









Fräser ist nicht gleich Fräser, auch wenn er für dieselbe Bearbeitungsaufgabe vorgesehen ist. Aber woran kann man die tatsächliche Werkzeugqualität ohne aufwändige Messverfahren erkennen? Der Autor erklärt die wichtigsten Kriterien zur Einschätzung von Qualitätsunterschieden.
Fräser sind einteilige Werkzeuge, bei denen Schneiden und Grundkörper aus demselben Werkstoff bestehen (sog. Massivfräser) oder Verbundwerkzeuge, bei denen die Schneiden mit dem Grundkörper unlösbar z. B. durch Hartlot verbunden sind. Bei letzteren kommen als Schneidstoffe PKD, Hartmetall oder HSS zum Einsatz in geringerem Umfang auch Stellite.
Massivfräser sind in der Regel aus hochlegiertem Werkzeugstahl gefertigt. Oberflächlich betrachtet handelt es sich bei Fräsern um einfache Werkzeuge, die es aber im Detail in sich haben.
Basis: Stabiler Grundkörper
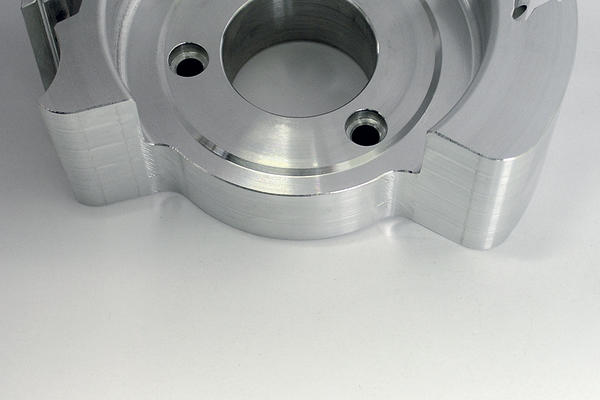
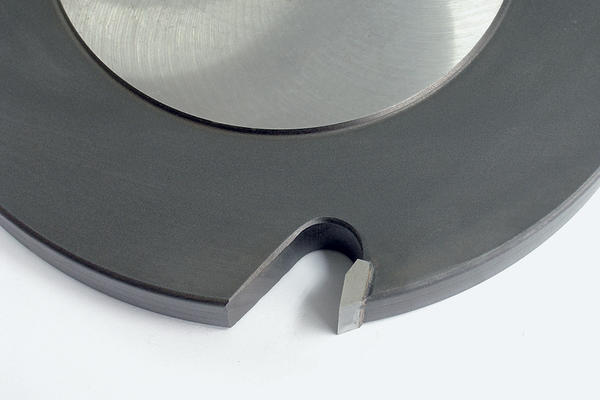
Bereits beim Grundkörper trennt sich die Spreu vom Weizen. Dadurch, dass die Schneiden durch das Lot gehalten werden und kein Spannmechanismus erforderlich ist, ergeben sich große Gestaltungsmöglichkeiten für den Tragkörper um die Schneide herum. Der Grundkörper kann gewissermaßen um die Schneiden herum modelliert werden. Damit lassen sich bestimmte Eigenschaften einstellen. Werkzeuggrundkörper in Rundform senken prinzipiell das Leerlaufgeräusch, bringen aber bei Handvorschubwerkzeugen (MAN) gewisse Einschränkungen bezüglich der Schneidplattendicke und damit der Nachschärfzone mit sich, wie weiter unten beschrieben (Bild 1 und 2).
Spanraum: Weit oder eng?
