








Nachdem in Teil 1 (BM 8/09) Grundlagen zum Thema „Bohren in Holz und Holzwerkstoffen“ vorgestellt wurden, beschäftigt sich der 2. Teil mit der speziellen Gruppe der Forstner- und Kunstbohrer (Bohrer gemäß DIN 7483) bzw. der Klasse der Zylinderkopfbohrer.
Eine spezielle Kategorie von Bohrwerkzeugen für den Holzbereich stellen die Bohrer gemäß DIN 7483 dar. Zu dieser Norm werden in erster Linie die sog. Forstnerbohrer und die sog. Kunstbohrer gezählt. DIN 7483 unterscheidet abhängig von Schaft, Schneidengeometrie und Dimensionierung insgesamt fünf Typen von Bohrern (Typ A, C, E, F und G), wobei die Typen A und E speziell für den Einsatz mit Stationärmaschinen konzipiert sind und Typ G eine Variante für Handbohrmaschinen darstellt.
Daneben existiert in der Praxis eine Reihe von speziellen Bohrwerkzeugen, die in Anlehnung an DIN 7483 unter Bezeichnungen wie „Scharnierbohrer“ oder „Beschlagbohrer“ angeboten werden und als spezielle Kunstbohrer eingeordnet werden können. Alle oben erwähnten Bohrer werden auch häufig unter der Oberkategorie „Zylinderkopfbohrer“ (ZBK) bzw. „Zylinderbohrer“ zusammengefasst.
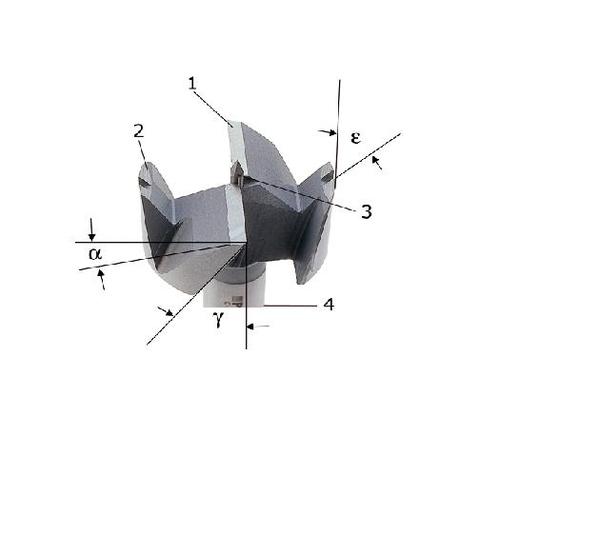
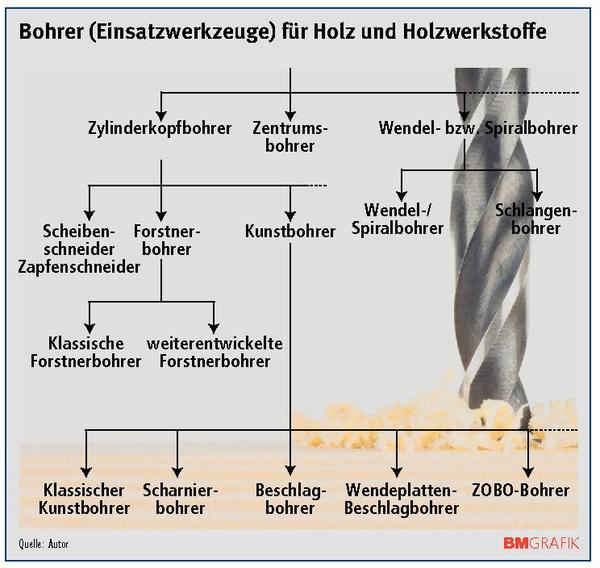
Zylinderkopfbohrer bzw. Bohrer gemäß DIN 7483 unterscheiden sich grundlegend von anderen Holzbohrern wie Schlangen- und Spiralbohrern bezüglich Form, Schneidengeometrie (Hauptschneide, Neben- bzw. Vorschneide), Spanabführung bzw. -transport sowie Zentrierung und Führung im Bohrloch. Die Grafik auf Seite 71 oben gibt einen Überblick über die wichtigsten Bohrertypen für Holz und Holzwerkstoffe, wobei in der Praxis eine einheitliche begriffliche Abgrenzung nicht gegeben ist.
