



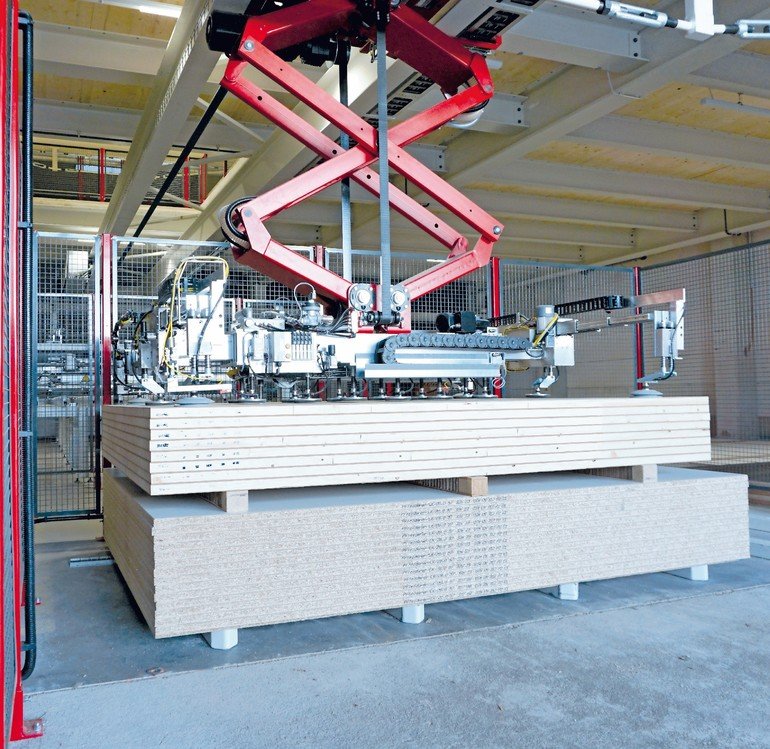




Eine individuell konzipierte Losgröße-1-Fertigungsanlage der Ima Schelling Group ist das neue Herzstück der maschinellen Vorfertigung bei Reinhold Keller. Sie gewährleistet eine gleichbleibend hohe Qualität der Bauteile, verbessert die Effizienz der Prozesse und steigert die Kapazitäten in der Produktion.
Als „One-Stop-Shop“ der Innenausbaubranche sind McDonald‘s, die Accor-Hotelgruppe, das Fashionlabel Superdry oder die Fitnesskette McFIT nur ein kleiner Auszug aus einer langen Liste zufriedener Kunden, die von dem besonderen Service der Firmengruppe und der Qualität „Made in Germany“ überzeugt sind. Gerade Letzteres ist ein wichtiges Unterscheidungsmerkmal: „Während viele Wettbewerber in den letzten Jahren immer mehr Leistungen ausgelagert haben, setzten wir konsequent auf den Ausbau eigener Ressourcen“, erläutert Christian Genzler, Technische Leitung und Organisation bei Reinhold Keller. „Wir produzieren fast alles in unseren eigenen Werkstätten.“
Holzteile, die Grundlage für den Innenausbau
Die maschinelle Vorbearbeitung von Holzteilen ist für Keller entscheidend, schließlich entstehen hier die Grundlagen für den individuellen Innenausbau. Denn für Tische, Schränke, Theken, Verkleidungen usw. werden individuell zugeschnittene und bekantete Holzteile benötigt. Die Basis hierfür sind zum Beispiel Span- oder Tischlerplatten, die Keller in einer großen Vielzahl auf Lager halten muss – woraus sich zunehmend Platzprobleme ergaben.
„Generell konnte unsere bestehende Anlage für die Vorfertigung von Holzteilen den Anforderungen unseres wachsenden Unternehmens nicht mehr genügen“, schildert Genzler. „Wir waren ganz klar an unsere Kapazitätsgrenzen gestoßen. Schließlich musste wir uns entscheiden.“ Die Entscheidung war, die alte Anlage gegen eine neue auszutauschen – mit dem Ziel, über eine entsprechende Leittechnik eine Teileverfolgung zu implementieren und darauf aufbauend die einzelnen Prozessschritte so weit wie möglich zu automatisieren. In Kombination mit einer optimierten Lagerhaltung ergibt sich dadurch eine merkliche Steigerung der Fertigungskapazität.
