






Kürzeste Bearbeitungszeiten sind eine wesentliche Voraussetzung für Produktivität und Wirtschaftlichkeit von CNC-Bearbeitungszentren. Die Wahl der richtigen Werkzeuge ist dabei entscheidend. Eine Rationalisierungsmöglichkeit bieten Kombinationswerkzeuge, die sowohl im Rechts- als auch im Linkslauf schneiden können.
Von Dr. H.-J. Gittel*
Zur Erfüllung höchster Ansprüche an die Kantenqualität bei der Bearbeitung von Holzwerkstoffen auf CNC-Bearbeitungszentren ist es üblich, dem Formatieren der Werkstücke mit einem Schaftfräser einen Besäumvorgang folgen zu lassen. Dieser wird in der Regel mit einem Werkzeug mit größerem Schneidenflugkreisdurchmesser ausgeführt, um die Messerschlagtiefe zu verringern. Der größere Durchmesser gestattet darüber hinaus eine höhere Schnittgeschwindigkeit, so daß die von Werkzeugherstellern empfohlenen Richtwerte erreicht werden. Als Nachteil erweist sich die höhere Masse dieser Werkzeuge, die bei einem Richtungswechsel in x- oder y-Richtung bei der Bearbeitung zu Ungenauigkeiten führen kann.
Einen guten Kompromiß zwischen Eigenmasse, Schnittqualität und Produktivität ermöglicht zum Beispiel ein Werkzeug mit 50 mm Durchmesser und vier Schneiden. Bei 18000 min-1 erreicht dieses Werkzeug eine Schnittgeschwindigkeit von 47 m/s und liegt damit im empfehlenswerten Bereich. Mit dieser Schnittgeschwindigkeit wird bei einem Vorschub von ca. 15 m/min ein Zahnvorschub von 0,2 mm erzielt, der gewöhnlich als Grenze der Fühlbarkeit von Messerschlägen betrachtet wird. Bei Verwendung eines hochwertigen Spannsystems für solch ein Werkzeug sind auch Vorschübe bis 40 m/min bei guter Schnittqualität möglich. Die Erzeugung einer hohen Kantenqualität wird durch die Verwendung des bei solchen Werkzeugdurchmessern möglichen großen Achswinkels weiter gefördert. Um ein Herausreißen von Spänen aus Spanplatten bzw ein Brennen bei der Bearbeitung von Holz und MDF zu vermeiden, ist im Mittelbereich die Zähnezahl leicht reduziert. Dadurch ist es zweckmäßig, die Schnittbreite des Werkzeuges an die Dicke des zu bearbeitenden Materiales anzupassen.
In Verbindung mit einem nachfolgenden Besäumschnitt ist es empfehlenswert, die vorhergehende Vorformatierung zu beschleunigen. Das ist zum Beispiel durch die Verwendung eines Schaftfräsers mit kleinem Schneidenflugkreis und Vollhartmetallgrundkörper möglich.
Diese Werkzeuge sind heute mit einem Schneidenflugkreisdurchmesser von 10 mm bis zu einer Schnittlänge von 22 mm als Werkzeug mit zwei Schneiden ohne Achswinkel verfügbar. Ihr besonderer Vorteil liegt in der etwa 3,5-fachen Steifigkeit ihres Schaftes im Vergleich zu Stahl. Dadurch verringert sich die Verbiegung des Schaftes bei großen Schnittkräften, es treten keine zusätzlichen Unwuchten auf, die Bruchgefahr sinkt und die Schnittqualität steigt.
Versuche haben gezeigt, daß mit solchen Werkzeugen in beschichteter Spanplatte bei 18000 min-1 bis zu 40 m/min Vorschub gefahren werden können. Die maximale Ausbruchstiefe lag dabei unter 1,5 mm. Dabei ist das zerspante Volumen und damit die Leistungsaufnahme des Werkzeuges deutlich geringer als bei üblichen Werkzeugen mit Durchmessern von 18 bis 25 mm. Das schont die Spindel, reduziert den Späneanfall und gestattet auch mit weniger leistungsstarken Spindeln hohe Vorschübe zu erzielen.