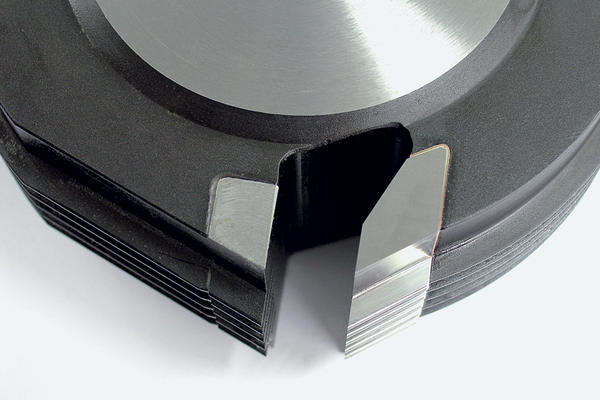
Die Größe, Form und Oberfläche der Spanräume entscheiden über Späneerfassung, Leistungsaufnahme, Fräsqualität und Lärmentwicklung. Weite Spanraumöffnungen sind prinzipiell laut. Flache, enge Spanräume führen zu Mehrfachzerspanung und hohen Vorschubkräften. Eine raue Oberfläche im Spanraum begünstigt das Anhaften von Spänen bis hin zum völligen Verstopfen. Schmale, aber tiefe Spanräume sind leiser und befördern zudem die Späne besser aus der Bearbeitungszone, was der Späneerfassung und der Bearbeitungsqualität dienlich ist (Bild 3 und 4).
Die Präzision der Bohrung
Rund- und Planlaufgenauigkeit der Schneiden sind eine wesentliche Voraussetzung für die Gleichmäßigkeit der Spanbildung an den einzelnen Schneiden und damit für die Fräsqualität. Die Präzision von Bohrung und Nabe ist eine wesentliche Voraussetzung hierfür. Geschliffene Funktionsflächen erreichen eine höhere Genauigkeit als gedrehte.
Die Bohrungstoleranz entscheidet außerdem über die maximale Exzentrizität, mit der das Werkzeug auf der Welle sitzt und damit auch über die Wuchtgüte im Betriebszustand.
Bohrungen sollten deshalb mindestens mit der Toleranz H7 gefertigt sein (Bild 5 und 6).
Wenn es „rattert“
Die Wuchtgüte eines Werkzeugs spiegelt sich als eine Art „Rattermarken“ der Schneideneingriffe auf der gefrästen Oberfläche wider. Mit zunehmender Unwucht wird diese Welligkeit größer. Die Europäische Norm für Maschinenwerkzeuge in der Holzbearbeitung schreibt für Fräser eine Mindestwuchtgüte von G 16 vor. Qualitätswerkzeuge werden jedoch aus den o. g. Gründen mit der nächst höheren Gütestufe G 6,3 ausgewuchtet. Fräser für die Hochgeschwindigkeitsbearbeitung bei Drehzahlen über n = 10000 min-1 werden zum Schutz der Spindellager noch feiner gewuchtet. Qualitätswerkzeuge erkennt man an Wuchtbohrungen oder angeschliffenen Flächen, denn trotz computergestützter Konstruktionsmethoden, mit denen ein Werkzeug bereits gewuchtet konstruiert werden kann, müssen die Auswirkungen von Fertigungstoleranzen am fertigen Werkzeug ausgeglichen werden. Das Auswuchten ist ein aufwändiger Arbeitsgang. Schmale Werkzeuge werden in einer Ebene gewuchtet, breite Werkzeuge in zwei Ebenen, um eine Taumelunwucht zu vermeiden. Ein Werkzeug ohne Wuchtmerkmale, mag zwar einen ästhetisch besseren Eindruck machen, ist aber mit hoher Wahrscheinlichkeit nicht gewuchtet, was für den Anwender erst beim Betrieb durch lautes Brummen hörbar wird und zur Schädigung der Spindellagerung führt (Bild 7).
Gut gelötet?
Ein weiteres sichtbares Qualitätsmerkmal bei bestückten Fräsern ist die Ausbildung der Lötfuge zwischen Schneidplatte und Grundkörper. Eine gute Lötung erkennt man an einem gleichmäßigen parallelen Lötspalt ohne Poren, Löcher oder herausquellendes Lot. Große Lötflächen können zum besseren Ausgleich von Spannungen auch als sog. Sandwich-Lötung mit einer Kupferzwischenlage ausgeführt sein. Poren und Löcher mindern die Festigkeit, herausquellendes Lot begünstigt die Verharzung und ein keilförmiger Lotspalt bewirkt Winkel- und Teilungsfehler der Schneiden und führt schließlich zu einem Rundlauffehler am Werkzeug.
Die zuvor genannten Punkte stellen die Randbedingungen dar, um die Leistungsfähigkeit eines Fräsers bei der Bearbeitung umzusetzen. Die Leistungsfähigkeit an sich wird maßgeblich durch die Schneiden am Werkzeug bestimmt.
