









Fräsen beim Zuschnitt eröffnet rationelle Optionen – vor allem dann, wenn es um Losgröße 1 geht: Mit der Investition in eine automatisierte Fertigungskombination hat der Küchenhersteller Wekumat automatisiertes Plattenhandling und hochflexible Nesting-Teilebearbeitung schlüssig verknüpft. Manfred Maier
Ursprünglich wollten wir in eine neue Plattenaufteilsäge investieren, aber dann sind wir auf ganz andere Fertigungsideen gekommen“, konstatiert der umtriebige Firmenchef Matthias Kühn im großzügigen Wekumat-Showroom und fügt hinzu: „Wir stecken noch mitten in einer tiefgreifenden Umstrukturierung.“
Den Hintergrund dazu vermittelt der Blick auf die jüngere Firmengeschichte des Küchenherstellers: Nach Jahren der Selbstständigkeit mit einer eigenen Firma zog es Matthias Kühn zurück ins elterliche Unternehmen im unterfränkischen Elsenfeld. Dort hatte sein Vater Werner Kühn aus einer kleinen Schreinerei ab 1967 Wekumat über Jahrzehnte hinweg zu einem renommierten Hersteller für individuelle Küchen entwickelt und überregional etabliert. Nach dem Tod des Firmengründers übernahm Matthias Kühn 2008 die Firmenleitung des durch den Branchenwandel in Bedrängnis geratenen Küchenwerks.
Was er vorfand, klingt nach einer Herkulesaufgabe: Der veraltete, von der Serienfertigung geprägte Maschinenpark und die eingefahrenen, nicht mehr zeitgemäßen Unternehmens- und Fertigungsstrukturen passten nicht mehr zur völlig veränderten Marktsituation. Schritt für Schritt hat Kühn das Unternehmen wieder auf Kurs gesteuert und an die aktuellen Erfordernisse des Marktes und der Technik angepasst. Die grundsätzliche Ausrichtung hat er fortgeführt: Unter dem Slogan „Wir machen Küche“ agiert Wekumat nach wie vor mit direkter Vermarktung an Endkunden: Beratung, Planung, Fertigung und Montage aus einer Hand. Kundengewinnung und Verkauf erfolgen über den Standort Elsenfeld-Rück und eine Showroom-Filiale in Rödermark für das Rhein-Main-Gebiet.
Mit 53 Beschäftigten werden derzeit jährlich rund 600 hochwertige Küchen produziert. Eine besondere Wekumat-Stärke ist die Kücheneinrichtung nach Maß. Keine Küche gleicht der anderen: „Vielfalt und individuelle Kundenwünsche kennen keine Grenzen. Die drastischen Folgen auf die Fertigung sind eine echte Herausforderung“, so Kühn.
Warum eigentlich nicht Nesten?
Paketschnitte und herkömmliche Teilefertigung in größeren Stückzahlen auf Zwischenlager, so Matthias Kühn, war gestern: Der Wunsch nach echter Losgröße-1-Fertigung in hoher Flexibilität führte das Wekumat-Team weg vom herkömmlichen Zuschnitt auf der Plattensäge hin zum Nesting. Im Klartext: Formatieren, komplettes Vertikalbohren, Nuten, Ausschnitte und Formteile fräsen in einem Schritt auf einer CNC-Maschine. Mehr noch: Das Ganze aus Platten-Halbformaten, direkt beschickt aus einem voll automatisierten Plattenlager. Matthias Kühn: „Das hat uns verfahrenstechnisch überzeugt und in der Folge haben wir alle relevanten Anbieter gecheckt.“ Das Rennen um die Großinvestition gewann der italienische Maschinenhersteller Biesse, der mit einer sorgfältig geplanten Fertigungslösung inklusive Winstore-Plattenlager überzeugen konnte. Kühn fügt hinzu: „Das integrierte Gesamtkonzept und das umfassende Nesting-Know-how von Biesse haben uns zusätzliche Sicherheit vermittelt.“
Automatische Ordnung
Startpunkt des vollkommen automatisierten Fertigungsablaufs ist das automatische Biesse-Flächenlager „Winstore K1“, in dem sämtliche Plattenmaterialien (ausgenommen Schichtstoffe) in definierten Mindestmengen bevorratet und computergesteuert verwaltet werden. Mit rund 50 Stapelplätzen wurde es auf die Bedürfnisse von Wekumat angepasst. Plattenformate bis zu einer Länge von 5200 mm in Materialdicken von 3 bis 40 mm, Schmalteile bis 450 mm Breite, sortenreine und gemischte Stapelplätze sind auf einer Fläche von 24 x 9 m bedarfs- und wegeoptimiert angeordnet. Beim automatischen Einlagern werden die Platten am Einlagerungs-PC mit ihren Identnummern erfasst und stehen für Logistik und Bearbeitung im System.
