







Steigender Kostendruck und der Zwang zu höherer Flexibilität führen zu neuen Abläufen und zur Zusammenfassung von Fertigungsschritten nach dem Motto „von der Platte direkt zum fertigen Möbel“. Die neu entwickelte LeanFactory bietet dazu einen Baukasten der von der Grundmaschine bis hin zur automatisierten Fertigungszelle reicht.
Auf Grund der hohen Fertigungskosten (Löhne, Steuern, Auflagen etc.) sind in den vergangenen Jahren zahlreiche Möbelproduktionen in Billiglohnländer verlagert worden. Insbesondere die Hersteller von Standardprodukten sind dem hohen Kostendruck „ausgewichen“. Die Betriebe in den Hochlohnländern haben sich dagegen auf Individual- und Spezialprodukte konzentriert oder sie bieten zusätzlich umfassende Dienstleistungen (Beratung, Planung, Alles aus einer Hand, kürzeste Lieferzeiten) an. Aber auch diese Hersteller und die Spezialisten haben in Form von Automatisierung technologisch stark aufgerüstet.
Produktion heute
Sowohl der Weg der Produktionsverlagerung als auch große Investitionen in hoch automatisierte Anlagen sind den meisten „kleineren“ Betrieben verschlossen. Andererseits ist der Rationalisierungsdruck in Klein- und Mittelbetrieben genauso groß wie in größeren Produktionsstätten. Auf Grund der gewünschten, hohen Flexibilität in Bezug auf Bearbeitungsarten wie Sägen, Fräsen, Bohren etc., und nicht zuletzt wegen der steigenden Materialvielfalt stehen CNC-Bearbeitungszentren nach wie vor ganz oben auf der Wunschliste. Oft können diese Maschinen aber nicht ausgelastet werden.
Dies ist ein wesentlicher Grund für die Integration weiterer Bearbeitungsvorgänge auf die CNC-Maschine. So werden CNC-Bearbeitungszentren z. B. in den USA auch für den Plattenzuschnitt genutzt. Durch dieses „Nesting“ genannte Verfahren wird Platz und Geld gespart, zumal die Teile auf dem Bearbeitungszentrum auf Grund von Ausrissen oder anderer Fehler ohnehin nochmals formatiert oder feingefräst werden. Der Aufwand für das Materialhandling (Transportieren, Aufspannen, Abstapeln) reduziert sich bei all jenen Teilen, an denen keine Horizontalbearbeitung oder keine Bearbeitung der „Rückseite“ erforderlich ist. Teile mit Horizontal- oder rückseitiger Bearbeitung müssen dagegen nochmals aufgelegt und in einem zweiten Arbeitsgang bearbeitet werden (Bild 2). Das nachfolgende Bekanten der rechteckigen Werkstücke erfolgt auf einer Kantenanleimmaschine. Formteile werden schließlich auf einer speziellen Kantenanleimmaschine bekantet.
Eine solche Fertigung hat eine Kapazität von ca. 35 Korpussen. Die klassische Fertigung mit einer Plattenaufteilsäge erreicht ca. 45 Korpusse pro Schicht. Der rechnerische Engpass ist hier das Bearbeitungszentrum, wobei die meisten Betriebe eine solch hohe Kapazität nicht benötigen. Zudem ist der Personaleinsatz höher, weil die Plattenaufteilsäge und das Bearbeitungszentrum parallel betrieben werden müssen.
Formteilbekantung
Der Anteil an Formteilen in einer Korpusfertigung beträgt in der Regel ca. 5 Prozent. Bei diesen Teilen werden die Kanten meist manuell oder mit Spezialmaschinen angeleimt. Beim manuellen Kantenanleimen schwankt häufig die Qualität und der Zeitaufwand ist erheblich (bis zu 10 min je Kante). Mit Spezialmaschinen ist der Zeitbedarf zwar geringer, diese Maschinen benötigen jedoch zusätzlichen Raum und müssen auch manuell bedient werden.
Nicht zu vergessen die Investitionskosten, die sich inkl. Nachbearbeitungseinrichtungen auf ca. 15 bis 20 000 Euro belaufen.
Eine Alternative sind Bearbeitungszentren mit integriertem Kantenanleimaggregat. Das neue EasyEdge-Verleimteil (Bild 5) liegt bei den Anschaffungskosten weit unter den Sondermaschinen für das Kantenanleimen und benötigt keinen zusätzlichen Raum.
LeanFactory
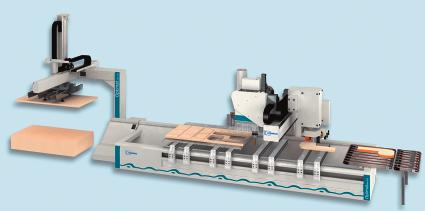
Homag hat aus den vorhandenen Standardkomponenten einen Baukasten entwickelt, der fast alle Funktionen abdeckt und modular aufgebaut ist. Die Basis bildet ein Bearbeitungszentrum mit einem Rastertisch für das Plattenaufteilen und einem zweiten Bearbeitungsbereich der mit automatisch rüstenden Aufspann-Konsolen ausgestattet ist. Dieses Standardbearbeitungszentrum kann Platten mit Formaten bis zu 2100 x 2800 mm im Nesting-Prinzip zuschneiden und dabei auch gleich alle Vertikalbearbeitungen wie Bohrungen, Nuten etc. durchführen (Bild 3).
