








Richtig und reproduzierbar gut zu schleifen ist keine Hexerei, sondern folgt – wie jeder Prozess – ganz normalen Gesetzmäßigkeiten. Ziel dieses Beitrags ist es, die wichtigsten Parameter des Schleifprozesses und deren Zusammenwirken zu erläutern und damit dem Verarbeiter mehr Sicherheit bei der Anwendung zu geben.
Bei der Arbeit mit der Breitbandschleifmaschine tauchen auf Anwenderseite immer wieder unterschiedlichste Fragen auf. Welche Schnittgeschwindigkeit ist optimal oder welche Vorschubgeschwindigkeit ist die richtige? Walze oder Schuh, P 150 oder doch lieber P 220? Unbefriedigende Schleifergebnisse resultieren meist aus nicht optimal aufeinander abgestimmten Parametern. Lesen Sie, welche Einflussgrößen in diesem Zusammenhang eine Rolle spielen und was dabei zu beachten ist.
1. Schleifkraft
Moderne Breitbandschleifmaschinen bieten dem Anwender die Möglichkeit die Schleifkraft (Praxis: „Schleifdruck“) stufenlos zu definieren. Der „Schleifdruck“ (Fn) bezeichnet die Kraft des Andruckelementes auf das zu schleifende Substrat. Er ist von folgenden zwei Parametern abhängig:
- Eingriffsbreite (ap): Die Eingriffsbreite beschreibt die Kontaktfläche in X-Ausdehnung (quer zur Vorschubrichtung). Sie wird von der Breite des Werkstückes bestimmt.
- Geometrische Kontaktlänge (lg): Die Eingriffslänge beschreibt die Kontaktlänge des Schleifeinsatzes („Schleifzunge“) oder der Stützwalze in Y-Ausdehnung.
Eingriffsbreite und -länge bestimmen zusammen mit der Schleifkraft die kontaktflächenbezogene Normalkraft (Fn“ in N/mm²) und die Eingriffsfläche. Grundsätzlich gilt:
- Die Erhöhung der Schleifkraft ist proportional zur Erhöhung des Abtrags.
- Eine Schleifkrafterhöhung führt zu einer Erhöhung der Schleiftemperatur.
- Erhöhter Abtrag und erhöhte Temperatur führen zu schnellerem Schleifmittel-Verschleiß.
- Eine Erhöhung der Flächenbezogenen Normalkraft führt bei der Massivholzbearbeitung zu einer Verschlechterung der Oberflächenqualität (z. B. Wegschlagverhalten von Flüssigkeiten).
2. Härte der Eingriffszone
Die Härte der Eingriffs- oder Kontaktzone kann über Schleifeinsätze unterschiedlicher Härte und Elastizität veränderlich gestaltet werden. Die Härte der Kontaktzone bestimmt letztlich auch die Eindringtiefe des Schleifmittels in die Werkstückoberfläche. Es gilt:
- Die Härte des Andruckelements und die Abtragsleistung sind abhängig voneinander.
- Ein Andruckelement mit hoher Härte führt zu einer größeren Oberflächenrauheit als ein weiches.
- Die Härte des Kontaktelements bestimmt die Schleifkraftübertragung.
3. Einfluss des Schleifmittels
Das Schleifmittel auf Unterlage hat viele Einflüsse auf die Oberflächenqualität:
- Einfluss der Korngröße auf Abtrag und Rauheit: Je feiner die Schleifmittelkörnung, desto geringer sind der Abschliff und die Oberflächenrauheit.
- Die Streudichte (z. B. „offen“ oder „geschlossen“) hat einen wesentlichen Einfluss sowohl auf den Abtrag, als auch auf die Oberflächenrauheit: Eine hohe Streudichte führt zu einer geringeren Oberflächenrauheit, gleichsam ist das Zeitspanvolumen (verglichen zur offenen Streuung) größer. Offene Streuungen bieten vor allem Vorteile bei der groben Zerspanung und beim Schleifen von sehr harzhaltigen Holzarten.
4. Schnittgeschwindigkeit
Die Wahl der Schnittgeschwindigkeit (Vc) beeinflusst diverse Parameter des Schleifprozesses, an dieser Stelle seien die wichtigsten erwähnt:
- Eine Erhöhung der Schnittgeschwindigkeit erhöht gleichsam das Zeitspanvolumen – das Werkstoffvolumen also, das in einer bestimmten Zeit in der das Schleifmittel im Eingriff ist, abgenommen wird (in der Fertigungstechnik stellt das Zeitspanvolumen eine wichtige Größe dar, da anhand dessen die Produktivität der Werkzeuge und Maschinen gemessen und eingestuft werden kann).
