




Die IMA Klessmann GmbH hat ein intelligentes Fertigungskonzept vorgestellt, in dem ein CNC- gesteuertes Bearbeitungszentrum (BAZ) in spezieller Interaktion mit einem Roboter in so genannter „hauptzeitparalleler“ Fertigung Werkstücke bearbeitet. Der Effekt: Die Kapazität des Bearbeitungszentrums lässt sich durch intelligente Organisation ganz erheblich steigern.
Der Einsatz von Robotern in der Holz- und Möbelfertigung ist grundsätzlich nichts Neues. Auf- und Abnehmen, Verpacken sind nur einige der zahlreichen und längst erprobten Aufgaben, die Roboter heute schon sicher und zuverlässig erledigen.
Was die Firma IMA Klessmann GmbH in Lübbecke im Rahmen des regelmäßig dort stattfinden „Rehau-Kantensymposiums“ nun erstmalig der Öffentlichkeit vorgestellt hat, macht sich die vielfältigen Möglichkeiten moderner Robotertechnik auf neue Art und Weise zunutze: Ein intelligentes Fertigungskonzept, das in dieser Konstellation noch nicht zu sehen war.
Gemeinsam mit der Kuka Roboter GmbH aus Augsburg hat das Unternehmen in sehr kurzer Zeit ein Forschungsprojekt vorangetrieben, das hohe Potenziale zur Kapazitätserweiterung in der Produktion und damit zur nachhaltigen Kostensenkung in sich birgt.
Prinzip: Arbeitsteilung von BAZ und Roboter
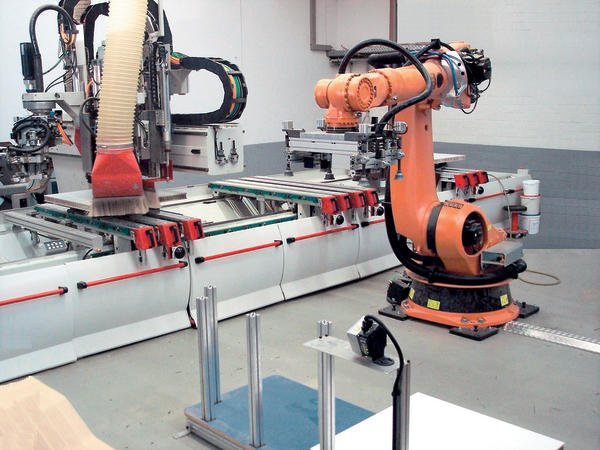
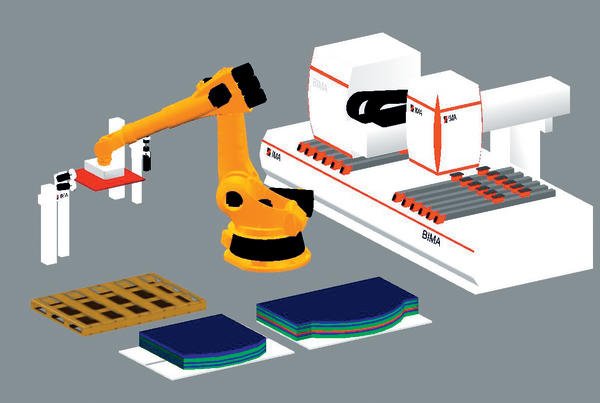
Ein CNC-Bearbeitungszentrum bildet gemeinsam mit einem Roboter eine Fertigungszelle, die zwei grundlegende Interaktionen ausführen: Zum einen sind es Handlingsaufgaben, wie Werkstücke vom BAZ auf- und abnehmen, Teile sortieren oder sie sogar in einen Hordenwagen hineinlegen und schließlich Paletten bzw. Schonplatten bereitstellen.
Zum anderen – und das ist das Neue und deshalb Besondere an diesem Konzept – werden gezielt einzelne Bearbeitungsgänge vom Bearbeitungszentrum weg auf externe, um das BAZ herum angeordnete, Bearbeitungsstationen verlagert.