Vom Einstapeln bis zur Beschickung der Nesting-Maschine: Mit präziser Messtechnik ausgestattet, transportiert und stapelt der robuste Manipulator mit Scherenarm-Hubsystem Platten bis zu 250 kg in zügigen Abläufen. Ein Winkelkorrektur- bzw. Ausrichtsystem gewährleistet eine perfekte Lage der Stapel. Dadurch vermeidet man ein Wandern von Stapeln bzw. Platten beim Um- und Einlagern. Durch die Gewichtserkennung wird ein Anheben von mehreren Platten verhindert.
Mit dem drehbaren Saugerrahmen (0 bis 180°) können Platten, falls erforderlich, gedreht und optimiert der Nesting-Maschine zugeführt werden. Dazu wird bei Wekumat kommentiert: „Der Manipulator arbeitet oberflächenschonend und richtet die Platten sehr präzise aus. Das hat unsere Erwartungen übertroffen.“ Eine Besonderheit ist die eingebaute Weiche. Hier werden z. B. Rohplatten zum Furnieren ausgeschleust und nach der Bearbeitung wieder eingelagert.
Der vollautomatische Betrieb vereint die gesamte Lagerverwaltung mit der Anbindung an das ERP-System und die Nesting-CNC. Die Lagersteuerung von Biesse erfasst und managt den gesamten Plattenbestand einschließlich Resteverwaltung.
Integrierte Datenvernetzung
Für die integrierte Kommunikation mit der Nesting-CNC ist gesorgt: Die übergreifende Datenkoppelung ermöglicht die Verarbeitung von Auftragsdaten an der Nesting-Maschine. Erst die passende und vernetzte Software sorgt für die komplette Automatisierung. Bei Wekumat sind mehrere miteinander kommunizierende Softwarebausteine im Einsatz. Die im 3D-Grafikprogramm von TCP geplanten Küchen werden in dem ERP-Programm Culina des Softwarehauses ESS GmbH zu Stücklisten aufgelöst. Im CAD/CAM-System NC-Hops erhalten die parametrisch angelegten Bauteile ihre NC-Bearbeitungsprogramme. Die Software Biesse-Nest schachtelt die benötigten Bauteile in die Halbformatplatte oder in einen wiederverwendbaren Rest und sorgt für minimierten Verschnitt. Damit stehen alle notwendigen Daten für die Lagerlogistik und die Nesting-Bearbeitung bereit.