- Erhöht sich die Schnittgeschwindigkeit, so verringert sich die Oberflächenrauheit durch eine höhere Korneingriffsfrequenz.
- Einer Erhöhung der Schnittgeschwindigkeit folgt eine Erhöhung der Schleiftemperatur. Dies verringert allgemein den Standweg des Schleifmittels auf Unterlage.
- Im Falle von thermoplastischen Substraten kann es zu einer Zerstörung des Werkstoffes kommen (Lackschliff). Bei Massivholz können Pyrolyseerscheinungen (Brandspuren) auftreten.
5. Vorschubgeschwindigkeit
Auch die Vorschubgeschwindigkeit (Vf) hat einen maßgebenden Einfluss auf das zu erwartende Schleifergebnis und ist sehr eng mit der Schnittgeschwindigkeit verknüpft. Eine Erhöhung der Vorschubgeschwindigkeit ist gleichbedeutend mit einer geringeren Abtragsleistung. Im Falle der meisten Holzarten kann man hier von einer Halbierung des Abtrags bei einer Verdoppelung der Vorschubgeschwindigkeit ausgehen.
6. Gleich- oder Gegenlauf
Die relative Drehrichtung des Schleifaggregates zur Vorschubrichtung führt zu einer Veränderung der effektiven Schnittgeschwindigkeit (Veff). Es gilt dementsprechend:
Gegenlaufkinematik:
Veff = Vc + (Vf * 1/60)
Gleichlaufkinematik:
Veff = Vc – (Vf * 1/60)
Beim Schleifen mit konstanter Zustellung (Kalibrieren) setzt man nur die Gegenlaufkinematik ein, und zwar aus folgenden Gründen:
- Der Abtrag wird entsprechend der Drehrichtung tangential aus der Eingriffszone befördert. Der Vorteil des Gegenlaufprinzips liegt hier darin begründet, dass der Abtrag aus der Eingriffszone herausgeschleudert wird. Im Gleichlauf würde der Abtrag durch die Eingriffszone befördert.
- Die Abtragsleistung des Aggregates ist im Fall des Gegenlaufprinzips höher als im Gleichlauffall, dies erklärt sich aus einer höheren effektiven Schnittgeschwindigkeit.
Wird mit konstantem Druck (Druckbalken) geschliffen so gilt:
- Beim Massivholz- und Furnierschliff bietet sich ein Wechsel zwischen Gleich- und Gegenlauf an, da dies zu einer deutlich besseren Faserreduzierung führt, vor allem in Kombination mit einem vorgeschalteten Querschleifaggregat (Kreuzschliff).
- Im Lackzwischenschliff ist es durchaus sinnvoll, im Gegenlauf zu schleifen, denn dies führt zu deutlich besseren Schleifergebnissen, da zerspantes Material direkt aus der Schleifzone befördert wird.
7. Der Werkstoff
Neben zitierten Einflüssen, die vornehmlich Werkzeug und Maschine betreffen, soll nun der Fokus auf den zu schleifenden Werkstoff gelegt werden. Grundsätzlich lassen sich folgende wichtige Werkstoffkenngrößen charakterisieren:
- Rohdichte: Die Dichte als Kennwert aus Masse und Volumen ist für die Zerspanung ein sehr bedeutsamer Gesichtspunkt. Sie ist vor allem bei homogenen Werkstoffen ein interessanter und aussagekräftiger Vergleichswert.
- Holzhärte: Die nach dem Brinellverfahren ermittelte Holzhärte bei einer Holzfeuchte von 12 Prozent.
- Holzfeuchte: Der Verlauf des Elastizitätsmoduls bei Massivholz ändert sich entsprechend der Holzfeuchte, so ist beispielsweise der Elastizitätsmodul im Bereich einer Holzfeuchte von µ = 10 Prozent am höchsten.
- Faserschnittrichtungswinkel: Auch die Schnittrichtung relativ zur Faser hat einen großen Einfluss auf die Zerspanung bei anisotropen (richtungsabhängigen) Werkstoffen. Der Abtrag quer zur Faserrichtung ist deutlich intensiver als in Faserrichtung.