Kernprozesse, wie beispielsweise Format- und Freiformfräsen mit anschließendem Kantenverleimen, verbleiben am Bearbeitungszentrum. Nachfolgende und oftmals zeitintensive weitere Bearbeitungsgänge hingegen werden auf externe Bearbeitungsstationen in der unmittelbaren Peripherie des BAZ verlagert.
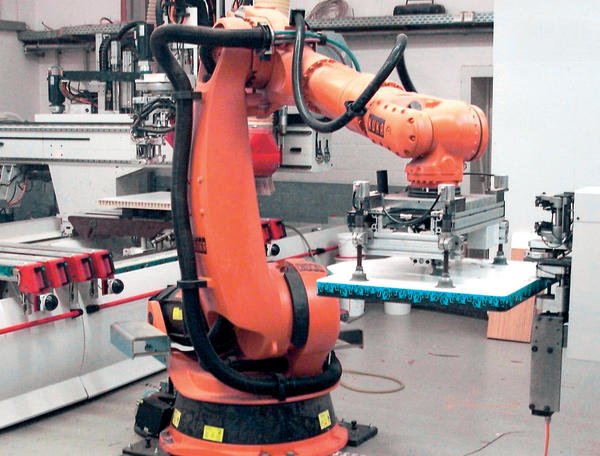
Der Ablauf gestaltet sich folgendermaßen: Das Werkstück wird zunächst als Rohteil von einem Stapel oder über ein Transportband angeliefert, vom Roboter aufgenommen und auf die Vakuumspannelemente des Bearbeitungszentrums gesetzt. Dann beginnen die üblichen Formatierungs- und Bekantungsschritte. Während dieser Zeit beschickt der Roboter bereits den zweiten Tisch des in Wechselbetrieb arbeitenden Bearbeitungszentrums. Sobald am ersten Teil dann die Kantenverleimung, respektive Schmalflächenverklebung, beendet ist, nimmt der Roboter dies vom BAZ und führt es an ein externes Bearbeitungsaggregat. Dort wird dann die Kantennachbearbeitung durch Profilfräser und anschließende Ziehklinge durchgeführt. Während dieser Kantennachbearbeitung wiederum kann das Bearbeitungszentrum bereits damit beginnen, das nächste Werkstück zu bearbeiten.
An dieser Stelle sei bereits angemerkt: Diese „hauptzeitparallele“ Bearbeitung ist der Schlüssel zum Erfolg, also zur Reduktion der Belegungszeit des Bearbeitungszentrums, quasi in Folge einer „Balance of Recources“.
Im nächsten Schritt legt der Roboter dann das fertige erste Teil ab und beschickt das Bearbeitungszentrum mit dem nächsten Teil. Ziel ist es, dass die Beschickung mit einem neuen Rohteil bereits erfolgt ist, bevor das Bearbeitungszentrum seine laufenden Arbeiten auf der anderen Seite des Wechseltisches abgeschlossen hat.
Losgröße 1 erfordert maximale Flexibilität
Das kommissionsweise Fertigen der Kundenaufträge unter dem hohen Druck der verkürzten Lieferzeiten erfordert in Klein- und Großbetrieben zunehmend die Fertigung nach dem Prinzip „Losgröße 1“. Verarbeiter fordern deshalb, dass Maschinen- und Anlagenkonzepte über entsprechende Flexibilität verfügen.
Das hier beschriebene Anlagenkonzept erfüllt diese Anforderungen gleichwohl durch ein spezifisches Hard- und Softwarepaket mit geeigneter Leittechnik.
Die ankommenden Rohteile tragen jeweils einen Barcode, der vor Beginn der Bearbeitung eingescannt wird. Das zugehörige Bearbeitungsprogramm wird der CNC-Steuerung des Bearbeitungszentrums zur Verfügung gestellt und von dort über einen so genannten Postprozessor direkt an den Roboter weitergeleitet. Der Roboter startet unmittelbar das Programm mit der Beschickung des BAZ. Eine zusätzliche Programmierung des Roboters ist damit nicht erforderlich.
