



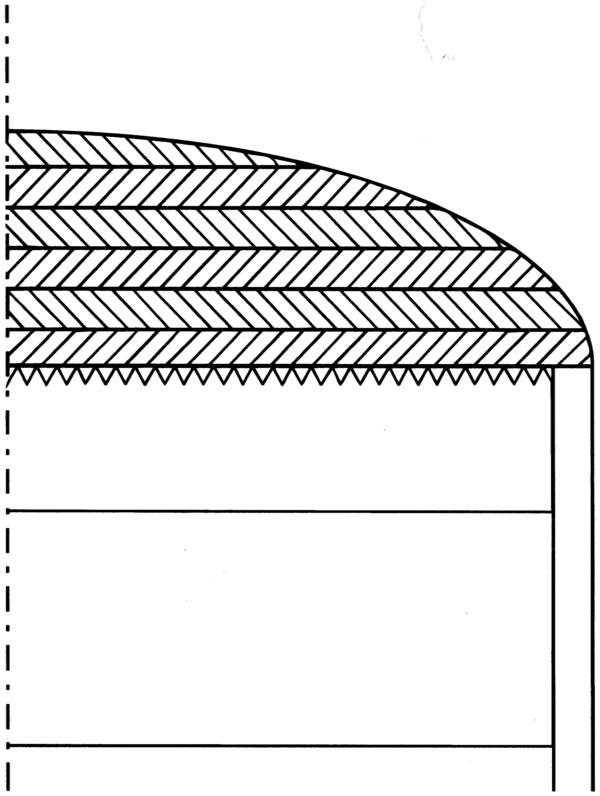
Starkfurnierkanten in Dicken bis zu 4 mm sind aus der Kantenbeschichtung nicht mehr wegzudenken. Der Mehrlagen-Aufbau und die Verarbeitungsmöglichkeit direkt von der Rolle bieten gegenüber Kanten aus Massivholz zahlreiche Vorteile. Allerdings nur dann, wenn alle Parameter für hohe Verarbeitungsqualität aufeinander abgestimmt sind.
Starkfurnierkanten sind mehrlagig aufgebaut und haben, da sie auf Rolle produziert sind, kein Problem bezüglich des Schüsselns bei Feuchteänderung. Allerdings bleibt, speziell bei dicken Kanten, die Problematik der Rollenvorspannung. Praktisch alle Starkfurnierkanten werden heute mit der „Anleimseite innen“ ausgeliefert. Durch diese Maßnahme kann eine relativ hohe Sicherheit gegen Kantenöffnen am Werkstückanfang und am Werkstückende erreicht werden. Deshalb zeigt sich dann bei nicht optimalen Verarbeitungsbedingungen ein anderer kritischer Punkt, der ca. 2 bis 7 cm vor dem auslaufseitigen Plattenende liegt. D. h., wenn sich dort leicht geöffnete Fugen zeigen, sollte man die Verklebung, die Kantenanleimmaschine und den eingesetzten Schmelzklebstoff überprüfen.
Richtige Lagerung
Eine extrem trockene Starkfurnierkante hat eine wesentlich höhere Rollenvorspannung als eine Rolle bei der idealen Holzfeuchte von 10 %. Prinzipiell kommt es also gerade bei Starkfurnierkanten auf die richtige Lagerung an. Die ideale Lagerung: Staubfrei bei ca. 55 % Luftfeuchte im Temperaturbereich von 10 bis 35° C. Bewährt hat sich ein geschlossener Schrank, mit einem Wasserbecken am Boden und einem kleinen Hygrometer. Ist die gewünschte Luftfeuchtigkeit erreicht, wird das Wasserbecken abgedeckt.
Der Klebstoff und der „Abstand“
Grundsätzlich können Starkfurnierkanten auch mit PVAC-Dispersionen (Weißleim) mit der Heizschiene oder auch kalt verklebt werden. Im Regelfall werden heute Kantenanleimmaschinen unter Verwendung von Schmelzklebstoff eingesetzt. Beim Schmelzklebstoff muss man wissen, dass die Herstellerangaben in den Übersichtsblättern mit dem Hinweis „gut geeignet für Furnierkanten“ nicht für dicke Starkfurnierkanten zutreffen müssen. Hier sollte man sich vielmehr an der Angabe ‘Für Massivholzkanten’ bzw. ‘Für CNC-Bearbeitungszentren geeignet’, orientieren. Die Eignung des Klebstoffes sollte stets mit der eingesetzten Kantenanleimmaschine überprüft werden. Ist die Auftragswalze relativ weit von der ersten Andruckwalze entfernt, wie es bei Maschinen die auch die Verarbeitung von Massivholzleisten zulassen der Fall ist, benötigt man einen Klebstoff mit relativ langer offener Zeit. Ist der Schmelzklebstoff-Auftragskopf relativ nah an der ersten Andruckwalze, dann ist (in Abhängigkeit vom Vorschub ) ein Klebstoff mit kurzer offener Zeit sinnvoll.