Im Anschluss daran können die einzelnen Werkstücke mit einem Zusatzaggregat (Sauggreifer) automatisch zur Horizontalbearbeitung auf die Konsolen transportiert werden (Bild 4). Dort werden dann Horizontalbearbeitungen wie Konstruktionsbohrungen durchgeführt und bei Formteilen können mit dem EasyEdge-Verleimteil die Kanten angeleimt werden (Bild 5). Die fertigen Werkstücke werden anschließend auf ein Pufferband austransportiert. Mit einem Etikettendrucker werden Barcode-Aufkleber für die Teileidentifikation erstellt. Für das Rohplattenhandling steht optional zudem noch ein Linearbeschicker TBA 330 zur Verfügung, der ebenfalls vom Bearbeitungszentrum gesteuert wird. Der Bediener hat dafür keinen zusätzlichen Programmieraufwand.
Kostenvergleich
In dem vergleichenden Versuch wurden alle drei Systeme gegenübergestellt:
- Konventionelle Arbeitsweise auf Einzelmaschinen
- Nesting-Verfahren mit zusätzlicher Horizontalbearbeitung und Kantenanleimen
- LeanFactory mit der Integration aller Bearbeitungsschritte.
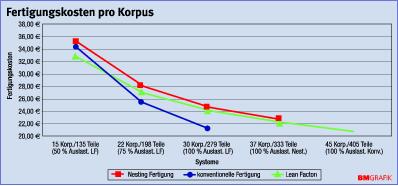
Als Basis wurde ein Korpus mit 9 Teilen und zwei Formteilen (Boden und Deckel mit Rundung) zu Grunde gelegt. Die angesetzten Zeiten wurden in Zusammenarbeit mit einer Schreinerei (6 Mitarbeiter) und einem Innenausbaubetrieb (30 Mitarbeiter) ermittelt. Die Fertigungskosten basieren auf durchschnittlichen Platz-, Lohn-, Energie- und Anschaffungskosten und sind bei verschiedenen Auslastungsgraden ermittelt worden (Bild 6). Die Fertigung im Nesting-Verfahren ist auf Grund der Tatsache, dass die Teile zweimal auf dem Bearbeitungszentrum bearbeitet werden, nicht wirtschaftlich. Das Nesting-Verfahren ist wirtschaftlich dann interessanter, wenn z. B. MDF-Fronten gefertigt werden. Diese können beim „Plattenaufteilen“ komplett bearbeitet werden, denn das nachfolgende Kantenanleimen entfällt bei diesen Produkten. Das macht die Popularität des Nesting-Verfahrens in den USA deutlich. Dort wird fast ausschließlich MDF verarbeitet und die Korpusse erhalten in der Regel einen Massivholzrahmen zur Kantenabdeckung und zum Anschlagen der Möbeltüren.
Resümee
Bereits bei ca. 17 Korpussen pro Tag ist die LeanFactory, die alle Bearbeitungsschritte vom Zuschnitt bis zur Horizontalbearbeitung und dem Kantenanleimen an Formteilen auf einer Maschine integriert, die günstigste Fertigungsweise. Dies begründet sich vor allem im geringen Lohnkostenanteil, weil der Bediener der LeanFactory durchschnittlich nur 25 Prozent der Fertigungszeit an der Maschine beschäftigt ist. In der restlichen Produktionszeit läuft die LeanFactory „mannlos“. Auch für Betriebe mit einer Fertigungskapazität von bis zu 30 Korpussen pro Tag oder ca. 300 Teilen ist die LeanFactory (siehe Bild 6) interessant, weil sich das Bearbeitungszentrum modular ausbauen lässt und noch weitere Vorteile aufweist:
- 40 Prozent weniger Platzbedarf als eine konventionelle Fertigung
- weniger qualifiziertes Stammpersonal notwendig
- der Bediener kann zusätzliche Arbeiten ausführen
- weniger Schäden durch Transportieren, Auf- und Abstapeln.
Für die Datenerstellung und Programmierung wird die Konstruktionssoftware woodDesign für Korpusmöbel mit geliefert. Für das automatische Verschachteln der Korpusteile in der Rohplatte (Nesting) ist von Homag zusätzlich das Softwarepaket woodNest verfügbar. Somit ist auch das „Umfeld“ für einen effizienten Einsatz der LeanFactory verfügbar. Betrieben, die vor der Anschaffung eines Bearbeitungszentrums oder einer Aufteilsäge stehen, bietet die LeanFactory eine interessante Alternative, die auch die Zukunft offen hält. Durch den modularen Aufbau und die Flexibilität ist eine hohe Investitionssicherheit gewährleistet. ■
Teilen:
 „Automatisierung beginnt im Kopf“
„Automatisierung beginnt im Kopf“







{kind=link}