Küche für Küche
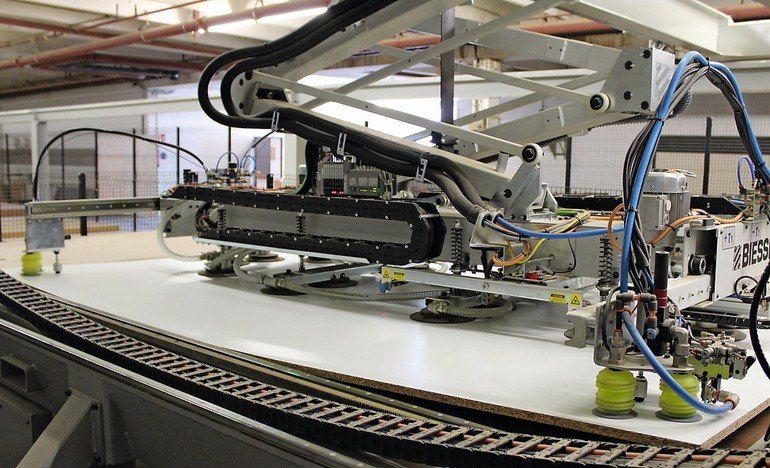
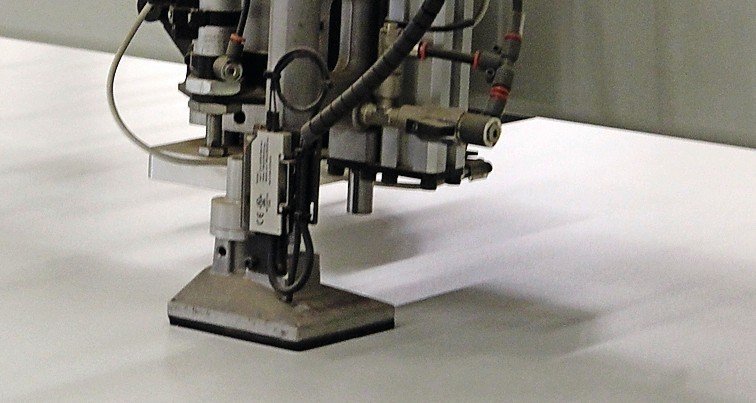
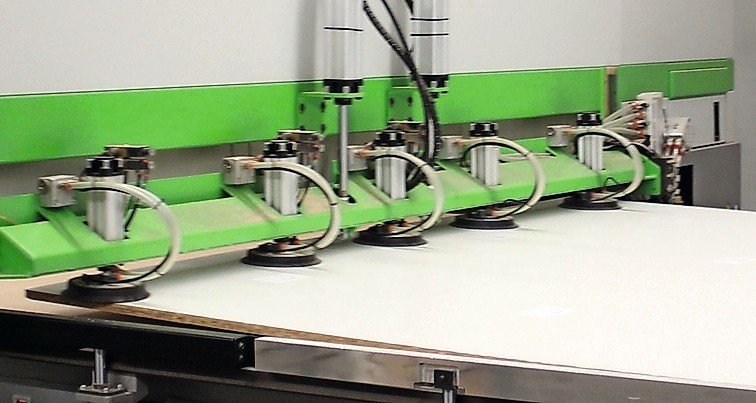
Produziert wird auftragsbezogen, Küche für Küche: Der Maschinenbediener an der Nesting-Zelle ruft am PC den jeweiligen Auftrag auf und die Durchlauf-Produktion kann starten. Der Manipulator fördert die benötigte Platte aus dem Lager auf einen Vorlegetisch mit Pertinax-Auflage. Bereits dort werden die Halbformate exakt ausgerichtet und die einzelnen Bauteile entsprechend ihrer Lage im programmierten Nest etikettiert. Per Vakuum-Saugtraverse werden die Platten einseitig leicht angehoben und auf den mit einer Opferplatte versehenen Vakuum-Rastertisch (4300 x 2200 mm) mit hoher Vakuumleistung des CNC-Bearbeitungszentrums gezogen, dort an Referenzanschläge und lineare Halteanschläge positioniert und fixiert.
