












Die Palette der in der Holz- und Kunststoffbearbeitung eingesetzten Spannsysteme wird immer vielfältiger. Für jedes Werkzeug, das zum Einsatz kommt, muss entschieden werden, welches Spannsystem das jeweils am besten geeignete ist. Um eine optimale Auswahl zu treffen, ist es notwendig, die Vor- und Nachteile der einzelnen Systeme zu kennen.
Der Autor: Dipl.-Ing. (FH) Martin Kurz ist Leiter der Konstruktion und Anwendungstechnik bei der Jakob Schmid GmbH+Co. KG, Oberkochen
Über die Schnittstellenauswahl gibt es inzwischen keine großen Diskussionen mehr: Die Wechselwiederholgenauigkeit der Hohlschaftkegel-Schnittstelle (HSK) liegt weit über der des Steilkegels. Die Abstützung des Werkzeugs an der HSK-Plananlage führt zu einer deutlichen Erhöhung der Systemsteifigkeit und zu geringeren, statischen und dynamischen Nachgiebigkeiten des Systems. Die HSK-Schnittstelle eignet sich wesentlich besser für hohe Drehzahlen als die Steilkegelschnittstelle. Aus diesen Gründen setzt die Hohlschaftkegel-Schnittstelle auf CNC-Maschinen in der Holz- und Kunststoffbearbeitung immer mehr durch.
Um die Vorteile der HSK-Schnittstelle zu nutzen ist es jedoch notwendig, für jedes Werkzeug das geeignete Spannsystem auszuwählen. Ziel hierbei sollte immer ein präziser Rundlauf und eine einwandfreie Wuchtgüte sein. Dadurch können sowohl die Oberflächengüte als auch die Standzeit wesentlich gesteigert werden.
Spannzangenfutter
Spannzangenfutter sind die meistgenutzten Spannzeuge zur Aufnahme von Schaftwerkzeugen. Werkzeuge mit zylindrischem Schaft werden mittels Spann- und Abziehmutter in einer Spannzange eingebracht.
Durch Austausch der Spannzange können unterschiedliche Schaftdurchmesser ohne zusätzliche Adapter gespannt werden. Dies bedeutet gleichbleibend guten Rundlauf, unabhängig vom zu spannenden Schaftdurchmesser.
Das Futter sollte mit einer kugelgelagerten Spann- und Abziehmutter versehen sein. Diese gewährleistet hohe Spannkraft und geringen Verschleiß an der Spannzange. Futter mit kugelgelagerten Muttern sind für Rechts- und Linkslauf verwendbar. Bei Spannzangenfuttern muss neben dem Grundkörper auch die Mutter gewuchtet sein, um ruhigen Lauf zu erreichen. Von Vorteil ist ein Spannbereich bis 25 mm Schaftdurchmesser.
Hydro-Dehnspannfutter
Hydro-Dehnspannfutter werden benutzt, um Werkzeuge mit zylindrischem Schaft in der Hauptspindel aufzunehmen. Über eine Spannschraube und ein Druckmedium wird ein Dehnspannhülse elastisch verformt und damit das Werkzeug im Futter gehalten. Hydro-Dehnspannfutter sind für Rechts- und Linkslauf verwendbar. Sie sollten mechanisch gegen plastische Verformung der Dehn-spannhülse gesichert sein, um eine Beschädigung beim Spannen ohne Werkzeugschaft zu verhindern.
CNC-Universal-Bohrfutter
In ein CNC-Universal-Bohrfutter werden Werkzeuge mit zylindrischem Schaft bis d = 16 mm in der Hauptspindel aufgenommen. Der Spanndurchmesser ist stufenlos einstellbar.
Bei diesen Futtern sollte auf Ausführungen mit gehärteten Spannbacken und speziellem Schutz gegen das Eindringen von Staub und Spänen geachtet werden.
Da sich die Spannbacken in radialer Richtung bewegen, muss hier besonderes Augenmerk auf die Wuchtgüte der Futter gelegt werden.
Die Futter sind für Rechts- und Linkslauf geeignet.
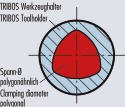
Tribos-Kraftschrumpffutter
Kraftschrumpffutter gehören – neben Warmschrumpffuttern – zu den genauesten Futtern, die in der Holz- und Kunststoffbearbeitung ein-gesetzt werden.