Kantenanleimmaschine und Klebstofftemperatur
Prinzipiell sollte die Rollenkappung für Starkfurnierkanten ausgelegt sein. Bei der Verklebung der Kanten sind drei Punkte in der Kantenanleimmaschine entscheidend:
- Klebstoffauftrag und Klebstofftemperatur
- Klebstofftemperatur an der ersten Andruckrolle (schwer messbar)
- Temperatur beim Verlassen an der letzten Andruckrolle.
Grundsätzlich will man die Kante an der ersten Andruckrolle mit möglichst hoher Temperatur anpressen. Der Kleber muss aber dann an der letzten Andruckrolle entsprechend abgekühlt sein. Da man nicht kühlen kann, müssen die Idealvoraussetzungen durch Auswahl des passenden Klebstoffs und der dazu passenden Auftragstemperatur ausgewählt werden. Dies ist natürlich auch abhängig von der Durchlaufgeschwindigkeit. Ist der Klebstoff an der letzten Andruckwalze noch zu heiß, dann kommt es oft zu geöffneten Fugen ca. 2 – 7 cm vor dem auslaufseitigen Werkstückende. Diese Situation kann auch dann eintreten, wenn die Andruckzone mit zu viel freiem Weg eingestellt ist. Dadurch kann die letzte Andruckrolle die Kante am Plattenende wegdrücken und die Fugenöffnung selbst bewirken.
Aufschlussreicher Praxistest
Der erste Schritt zur Prüfung gilt zunächst der Druckzoneneinstellung auf Druck und auf Position bzw. auf maximalen Weg. Die Temperatur des Schmelzklebstoffes kann im Leimbecken bzw. an der Auftragswalze gemessen werden. Auch bei eingehaltenen Vorgaben kann es Klebeprobleme geben. Deshalb sollte man die ideale Klebstofftemperatur für die jeweilige Maschine selbst bestimmen.
Eine Überprüfung mit Starkfurnierkanten sollte stets mit dem dicksten Material durchgeführt werden. Bewährt hat sich folgende Vorgehensweise: Man klebt ein durchsichtiges Packband so auf ein Kantenstück, dass es ungefähr die Mitte des Plattenwerkstücks bei der Verklebung trifft. Beginnend bei, an sich zu niedrigen Schmelzklebstofftemperaturen, führt man Probeklebungen durch, und steigert dann schrittweise die Klebstofftemperatur. Die Überprüfung, wie gut die Verklebung wirklich ist, erfolgt zunächst durch Sichtkontrolle des Fugenbildes. Anschließend sägt man die Kante mittig im Bereich des Packbands durch und hebelt sie mit einem Stemmeisen ab. Im Bereich des Packbands kann man nun den Klebstoffauftrag beurteilen. Im Bereich außerhalb des Packbands spürt man beim Abhebeln schon die Festigkeitswerte der erzielten Verklebung. Im Packbandbereich kann man jetzt die Auftragswalzenstruktur und die Menge des eingesetzten Klebstoffs erkennen. Außerdem wird sichtbar, ob sich die Walzenstruktur auch sauber über die gesamte Kantenzone verdrücken ließ.
Man sollte die Testreihe allerdings nicht abbrechen, wenn man eine gute Verklebung erreicht hat, sondern die Temperatur weiter steigern, bis erneut Klebeprobleme sichtbar werden. Diese stellen sich oft wieder am auslaufseitigen Plattenende ein. Wenn diese Art und Weise der optimale Temperaturbereich für eine einwandfreie Verklebung gefunden ist, sollte in der Produktion im oberen Drittel des gefundenen Temperaturbereichs gearbeitet werden, denn bei der Serienproduktion oder durch Nachfüllen von Klebstoff sinkt die Klebstofftemperatur häufig etwas ab. Zusätzlich sollte man beachten, dass die Veränderung der Klebstoffmenge stets auch eine Veränderung der Temperatur im Bereich der Andruckzone nach sich zieht. Erhöht man den Klebstoffauftrag, erhöht sich die Temperatur im Bereich der Druckzone bzw. umgekehrt. Aus der Praxis kann man sagen, dass, die von den Herstellern angepriesenen „besseren“ Kleber, nicht bei allen Maschinen bessere Ergebnisse bei Starkfurnierkanten bringen. Bei EVA-Klebstoffen kann unter Umständen ein gefüllter EVA-Schmelzklebstoff besser geeignet sein als ein ungefüllter. Die Verklebung mit PU-Klebstoff sollte generell mit den Lieferanten diskutiert werden. ■
Furwa GmbH
86877 Walkertshofen
Teilen:
 Ist das eigentlich lecker? Die Honigbrot-Struktur
Ist das eigentlich lecker? Die Honigbrot-Struktur







{kind=link}