Für höchste Präzision startet die Rover A GFT die Bearbeitung von innen nach außen mit dem Vertikalbohren. Anschließend wird genutet. Durch den Einsatz von zwei Nutsägen (in x und y) spielt die Lage des Werkstücks im Nest keine Rolle. Abschließend werden die Teile – im Schnitt zehn pro Halbformatplatte – mit einem 12-mm-Dia-Schaftfräser (3 x 3 Schneiden über die gesamte Nutzlänge) und Vorschüben bis 25 m/min formatiert. Sehr schmale Teile werden in zwei Fräsvorgängen ausgefräst. Zahlreiche Bauteile (auch Fronten) sind danach bis auf das Kantenanleimen montagefertig. Erforderliche Horizontalbohrungen werden auf einer separaten Einzelmaschine durchgeführt.
Zum Austransport schiebt die Rover das gesamte Nest auf ein Transportband. Wirksame Absaug- und Reinigungsvorgänge vor, in und nach der Nesting-Maschine mit sogenannten Sweeper-Brücken sorgen für Sauberkeit. Über das Auslaufband werden die Teile taktweise zur Entnahme gefördert, und dort entsprechend ihrer Etiketten in Kommissionswagen sortiert. Währenddessen bearbeitet die CNC bereits die nächste Platte. Biesse nennt eine Span-zu-Span-Zeit von 40 s.
Nesting und mehr
Die Rover A GFT in Gantrybauweise (beidseitig geführtes und angetriebenes Portal) trägt nicht nur die Attribute einer hochpräzisen Nesting-Maschine, sondern verfügt über alle Ausstattungsmerkmale eines universellen Fünfachs-CNC-Bearbeitungszentrums. Dafür sorgt u. a. die komfortable Aggregatebestückung:
- Leistungsstarke, interpolierende Fünfachsspindel (HSK F63) mit 12 kW (bis 20 000 min-1).
- Bohrkopf mit 26 einzeln abrufbaren Spindeln bis 6000 min-1.
- Revolver-Werkzeugmagazin mit 16 Plätzen an der Bearbeitungseinheit.
So ausgestattet, wird die Rover mit Programmierung in NC-Hops wie eine Fünfachs-Einzelmaschine für Sonderteile aller Art in manueller Beschickung genutzt. Dafür kann der Rastertisch einfach mit Blocksaugern völlig frei bestückt werden.
Vielschichtige Rationalisierungseffekte
Mit der Realisierung der automatisierten Losgröße-1-Fertigung konnte Wekumat erhebliche Rationalisierungseffekte erzielen. Das neue Verfahren mit der Lager-Nesting-Kombination habe organisatorisch und fertigungstechnisch viele Türen aufgestoßen. Nach den bisherigen Erfahrungen ist Kühn überzeugt: „Nesting hat bei Losgröße-1-Fertigung im Vergleich zum konventionellen Verfahren mit einer Plattenaufteilsäge große Vorzüge. Der deutlich vereinfachte und automatisierte Fertigungsfluss macht es uns heute sehr viel leichter.“
Neben dem großen Zugewinn an Flexibilität bis hin zur Möglichkeit der Just-in-time-Fertigung nennt der Wekumat-Chef zahlreiche Einsparungen: „Wir konnten die Lagerbestände und personalintensives Materialhandling entscheidend reduzieren.“
Die Frage nach dem Verschnitt beim Nesting beantwortet Matthias Kühn so: „Vorher war er größer.“ Biesse selbst nennt eine mögliche Plattenausnutzung je nach Werkstückformen zwischen 85 und 95 %. Gegenüber der bisher praktizierten Teilefertigung rechnet Kühn auf die gesamte Lager-Nesting-Kombination gesehen mit einer Einsparung von fünf Mitarbeitern. Der Hinweis auf den latenten Mangel an qualifizierten Fachkräften ist ihm in diesem Zusammenhang besonders wichtig.
Matthias Kühn zieht abschließend positiv Bilanz: „Wir haben einen großen Schritt in die Zukunft gemacht. Alles in allem wird sich die hohe Investition mittelfristig gut rechnen.“ I
Der Autor

Dipl.-Ing. (FH) Manfred Maier war viele Jahre BM-Chefredakteur und arbeitet heute als freier Fachjournalist.
Teilen:








{kind=link}