- Werkstückbreite: Sowohl die Breite des zu bearbeitenden Werkstücks, als auch die oben zitierten Materialkennwerte nehmen Einfluss auf die Leistungsaufnahme des Schleifaggregates. Generell gilt: Die Leistungsaufnahme erhöht sich entsprechend der Arbeitsbreite bei einer konstanten Zustellung (Spanabnahme).
8. Kontaktzone
Die Kontaktzone kann im Schleifprozess unterschiedlich ausgeprägt sein. Es wird unterschieden zwischen zylindrischen Kontaktzonen im Falle von so genannten Stützwalzen oder meist großflächigen Kontaktzonen bei Druckbalken („Schuhaggregaten“). Die Ausprägung der Kontaktzone wird durch die Anwendung bestimmt. So nutzt man zylindrische Kontaktzonen aus Stahl zur Erzeugung planparalleler Flächen, einen Druckbalken tendenziell zum Schleifen mit konstantem Druck bzw. zum Feinschleifen (Schleifen zur Verbesserung der Oberfläche), jedoch kann für diese Anwendung auch eine gummierte Stützwalze mit großem Durchmesser Verwendung finden.
Der Durchmesser spielt bei Kalibrierwalzen eine entscheidende Rolle. So gilt generell beim Schleifen mit konstanter Zustellung:
- Je kleiner der Walzendurchmesser, desto kleiner ist die Kontaktlänge, desto größer ist die Zerspankraft.
- Eine Stützwalzennutung führt ebenfalls zu einer höheren Zerpankraft im Vergleich zu einer Stützwalze ohne Nut (Profilierung).
- Groß dimensionierte Stützwalzen erzeugen eine bessere Oberflächenqualität durch eine größere Kontaktlänge. Dieser Effekt lässt sich durch Gummierungen der Walze zusätzlich verstärken.
Der Einsatz eines Druckbalkensystems findet zumeist im Bereich des Feinschliffs statt (Schleifen zur Verbesserung der Oberfläche). Grundsätzlich gilt:
- Die Kontaktfläche eines Druckbalkens lässt sich über unterschiedliche Schleifeinsätze mit variierender Härte und Kontaktlänge verändern.
- Je feiner die verwendete Körnung, desto geringer sollte der eingestellte Schleifdruck sein. Hier bieten moderne Schleifautomaten eine stufenlose Schleifkraftsteuerung.
- Der Einsatz eines Drucklamellenbandes gestaltet die Schleifzeit pro Schleifmittel und die Kontaktfläche veränderlich – es sorgt für ein deutlich verfeinertes Schliffbild.
- Die Schnittgeschwindigkeit in Relation zum Kalibrierschliff ist deutlich niedriger angesetzt.
- Die Schleifmittelstandzeit sinkt mit einer Erhöhung der Schnittgeschwindigkeit im Falle von großflächigen Kontaktzonen („starrer Schuh“ oder Druckbalken).
9. Spanabnahme
Die Spanabnahme im Schleifprozess mit konstanter Zustellung ist bestimmt von Werkstoffkenngrößen, aber auch von Schnitt- und Vorschubparametern und der Art des Kontaktelements.
Die Spanabnahme wird häufig vom Anwender zu hoch gewählt. Dies lässt sich vor allem an der Leistungsaufnahme der Antriebe überprüfen (Ampèremeter). Als Folge zu hoher Abtragsraten der Aggregate sinkt der Standweg der Schleifwerkzeuge. Oberflächen sind nach dem Schleifprozess „heiß“, gerade bei der Massivholzbearbeitung wirken diese Oberflächen „speckig“. Der Grund hierfür liegt im hohen Eintrag von Druck und Wärme in die Grenzschicht des Massivholzes, je nach Intensität auch in Zelllagen darunter. Das Resultat lässt sich dann spätestens bei der Beschichtung deutlich erkennen; ein schlechtes Beizbild bzw. eine hohe Faserigkeit der Oberfläche sind die Folge.
Besitzt die Schleifmaschine mehrere Kalibrieraggregate, dann stellt man häufig fest, dass das erste Aggregat ein Großteil der gewünschten Spanabnahme erledigen „muss“, die nachfolgenden Aggregate jedoch relativ zu wenig Abtrag leisten. Dies führt vor allem zu unterschiedlichen Bandwechselzyklen der einzelnen Aggregate und des Weiteren zu unnötig hoher Spanabnahme des entsprechend mehrbelasteten Aggregates. Hier bieten moderne Schleifmaschinen eine individuelle Zustellung jeder einzelnen Stützwalze.