Am Anfang war der klassische Forstnerbohrer
Der wohl ursprünglichste Typ der Zylinderkopfbohrer ist der klassische Forstnerbohrer (geht zurück auf H. Forstner). Er wurde für flache Bohrungen konzipiert, z. B. das Ausbohren von Ästen in Vollholz („Astlochbohrer“) oder zum Einlassen von Topfbändern, Verbindungselementen etc. Der Forstnerbohrer wurde insbesondere für den Einsatz mit Handbohrmaschinen entwickelt.
Bezüglich seiner Schneidengeometrie weist er zwei lange kreisförmige Nebenschneiden („Umfangsschneiden“) auf. Die Nebenschneiden bewirken, dass man beim Ansetzen des Bohrers mit der freigeführten Maschine eine große Auflagefläche erhält und eine möglichst senkrechte Bohrung erzielt. Die nicht auswechselbare Bohrerspitze (Zentrierspitze) ist i.d.R. in Form einer kleinen vierseitigen Pyramide ausgestaltet, welche für eine ausreichende Zentrierung sorgt. Nach dem Eintauchen in das Material sorgt eine große, zylindrische seitliche Führungsfläche, insbesondere beim Typ 7483 G, für eine gute Führung und Zentrierung des Einsatzwerkzeuges.
Forstnerbohrer weisen zwei radiale Hauptschneiden auf, die senkrecht zur Bohrerlängsachse stehen. Die Späne müssen über relativ kleine Nuten abgeführt werden. Als Schneidenmaterial wird vorwiegend legierter Stahl verwendet.
Einen Nachteil stellen die langen Nebenschneiden und zylindrischen Seitenflächen dar, welche während des Arbeitsvorgangs aufgrund der vorhandenen Reibung erhebliche Wärme erzeugen.
Das Nachschärfen dieses Bohrertyps ist wegen der beschriebenen Schneidengeometrie recht schwierig. Der klassische Forstnerbohrer ist aufgrund der Herstellungstechnologie und Materialien optimal für Weichholz, aber nicht geeignet für härtere Werkstoffe. Der Forstnerbohrer ist für den Freihandbetrieb geeignet, benötigt aber eine im Vergleich zu anderen Zylinderkopfbohrern hohe Vorschubkraft.
Modifizierte Varianten des Forstnerbohrers
Die Nachteile des klassischen Forstnerbohrers (Wärmeentwicklung, schlechte Schärfbarkeit, keine Eignung für härtere Materialien usw.) führten im Laufe der Zeit zu weiterentwickelten Varianten. Modifikationen bei modernen Forstnerbohrern beziehen sich z. B. auf:
- Verringerung der Reibungsflächen durch Nuten oder Absenkungen in den zylindrischen Seitenflächen, um verbrannte Lochwände und/oder „blau angelaufene“ Bohrerschneiden zu vermeiden.
- Wellenförmige oder zahnförmige Ausführung der Nebenschneiden zur Verringerung der Reibung sowie der Vorschubkraft und zur schrittweisen Abtrennung der Holz-Längsfasern.
- Ersatz der kreisförmigen Nebenschneiden (Umfangsschneiden) durch Aufteilung in mehrere Nebenschneiden-Segmente mit ebenen Flächen zur Vereinfachung des Schärfens (Verringerung der benötigten Vorschubkraft).
- Ausführung mit Hartmetallschneiden für Bohrungen in härteren Werkstoffen (beschichtete Platten, Resopal, Multiplexplatten …)
- Vergrößerung der Spannut zur Erleichterung/Verbesserung des Spantransports.
Einige interessante Beispiele für modifizierte Forstnerbohrer:
Forstnerbohrer der Fa. Famag: Hier wurden die Nebenschneiden in Segmente („Zähne“) unterteilt und die seitlichen Führungsflächen mit abgesenkten Nuten/Vertiefungen versehen. Damit wird zum einen die Reibung an den zylindrischen Seitenflächen reduziert und zum anderen die Wärmeentwicklung durch die insgesamt kürzeren, segmentierten Nebenschneiden verringert.
„Wave Cutter“ der Fa. Fisch: Die Nebenschneiden bei diesem Bohrer sind auf der Innenseite mit einem Wellenschliff versehen. Die kreisförmigen Nebenschneiden trennen die Längsfasern nur mehr punktuell mit den „Wellenbergen“ ab. Dies hat eine Reduzierung der Reibung zur Folge. Ferner wird weniger Vorschubkraft benötigt.
