD. Einsatzbereich ähnlich wie PKD
• DF 500: Diamantbeschichtung (Dünnfilm) auf Hartmetallwendeplatten mit 25 em Schichtdicke
• DF 1000: CVD-D-beschichtete HM-Schaftfräser (geeignet zum Einsatz in Graphit, Keramik, Kohlenstoff-Kohlenstoff sowie fiberglasverstärkten Produkten, auch erste positive Ergebnisse im Aluminium liegen jetzt vor)
• Polydress: Stäbchen von 0,4 bis 1,0 mm Querschnitt und z. B. 8 mm Länge zur Verwendung in feststehenden oder rotierenden Abrichtwerkzeugen gedacht .
Ceraton 2000S wird als freistehende Schicht mit 0,5 mm Dicke und Durchmesser über 150 mm gezüchtet. Diese freistehende, mit Laser zugeschnittene Diamantschicht hat an der Oberfläche eine sehr feine Korngröße von generell unter 2 Mikron. An dieser Schicht “keimt” das Korn quasi. Diese Oberfläche wird anschließend auf Ra 0,1 poliert. Die Korngröße der polykristallinen CVD-Schicht wächst mit zunehmender Tiefe bis ca. 25 Mikron. Diese Struktur überträgt die Kräfte weg von der Oberfläche. Da die einzelnen Kristalle “tief verwurzelt” sind, wird ein Ausbrechen verhindert. Unterschiedliche Korngrößen wie bei PKD sind also nicht erforderlich.
Dank seiner Eigenschaften gilt CVD-Dickschicht-Diamant in vielen Anwendungen der spanenden Bearbeitung; nicht nur als Alternative zu PKD, vielmehr eignet er sich auch für Arbeiten, wo PKD- und Einkristalldiamant-Schneidwerkzeuge keine ausreichenden Standzeiten erzielen (z. B. Bearbei-tung von MMC).
Im Gegensatz zu PKD und Hartmetall weist CVD-Diamant erhebliche Unterschiede hinsichtlich seiner physikalischen Eigenschaften auf, die sich im Einsatz positiv auswirken.
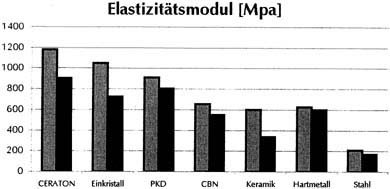
Die thermische Leitfähigkeit liegt bei Ceraton mit 1200 W/m²K doppelt so hoch wie die von PKD (560 W/m²K). Das Young´s Modul (Elastizitätsmodul) liegt mit 1000 GPa ebenfalls über dem von PKD (840 GPa). Auch in der Härte unterscheiden sich die beiden Materialien: PKD 50 GPa, CVD mit 83 GPa. Dies macht CVD natürlich zum etwas spröderen Werkstoff. Trotzdem läßt er sich sehr gut im unterbrochenen Schnitt (auch Fräsen) mit überzeugenden Ergebnissen einsetzen. Die Neigung zu chemischem Verschleiß wird durch das Fehlen von Kobalt bei den Reaktionen im Mikrobereich (Co reagiert ab 250°C) an der Schneide reduziert. Auch in der stark zunehmenden Trockenbearbeitung läßt diese Eigenschaft Vorteile gegenüber PKD erwarten. CVD-Diamantmaterial ist härter und steifer und weist einen geringeren Reibungskoeffizienten auf. Es ist zwei- bis zehnmal abriebfester, hat eine höhere Wärmeleitfähigkeit und eine bessere chemische und thermische Stabilität. Daraus ergibt sich, daß CVD-Diamantwerkzeuge normalerweise bei noch höheren Schnittgeschwindigkeiten schneiden können als PKD-Werkzeuge.
Nur bei der Bruchzähigkeit ist es dem PKD-Material leicht unterlegen. Durch die höheren Drehzahlen kann die Spanbelastung des Werkzeugs bei gleicher Produktivität verringert werden. Dies trägt dazu bei, die geringere Bruchzähigkeit des CVD-Diamanten auszugleichen. Die willkürliche Ausrichtung der Kristalliten verhindert zudem, daß Risse von einem Kristallit auf den nächsten übergehen. Der niedrige Reibungskoeffizient und die bessere Wärmeleitfähigkeit des CVD- Diamantmaterials machen es möglich, daß die Werkzeuge mit noch höheren Drehzahlen eingesetzt werden.
Anders als PKD kann CVD-Diamant auch problemlos für die Bearbeitung von korrosiven Kunststoffen verwendet werden. Viele Kunststoffe verursachen bei PKD-Werkzeugen chemische Korrosion – aufgrund des eingeschlossenen Kobalts – und damit vorzeitigen Verschleiß; nicht so bei reinem Diamant wie Ceraton CVD-D. Eine geringere Kantenschartigkeit der CVD-Diamant-Dickschicht ermöglicht gegenüber PKD eine Verbesserung der Oberfläche am Werkstück.
Vorteile des neuen Schneidstoffes
Da CVD-D fast aus reinem Diamant mit molekularen Bindekräften zwischen den einzelnen Kristallen bestehen, beweist CVD-Dickschicht Diamant, im Vergleich mit gesintertem PKD in den meisten getesteten Materialien, erhöhte Standzeiten. Beschichtungen von Hartmetallwendeplatten mit CVD-Diamant ermöglichen auch Spanleitgeometrien.
CVD-Diamanten zeichnen sich außerdem durch hohe Verschleißfestigkeit sowie gleichbleibende, stabile Kanten aus und werden u. a. auch als Verschleißschutz z. B. in der Meßtechnik oder als Anlagefläche bei Schleifvorgängen eingesetzt.
Besondere Verarbeitung
All diese, für die Anwendung positiven Eigenschaften gilt es allerdings auch bei der Verarbeitung eines CVD-Diamanten zu berücksichtigen. Die 0,5 mm CVD-Diamantschicht läßt sich mit Laser in beliebige Formen schneiden. CVD-Diamant kann in inerter Atmosphäre (Schutzgas oder Vakuum) bei Temperaturen über 900 °C gelötet werden. Treten in der Anwendung keine hohen Temperaturen auf, so kann auch “Kleben” genügen (z. B. in der Meßtechnik). Gegenüber PKD werden beim Schleifen mit geeigneten Maschinen keramisch gebundene Schleifscheiben und veränderte Parameter eingesetzt. Neuerdings werden Schneidkanten auch mit Laser bearbeitet.
Mit höheren Preisensparen
Der Anschaffungspreis des Rohmaterials und damit auch der CVD-D-bestückten oder – beschichteten Werkzeuge liegt heute im Bereich der PKD-Rohplatten. Die vielfach höheren Standzeiten ziehen letztendlich Kosteneinsparungen nach sich. Desweiteren spart man an der Lagerhaltung von unterschiedlichen PKD-Sorten (Korngrößen), da bisweilen drei Sorten PKD durch eine CVD-Diamantqualität ersetzt werden können. Und: durch die Reduzierung der Werkzeugwechsel ergibt sich auch noch eine Einsparung der Maschinenstillstandzeiten. n
Teilen:








{kind=link}