Die richtige Winkelgeometrie vorausgesetzt, sind wesentliche Kriterien hierfür: der Schneidstoff, die Bestückungsdicke und die Schliffqualität, d. h. die Schärfe der Schneidkante.
Was macht wirklich scharf?
Scharfe Schneidkanten sind die wichtigste Voraussetzung, damit Holzfasern sauber getrennt und nicht gequetscht oder herausgerissen werden. Die Schärfe der Schneidkante ergibt sich als Produkt aus Freiflächen- und Spanflächenschliff. Am Schnittbereich beider Flächen entsteht die Schneidkante. Möglichst glatt geschliffene Flächen bis hin zum sog. Spiegelschliff sind vorteilhaft, um den Spanfluß zu verbessern und Anhaftungen und Reibung zu vermindern, sie sind aber kein Indiz dafür, ob eine Schneidkante scharf ist oder nicht. Dies ergibt sich aus der Prozessführung beim Schleifprozess z. B. Zustellung, Schleifdruck, Ausfeuern. Bei Hartmetallschneiden kommt es auf eine möglichst kleine Abbruchfase der Schneidkante in der Größenordnung von 1 bis 2 µm an. Bei HSS-Fräsern muss die Gratbildung gering gehalten werden, damit sich der Grat leicht entfernen lässt und die Schneide nicht ausglüht. Eine scharfe Schneide erkennt man am einfachsten daran, dass sich Papier schneiden lässt, wenn man es zwischen zwei Finger klemmt und über die Schneide zieht. Eine hohe Anfangsschärfe bewirkt nicht nur eine gute Bearbeitungsqualität, sondern sorgt auch für längere Standwege. Aufgrund der beim Löten der Schneiden entstehenden hohen Temperaturen und Spannungen müssen die bei Fräsern verwendeten Schneidstoffe über eine ausreichende Zähigkeit verfügen, was die Härte und damit die Verschleißfestigkeit begrenzt. Durch Beschichtung der Schneiden mit einer Hartstoffschicht ergänzen sich die beiden gegenläufigen Eigenschaften Härte und Zähigkeit. Eine Standwegerhöhung um den Faktor 3 bis 5 ist möglich, vorausgesetzt, das Standwegende wird nicht durch Schneidkantenausbrüche hervorgerufen, denn eine Beschichtung bietet keinen Schutz gegen Ausbrüche. Trotz Beschichtung sind die Fräser nachschärfbar, da die Beschichtung nur auf einer Fläche, in der Regel auf der Freifläche, aufgebracht ist. Die Nachschärffläche ist unbeschichtet. Dadurch ist eine scharfe Schneidkante ohne Verrundung sowie eine uneingeschränkte Nachschärfbarkeit gewährleistet.
Nachschärfen ist eine Kunst
Das Nachschärfen von bestückten Fräsern mit Hartmetall- oder HSS-Schneiden erfolgt in der Regel an der Spanfläche. Lediglich einteilige Nutfräser werden an der Freifläche geschärft, damit sich die Nutbreite nicht ändert. Die Bestückungsdicke bestimmt die möglichen Nachschärfungen, also die Anzahl der Standwege.
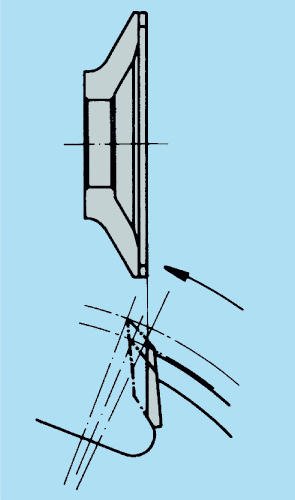
Bei jedem Schärfen wird der Spanwinkel größer und der Freiwinkel kleiner. Als Folge davon wird das Profil flacher, man spricht hier von einer Profilverzerrung. Aufgrund dieser Profilverzerrung ist die Bestückungsdicke und damit die Nachschärfzone bei Fräsern mit ebenem oder konkavem Freiflächenschliff auf 6 bis 8 mm begrenzt. Für Profile ohne Anforderungen an eine Passgenauigkeit ist eine gewisse Veränderung durch das Nachschärfen zulässig. Bei hohen Anforderungen an die Profiltreue kann der theoretische Nachschärfbereich u. U. nicht ausgenutzt werden. In solchen Fällen kann der Fräser von vornherein mit einer geringeren Plattendicke bestückt werden. Bei Rundformwerkzeugen für Handvorschub (MAN-Ausführung) wird die Bestückungsdicke aufgrund der vorgeschriebenen Begrenzung des Schneidenüberstands zum Grundkörper von max. 3 mm konstruktiv bedingt auf ca. 4 mm begrenzt, da ansonsten beim Profilieren der Freifläche in den Grundkörper geschliffen würde. Als höherwertige Ausführung mit größerer Bestückungsdicke für mehr Standwege gibt es deshalb MAN-Fräser mit Abweisern.