Kunstbohrer: Konzipiert für flache Bohrungen
Der klassische Kunstbohrer wird für flache Bohrungen in Hart- und Weichholz sowie in Holzwerkstoffen eingesetzt.
Er ist dem Forstnerbohrer in Form und Aufbau ähnlich. Er besitzt wie der Forstnerbohrer i.d.R. eine nicht auswechselbare, pyramidenförmige Zentrierspitze sowie zwei Haupt- und zwei Nebenschneiden. Als Schneidenmaterial wird häufig legierter Stahl verwendet oder es kommen Hartmetallschneiden zum Einsatz.
Die Nebenschneiden sind jedoch im Vergleich zum Forstnerbohrer kürzer und nicht mehr kreisförmig, sondern die Schneideninnenseite („Schneidenbrust“) ist als ebene, meist parallel zu den Hauptschneiden verlaufende Fläche gestaltet. Die kleineren Nebenschneiden, die nur mehr punktuell wirken, verringern mögliche reibungsbedingte Probleme wie Brandspuren im Werkstück oder übermäßige Erhitzung der Schneiden.
Ein weiteres Unterscheidungsmerkmal ist der vergleichsweise weit offene, breite Spankanal, der für einen verbesserten Spantransport sorgen soll.
Aufgrund der relativ kurzen Nebenschneiden besitzen Kunstbohrer meist schlechtere Führungseigenschaften und tendieren im Freihandbetrieb beim Ansetzen eher zum Einhaken. Für den Einsatz mit handgeführten Bohrmaschinen sind die klassischen Kunstbohrer deshalb nur bedingt geeignet. Das Schärfen der Nebenschneiden gestaltet sich gegenüber dem Forstnerbohrer durch die ebenen Schneidenflächen wesentlich einfacher.
Zobo-Bohrer: Eine spezielle Form von Kunstbohrern stellen die sog. Zobo-Bohrer der Fa. Protool dar. Sie zeichnen sich durch einige besondere Merkmale aus, die den Einsatz auch für die Freihandführung ermöglichen, d. h. sie sind für Handbohrmaschinen und Akku-Bohrschrauber, aber auch für Stationärmaschinen geeignet. Der zylindrische Bohrkopf weist – wie der klassische Kunstbohrer – zwei Haupt- und Nebenschneiden auf. Die Nebenschneiden sind im Vergleich zum Forstnerbohrer kurz und als ebene, parallel zu den Hauptschneiden verlaufende Flächen auf der Bohrerkopfinnenseite ausgeführt. Der Spankanal ist wie beim klassischen Kunstbohrer weit geöffnet. Die Führung durch die zylindrischen Seitenflächen des Bohrers ist besser als beim klassischen Kunstbohrer, da die Flächen insgesamt größer sind. Der benötigte Vorschubdruck ist geringer als beim Forstnerbohrer.
Auswechselbare Zentrierbohrer und -spitzen mit unterschiedlichen Längen helfen dem Anwender beim präzisen, punktgenauen Ansetzen des Einsatzwerkzeugs. Das Schärfen bis ins Bohrerzentrum und das ausrissfreie Bohren von Löchern schräg zur Werkstückoberfläche wird ermöglicht. Für die Herstellung von Bohrungen für Scheibendübel und Stufenbohrungen können zur exakten Führung alternativ sog. Führungszapfen eingesetzt werden.
Haupt- und Nebenschneide können bis zu 40 Mal nachgeschärft werden (zu schärfen ist nur die ebene „Schneidenbrust“). Die einfache Schärfbarkeit ermöglicht es auch, ohne großen Aufwand den Abstand zwischen Haupt- und Nebenschneiden materialspezifisch zu ändern.
Für tiefe Bohrungen können die Bohrer mit Verlängerungen ausgestattet werden, die an den Bohrerschaft angeschraubt werden. Zobo-Bohrer sind in Millimeterabstufungen von 7 bis 200 mm Durchmesser erhältlich. Zur Erhöhung der Sicherheit sind ab einem Durchmesser von 101 mm Spandickenbegrenzer vorgesehen, die auch im Freihandbetrieb das Bohren von Löchern mit größerem Durchmesser erlauben.
Aufgrund der besonderen Eigenschaften bieten die Bohrer auch im Freihandbetrieb gute Ergebnisse in Bezug auf ausrissfreie Bohrlochränder, saubere Lochwände und Lochgründe sowie Maßhaltigkeit des Bohrergebnisses.