10. Verschleiß
Um optimale Standwege der Schleifmittel zu erreichen, ist es wichtig, das Schleifmittel gleichmäßig und damit wirtschaftlich zu nutzen. Eine schlechte Performance oft damit zu erklären, dass die Arbeitsbreite der Schleifmaschine nicht optimal genutzt wird: Häufig wird nämlich nur der mittlere Bereich genutzt.
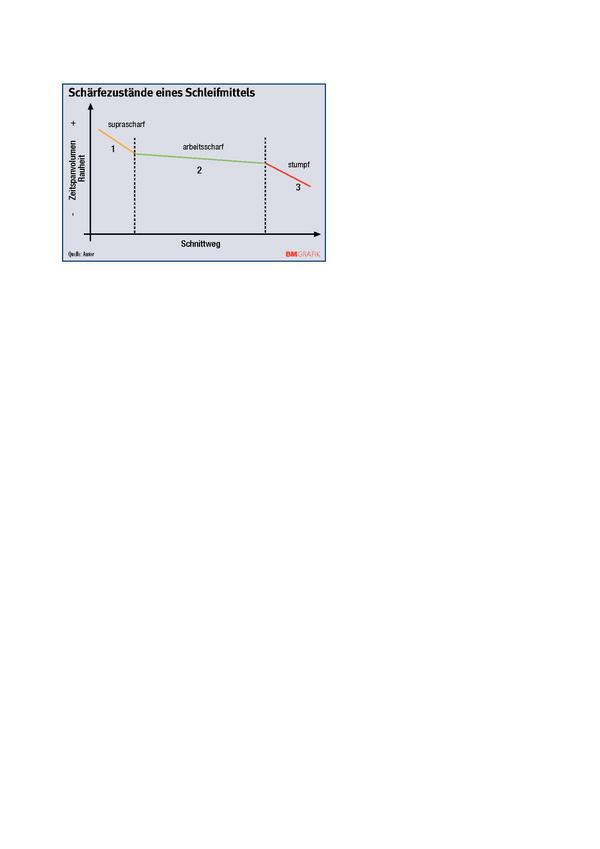
Die Abstumpfung eines Schleifmittels verläuft in 3 Phasen:
- Die Anfangs- oder Supraschärfe beschreibt den fabrikneuen Zustand des Schleifmittels. Dieser hält sich lediglich über die ersten Schnittmeter des Schleifmittels. Im Zustand der Supraschärfe ist das Schleifmittel am aggressivsten.
- Die Arbeitsschärfe: Der arbeitsscharfe Zustand beschreibt die zeitlich längste Periode im Nutzungszeitraum eines Schleifmittels. In dieser Periode liefert das Schleifmittel über einen großen Standweg ein konstantes Schleifergebnis. Die Leistungsaufnahme des Aggregates (bei gleicher Spanabnahme) sollte konstant sein, ebenso wie auch die Oberflächenrauheit.
- Die Abstumpfungsphase: Der Zustand des abgestumpften Schleifmittels lässt sich vor allem an der Leistungsaufnahme des Aggregates an (bei gleicher Spanabnahme) erkennen. Stumpft ein Schleifmittel ab, so steigt die Leistungsaufnahme des Aggregates an. Die Oberflächenrauheit sinkt, ein Poliereffekt tritt ein. Zudem steigt die Oberflächentemperatur des Substrates deutlich an.
Fazit und Ausblick
Bislang ging es um die Darstellung der wichtigsten technischen Einflussgrößen beim Schleifprozess. Eine ganz wesentliche Komponente kommt natürlich noch hinzu: Der Maschinenbediener. Er ist mit einer Fülle von wichtigen Aufgaben bei der Bedienung einer Schleifmaschine beschäftigt. Dazu zählen z. B. die Bedienung der Maschine und die Optimierung der Prozessparameter, die Überwachung und Wartung, Qualitätskontrolle und evtl. auch Beschickung.
Eine ganz wesentliche Anforderung an die „Schleifmaschine von morgen“ ist eine gesteigerte Prozessintelligenz. D. h. wichtige, derzeit noch dem Anwender/Bediener überlassene Aufgaben werden zukünftig autonom und doch zuverlässig von der Schleifmaschine erledigt. ■
Teilen:








{kind=link}