Diese werden bei jedem Nachschärfen auf den zulässigen radialen Schneidenüberstand zum Abweiser von 1,1 mm zurückgeschliffen (Bild 8 und 9).
Geschlossene Profile, die auch seitlich an den Flanken einen Freiwinkel haben, werden beim Nachschärfen zusätzlich zu der oben beschriebenen Abflachung auch in der Breite verzerrt. Um diesen Effekt auszugleichen, sind hochwertige Fräser mehrteilig ausgeführt. Die seitliche Profilveränderung wird durch maßlich abgestimmte Zwischenringe ausgeglichen. Dadurch sind viele Nachschärfungen möglich, während ein solcher Fräser in einteiliger Ausführung höchstens 1 bis 2 mal nachgeschärft werden kann (Bild 8 und 9).
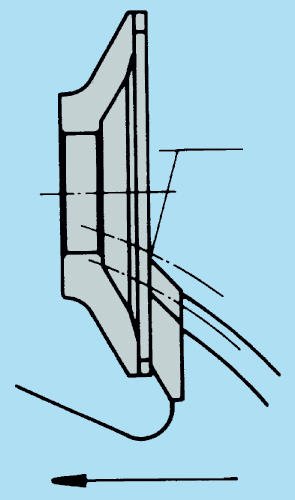
Absolute Profiltreue lässt sich nur bei einer Schneidenform mit balligem Freiflächenschliff erreichen. Typische Werkzeuge für diese Ausführung sind die sog. Massivfräser. Allerdings erfordern diese Fräsertypen eine andere Nachschärftechnik. Beim Schleifen der Spanfläche wird die Schleifscheibe nicht parallel zugestellt, sondern der Fräser wird um seine Drehachse geschwenkt. Dadurch bleibt der Spanwinkel konstant und in Verbindung mit dem speziellen balligen Hinterschliff der Freifläche auch der Freiwinkel. Unter diesen Bedingungen bleibt auch das Profil unverändert (Bild 10 und 11).
Bei allen beschriebenen Fräserausführungen verringert sich grundsätzlich der Durchmesser bei jedem Schärfvorgang, was anschließend neue Einstellungen an der Maschine erforderlich macht, die zum Teil ziemlich zeitaufwändig sein können. Dieser Nachteil lässt sich nur mit so genannten Konstantwerkzeugen umgehen, bei denen die Schneiden derartig bewegbar im Grundkörper befestigt sind, dass sie nach dem Schärfen immer wieder dieselbe Durchmesserposition einnehmen und damit konstant in Profil und Durchmesser sind. Solche Werkzeuge sind prädestiniert für Anwendungen, bei denen es auf Passungsgenauigkeit und Maßkonstanz ankommt, wie z. B. bei Konterprofilen oder Rundstabprofilen.
Schau genau
Wie die Ausführungen in diesem Beitrag gezeigt haben, kommt es bei der Beurteilung von Fräsern nicht nur auf oberflächliche Qualitätsmerkmale an, sondern ganz entscheidend auch auf die für die jeweilige Anwendung geeignete Fräserkonzeption. Ein vordergründig preiswertes Werkzeug kann sich in der Anwendung als Kostenfresser erweisen, weil es nicht die erwartete Bearbeitungsqualität erbringt oder umständlich und ungenau im Handling ist. Genaues Hinsehen vor dem Kauf zahlt sich später aus. ■
Teilen:








{kind=link}