Beschlagbohrer sind für das Bohren von flachen Löchern bzw. Sacklöchern konzipiert und werden für das Einlassen von Beschlägen und Möbelverbindern etc. in Plattenwerkstoffen verwendet. Der typische Beschlagbohrer besitzt wie die meisten Kunstbohrer zwei Hauptschneiden, eine kleine, pyramidenförmige, fest sitzende Zentrierspitze und zwei sehr schmale, spitz zulaufende Nebenschneiden. Hauptschneiden und Nebenschneiden stehen seitlich vor und bieten damit nur eine geringe seitliche Führung nach dem Eintauchen ins Werkstück. Der Spankanal ist von der Größe her vergleichbar mit dem des Kunstbohrers.
Üblicherweise sind diese Schneiden aus Hartmetall. Die kurzen zylindrischen Schäfte mit Durchmesser zwischen 8 und 13 mm können in Spannzangen, Bohrfutter usw. eingespannt werden. Das Schärfen der Haupt- und Nebenschneiden ist gut möglich. Bei den Hauptschneiden besteht die Gefahr, dass diese beim Schärfen bis direkt an die Zentrierspitze heran beschädigt wird. Dieser Bohrertyp ist aufgrund der relativ schlechten Führungseigenschaften nur bedingt für Handbohrmaschinen geeignet. Beschlagbohrer werden daher insbesondere in Stationärmaschinen eingesetzt.
Wie vielfältig die Bohrerköpfe hinsichtlich ihrer Schneidengeometrie im Bereich der Kunstbohrer sind, zeigt das Beispiel des Beschlaglochbohrers der Fa. JSO. Der Bohrer ist eine der letzten Neuentwicklungen und besteht aus einer hochfesten, extrem verschleißarmen Hartmetallsorte. Gemeinsam mit dem balligen Vorschneidenanschliff ergibt sich laut Hersteller eine sehr gute Standzeit und Wirtschaftlichkeit. Zur besseren Späneabfuhr aus dem Bohrloch sind die Spanräume vor der Räumschneide weit geöffnet, ohne dass die Stabilität des Bohrers beeinträchtigt wird (siehe Foto) Der Bohrer ist für handgeführte Bohrmaschinen wegen seiner geringen Führung im Bohrloch ungeeignet und wird deshalb hauptsächlich für CNC-Bohrmaschinen und Bohrautomaten etc. in der industriellen Möbelfertigung (Vollholz, beschichtete Spanplatten) eingesetzt.
Scharnierbohrer: Scharnierbohrer weisen eine schmale Zylinderkopfhöhe (= kleine seitliche Führungsfläche) des Bohrkopfes mit fest sitzender Zentrierspitze auf und haben in der Regel nur zwei Hauptschneiden (Schneidkanten). Diese bestehen aus legiertem Stahl (als sog. Holzschälbohrer) oder werden für härtere Materialien mit Hartmetallschneiden ausgeführt. Eine Führung im Werkstück ist daher kaum gegeben. Dieser Bohrertyp ist für flache Löcher geeignet und wird in den gängigen Durchmessern für Topfbänder angeboten. Er wird ausschließlich für Stationärmaschinen und vorwiegend bei homogenen Werkstoffen (Plexiglas, resopalbeschichteten Platten, Kunststoffen etc.) verwendet und weniger für handgeführte Bohrmaschinen. Aufgrund der einfachen Schneidengeometrie ist dieser Bohrertyp preisgünstig und kann problemlos nachgeschärft werden.
Qualitätsaspekte bei Zylinderkopfbohrern
Im Hinblick auf ein optimales, d. h. hochwertiges Bohrergebnis spielen nicht nur Eigenschaften und Qualitätsmerkmale des Einsatzwerkzeuges selbst, sondern auch die Qualität des gesamten Bohrsystems eine Rolle. Hierzu gehören neben der geeigneten Antriebsmaschine auch die Werkzeugaufnahme sowie Zubehör und Hilfsmittel (vgl. Teil 1 in BM 8/2009).
So müssen beispielsweise Drehzahl und Drehmoment der Antriebsmaschine auf Durchmesser und Schnittgeschwindigkeit des Bohrers abgestimmt sein. Die Werkzeugaufnahme muss mit der entsprechenden Rundlaufgenauigkeit das Drehmoment von der Antriebsmaschine sicher auf den Bohrer übertragen. Zubehör und Hilfsmittel können zu einem besseren Bohrergebnis führen und die Funktionalität eines Bohrsystems erweitern sowie zur Sicherheit beitragen.