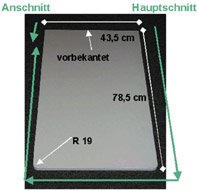
Dennoch ist es auch mit einer solchen Bearbeitungsstrategie nicht möglich, Endausrisse zu vermeiden. Bewährt hat sich das Anschneiden der Ecken jeweils im Gegenlauf. Das macht allerdings im Laufe der Bearbeitung zahlreiche Werkzeugwechsel erforderlich. Bei realistischen Span-zu-Span-Zeiten von 10 Sekunden (und manchmal mehr), muß der Anspruch an die Eckenqualität meist recht teuer erkauft werden. Als Beispiel soll ein einfacher Zwischenboden mit abgerundeten Ecken dienen:
Bisher erfolgte der Anschnitt mit einem Hochleistungsschaftfräser Durchmesser 25 mm, Z 3 bei 9 m/min Vorschub auf etwa 90 mm Länge und der Hauptschnitt mit einem Fräser Durchmesser 70 mm Z 2 bei ca. 20 m/min. Das ergibt ca. 7 Sekunden reine Schnittzeit plus ca. 10 Sekunden für den Werkzeugwechsel oder anders ausgedrückt, fast 60 % der gesamten Bearbeitungszeit werden für den Werkzeugwechsel verbraucht.
Eine Möglichkeit zur Rationalisierung besteht auf Maschinen mit Saugplatten in der Verwendung eines Kombinationswerkzeuges, das sowohl rechtsdrehend als auch linksdrehend schneiden kann.
Bei diesem Werkzeug ist der schaftnahe Teil als Z 3-Hochleistungsschaftfräser für die Hauptbearbeitung und der schaftferne Teil als Z 1 -Werkzeug zum Anschneiden ausgelegt. Somit entstehen bei der Hauptbearbeitung, auch bei hohen Vorschüben, keine zu großen Biegemomente im Übergang vom Schneidenteil zum Schaft, die zu Kantenungenauigkeiten oder im Extremfall zum Bruch führen könnten.
Aufgrund der großen Gesamtlänge des Werkzeuges sollten allerdings nur Spannsysteme mit hoher dynamischer Steifigkeit und zum Beispiel das Hydrospannsystem PS 2000 E zum Einsatz kommen.
Die Positionierung dieses Werkzeuges in z-Richtung erfordert einige kleine Anpassungen. Der Z 1-Teil wird wie gewohnt entsprechend der Gesamtlänge des Werkzeuges abzüglich etwa 2 mm positioniert. Der Z 3-Teil wird dagegen an der Oberkante des Materials ausgerichtet. Das heißt Gesamtlänge des Werkzeuges minus Referenzlänge, plus etwa 2 mm bezogen auf die Auflageebene, plus Materialdicke. Die ersten Erfahrungen haben gezeigt, daß daraus auch beim Programmierer und Bediener keine Probleme oder Schwierigkeiten entstehen.
Beim Anschneiden spielt die erreichbare Vorschubgeschwindigkeit keine entscheidende Rolle, da es sich nur um kurze Schnittwege handelt. Insofern bedeutet die Reduzierung der Zähnezahl auch eine Verbesserung der Wirtschaftlichkeit, da beim Nachschärfen ja die gesamte Schneidlänge geschärft werden muß, obwohl der Z1-Teil aufgrund des geringen Schnittweges in den seltensten Fällen den Anlaß zum Schärfen geben dürfte. Durch den Wuchtbund des Werkzeuges ist es möglich, trotz der größeren Gesamtlänge eine sehr gute Wuchtgüte zu erzielen. Damit bietet sich ein weiteres Verbesserungspotential hinsichtlich Schnittqualität und Produktivität durch die Verwendung höherer Werkzeugdrehzahlen.
Zurück zu unserer Beispielbearbeitung ergeben sich mit diesem Werkzeug folgende Veränderungen. Das Anschneiden erfolgt nun mit 2 m/min Vorschub auf einer Länge von 10 mm, und der Hauptschnitt bei einem Vorschub von 12 m/min. Durch die reduzierten Vorschübe wird trotz der Verringerung des Werkzeugdurchmessers eine Verbesserung der Schnittkantenqualität erreicht. Die reine Bearbeitung dauert jetzt etwa 10 Sekunden. Dafür verringert sich die Span-zu-Span-Zeit auf ca. 3 Sekunden (Stoppen, x, y und z neu positionieren und Spindel anlaufen lassen), so daß die Gesamtbearbeitungszeit auf ca. 13 Sekunden sinkt. Das bedeutet gegenüber der Ausgangssituation eine Reduzierung der gesamten Bearbeitungszeit um fast 25 % bei diesem relativ einfachen Teil. Bei Teilen, die ein mehrfaches Anschneiden erfordern, kann sich die Bearbeitungszeit leicht halbieren. n
Teilen:
 Maschinenwerkzeuge und Maschinenzubehör
Maschinenwerkzeuge und Maschinenzubehör







{kind=link}