Sie gewährleisten höchste Rundlaufgenauigkeit bei bester Wiederhol-genauigkeit.
Durch die rotationssymmetrisch leichte Ausführung ist bei diesen Futtern eine äußerst geringe Grundunwucht vorhanden. Da das Spannen völlig ohne bewegliche Teile erfolgt, ist das Futter mechanisch unempfindlich.
Im entspannten Zustand ist der Spanndurchmesser des Tribos-Werkzeughalters ähnlich dem eines Polygons (Abb. 1). Mit einer hydraulischen Spannvorrichtung wird an drei Punkten eine genau definierte Kraft in den Werkzeughalter eingeleitet. Der Werkzeughalter wird dadurch in eine Kreisform gebracht (Abb. 2). Jetzt lässt sich der Werkzeugschaft des Zerspanungswerkzeugs in den Spanndurchmesser fügen. Nach dem Entspannen des Werkzeughalters geht der Spanndurchmesser in seine ursprüngliche Form zurück und spannt den Werkzeugschaft (Abb. 3).
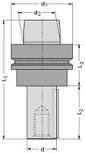
Neu: HSK-Duo-Fräsdorn
Ein von der Jakob Schmid GmbH+Co. KG, Oberkochen, neu vorgestelltes System zur Aufnahme von Bohrungswerkzeugen ist der HSK-Duo-Fräsdorn mit doppeltem Kegelhohlschaft. Dieser Fräsdorn dient zur Aufnahme von Werkzeugen mit HSK25R-Bohrung.
Die hohe Rundlaufgenauigkeit des HSK-Duo führt zu einer Erhöhung der Werkzeugstandzeit und einer Verbesserung des Zerspanergebnisses. Die Abstützung des Werkzeugs an der Plananlage führt zu einer deutlichen Erhöhung der Systemsteifigkeit und zu geringeren, statischen und dynamischen Nachgiebigkeiten des Systems. Eigenschaften, wie sie bisher nur bei monolytischen Werkzeugen möglich waren.
Aufgrund des rotationssymmetrischen Aufbaus wird höchste Wuchtgüte erreicht. Die minimale Einspannexzentrizität gewährleistet eine hervorragende Gesamtwuchtgüte des Systems.
Die HSK-Schnittstelle erlaubt die Übertragung von hohen Dreh-momenten. Die Verdrehsicherung wird durch Mitnehmerstifte gewährleistet. In Verbindung mit der hohen Eigensteifigkeit des Gesamtsystems sind höchste Vorschübe möglich.
Fräsdorn
Bohrungswerkzeuge können ohne weitere Adaption auf einem Fräsdorn in der Hauptspindel aufgenommen werden. Zur Verdrehsicherung werden Passfedern oder Mitnehmerstifte eingesetzt.
Es empfiehlt sich die Anwendung von Fräseranzugschrauben zur Befestigung der Werkzeuge auf dem Dorn. Durch die unterschiedliche Steigung der beiden Gewinde des Gewindebolzens wird eine sehr hohe Spannkraft erzeugt und die Schraube kann sich nicht von selbst lösen. Die Fräser werden mit größerer Rund- und Planlaufgenauigkeit auf dem Dorn gespannt als mit herkömmlichen Schrauben.
Fazit
Bei der breiten Palette der im Angebot befindlichen Spannsysteme ist für jedes Werkzeug und jede Anwendung eine geeignete Werkzeugaufnahme erhältlich. Sicherlich wird das universell einsetzbare Spannzangenfutter auch weiterhin auf den Bearbeitungszentren der Betriebe zum Einsatz kommen. Bei steigenden Drehzahlen und Bearbeitungsgeschwindigkeiten ist jedoch eine Investition in hochwer-tigere Systeme wie beispielsweise Tribos-Kraftschrumpffutter oder HSK-Duo-Fräsdorne in vielen Fällen unumgänglich. Aufgrund der erreichbaren Bearbeitungs-geschwindigkeit, Oberflächengüte und Standzeit amortisieren sich die Mehrkosten in kürzester Zeit.
Teilen:
 Maschinenwerkzeuge und Maschinenzubehör
Maschinenwerkzeuge und Maschinenzubehör







{kind=link}