Die Problemstellung für den Anwender besteht in der Auswahl des für die Anforderungen der Bohraufgabe „richtigen“ Bohrwerkzeugs. Wesentliche Rahmenbedingungen bilden heute vor allem auch Wirtschaftlichkeitsaspekte. Dazu zählen der Anschaffungspreis für die Komponenten eines Bohrsystems, die Standzeit der Werkzeuge, der Bohrfortschritt bzw. die Bohrleistung, aber auch Rüst- bzw. Werkzeugwechselzeiten. Bei der Auswahl eines geeigneten Bohrers sollten folgende Hinweise beachtet werden:
- Das Material des Werkstücks bestimmt den Schneidenwerkstoff und deren Geometrie sowie die Schnitt- und Vorschubgschwindigkeit. Bei tiefen Löchern ist es zweckmäßig, Bohrer mit großräumigem Spankanal zu wählen. Optimaler Drall und glatte Oberflächen der „Transportschnecke“ erleichtern den Spantransport.
- Der Durchmesser des Bohrkopfes bei gegebener Schnittgeschwindigkeit bestimmt in erster Linie die Drehzahl und das Drehmoment der Antriebsmaschine und damit die erforderliche Motorleistung, um eine wirtschaftliche Zerspanung zu erhalten.
- Beim Sonderfall der Stufenbohrung ist es entscheidend, ob die zweistufige Bohrung in einem Arbeitsgang hergestellt wird, oder ob Bohren und Absenken getrennt ausgeführt werden.
Für die eigentliche Qualität (Produktqualität) des Bohrers sind u. a. folgende Merkmale von Wichtigkeit:
- geeignete Bohrerart (Länge, Durchmesser, …), abgestimmt auf das zu bearbeitende Werkstück, geeignet für Hand und/oder Stationärmaschinen
- adäquates Bohrer- bzw. Schneidenmaterial (Standzeit, Temperaturbeständigkeit, …)
- materialspezifische Schneidengeometrie (Span-, Keil- und Freiwinkel)
- Maßgenauigkeit der Bohrergeometrie, insbesondere der Bohrerschneiden
- Oberflächenbeschaffenheit des Bohrkopfes
- Spankanal, Spanentsorgung, Spantransport
- richtiger, materialspezifischer Abstand zwischen Haupt- und Nebenschneiden
- gute Führung im Bohrloch, insbesondere für Handmaschinen
- geringe Reibungsverluste zur Vermeidung von Überhitzung
- hohe Rundlaufgenauigkeit von Bohrkopf und Schaft
- Form und exakte Position der Zentrierspitze
- Beschaffenheit des Schaftes (Härte, Rundlaufgenauigkeit, etc.)
- Schärfbarkeit, Aufwand, Präzision beim Nachschärfen.
Güte und Genauigkeit des Bohrergebnisses
Güte und Genauigkeit eines Bohrergebnisses hängen von diversen Faktoren ab, z. B. von einer optimalen Zerspanungsgeometrie und der geeigneten Vorschub- und Schnittgeschwindigkeit. Voraussetzung für Präzision sind u. a. die Maßhaltigkeit der Schneiden, eine hohe Rundlaufgenauigkeit und ein exakter Sitz der Zentrierspitze im Mittelpunkt des Bohrkopfes. Auch beim Bohren ist darauf zu achten, dass möglichst keine Nachbearbeitung erforderlich ist. Die Maßgenauigkeit des Bohrergebnisses hängt ab von folgenden Punkten:
- Genauigkeit des Bohrloch-Durchmessers
- Konzentrik, Exaktheit des kreisförmigen Lochquerschnitts
- Lochtiefe, Beschaffenheit des Lochgrundes
- Geradlinigkeit in axialer Richtung (Verlaufen des Bohrers)
- Vermeidung von Durchdruckstellen der Bohrspitze bei Topfbandbohrungen auf der Frontseite.
Die Qualität der Bohrlochoberfläche schließlich wird u. a. bestimmt von der Rauheit der Lochseitenwände, der Oberfläche des Lochgrundes, der Qualität der Bohrlochkanten (Lochränder: Eintritt und Austritt ohne Ausriss) und evtl. Brandstellen. ■
Teilen:








{kind=link}