Auch spielt es eine untergeordnete Rolle, welches Bearbeitungsprogramm die jeweils nachfolgenden Teile aufweisen, da mit Bereitstellung des Kantenbandes z. B. in Wechselmagazinen keine weiteren Rüstzeiten entstehen. Fertigung in „Losgröße 1“ ist mit dieser Konzeption also sehr gut und auch kostengünstig realisierbar.
Erheblicher Kapazitätsgewinn auf dem BAZ
Durch geschickte Verlagerung der Arbeitsgänge für die Kantennachbearbeitung in die Peripherie des Bearbeitungszentrums werden Fertigungszeiten am Bearbeitungszentrum eingespart. Man kann sagen, dass ein Folgewerkstück um genau diese eingesparte Zeit früher auf das BAZ gelangt, bei dem wiederum die Nachbearbeitungsschritte auch extern erfolgen usw.
Die am Bearbeitungszentrum eingesparten Fertigungszeiten stellen in gleichem Maße die Kapazitätserweiterung an dieser Maschine dar. Eine Versuchsreihe mit verschiedenen typischen BAZ-Teilen (beispielsweise Tischplatten, Wangen u. ä.) hat eine Kapazitätserhöhung von mehr als 30 Prozent ergeben. Ein nicht zu unterschätzender weiterer Vorteil: Die Fertigungszelle arbeitet größtenteils autark und muss nicht permanent von einem Mitarbeiter betreut werden. Somit reduzieren sich durch geringere Lohnkosten die Herstellkosten entsprechend. Kürzere Bearbeitungszeiten bei gleichzeitig niedrigeren Herstellkosten machen dieses Konzept also betriebswirtschaftlich besonders interessant.
Weiteres Optimierungspotenzial vorhanden
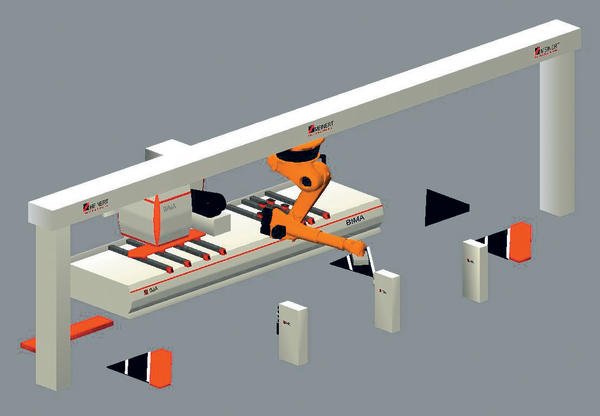
Parallel zu diesem Projekt entstand eine Konzeptstudie, die durch eine 3D-Simulation in Echtzeit visualisiert wurde. Der Roboter verfährt hängend an einem Portal und verfügt über einen deutlich größeren Aktionsraum. Dadurch können weitere Bearbeitungsstationen platziert und Zusatzaufgaben, wie Stapel- und Sortiertätigkeiten, erledigt werden. Auch ist es durchaus vorstellbar, dass ein Roboter zwei Bearbeitungszentren gleichzeitig bedienen könnte. Die Praxis hat aber gezeigt, dass bei optimierter Aufgabenverteilung der Roboter mit einem BAZ bereits hoch ausgelastet ist.
Die Interaktion zwischen Bearbeitungszentrum und Roboter hat durch die hautzeitparallele Bearbeitung ein sehr hohes Potenzial für eine Kapazitätserhöhung in der Fertigung, sowie für die Reduktion der Herstellkosten und damit eine recht gute Chance, sich in der Möbelindustrie zu etablieren.
Es sind in der Peripherie des BAZ noch weitere Bearbeitungsstationen denkbar, wie z. B. Schwabbel-Station, Bohr-, Dübel- oder Beschlagsetz-Station. Als nächster Schritt wird ein Feldversuch in der realen Produktion einer Möbelfabrik geprüft. ■
Teilen:
 Die dritte Hand
Die dritte Hand







{kind=link}