Klare Vorgaben für die Planer
Als Partner für die Umsetzung dieses Projekts wurde die Ima Schelling Group gewählt, die sich auf die Realisierung anspruchsvoller Anlagenlösungen im Bereich der Holzbearbeitungsindustrie spezialisiert hat.
Bei Reinhold Keller gab es ganz klare Vorgaben – außer der verstärkten Technisierung und Automatisierung sollte die neue Anlage vor allem ein großes Teilespektrum unterstützen: „Wir müssen rund 5000 unterschiedliche Teile in Losgröße-1 fertigen können, und zwar mit Maßen, die von 250 x 100 mm bis zu 3000 x 1300 mm groß sein können“, erläutert Genzler. Zudem existierten räumliche Grenzen, denn die Anlage sollte in die bestehende Produktionshalle integriert werden – natürlich sind dabei die baulichen Gegebenheiten zu berücksichtigen.
Was kann die Anlage nach Maß?
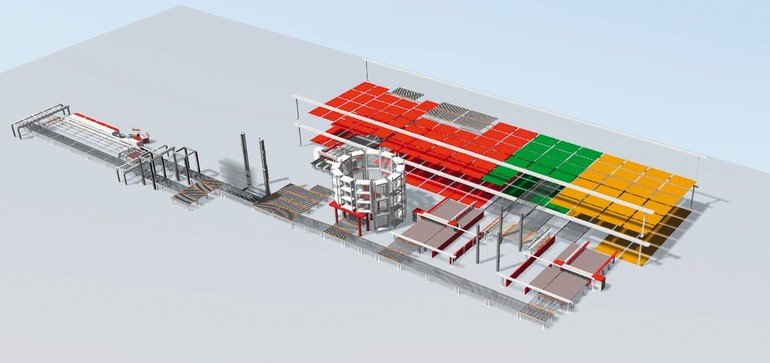
„Wir konzipierten eine individuelle Anlage, die sowohl technisch als auch räumlich sitzt wie ein Maßanzug“, so Martin Papst, Projektleiter bei Schelling. „Das beginnt beim Lagerplatz, der sich über zwei Etagen erstreckt, um die gesamte Hallenhöhe auszunutzen.“ Die doppelstöckigen Flächenlager des Typ Vs-16 von Schelling sparen dank der komplett automatisierter Organisation wertvolle Zeit und teuren Lagerplatz. Die per Lkw gelieferten Rohplatten werden abgeladen, eingescannt, eingelagert und bedarfsgerecht den entsprechenden Sägen zugeführt. Insgesamt drei Schelling-Plattenaufteilanlagen – zwei Modelle des Typs ls-1 sowie eine manuell bediente fh-5 – sorgen dafür, dass die Rohplatten flexibel und effizient auf die benötigten Maße zugeschnitten werden können. Im Anschluss laufen die Teile über ein automatisches Teiletransportsystem in einen Pufferbereich, den Ima für die Anlage konzipierte. „Es handelt sich hierbei um einen Etagenpuffer zwischen Säge und Kantenanlage“, erläutert Martin Hofmeier, Projektleiter bei Ima. „Mit seiner Hilfe lassen sich zum Beispiel Leistungsspitzen ausgleichen.“
Kantenverleimung mit PUR-Leim
Die nächste Station der Holzteile ist eine Format- und Kantenbearbeitungsmaschine des Modells Combima. „Die flexible Losgröße-1-Fertigung ist sozusagen das Spezialgebiet der einseitigen Combima“, so Hofmeier. „Sie gewährleistet eine qualitativ hochwertige Kantenbearbeitung an immer anders dimensionierten Werkstücken.“ Je nachdem, wofür die Holzteile später benötigt werden, bekantet die Combima bei Keller ein- bis vierseitig. In diesem Fall werden die Kanten mit Polyurethan (PUR) verleimt.
Restplatten effizient verwalten und nutzen
Die bekanteten Werkstücke werden über eine Beschickungs- und Umsetzanlage zu einem Handentnahmeplatz weitertransportiert. Die Sortierung erfolgt softwaregestützt und berücksichtigt zum Beispiel, ob die Holzteile noch weiterbearbeitet werden müssen. Auch eine projektbasierte Zuordnung ist möglich. Zusätzlich ist ein wichtiger Bereich der Anlage das Restelager mit einem Handling-Roboter. „Von den großen Rohplatten werden oftmals nur kleine Stücke benötigt“, erläutert Martin Papst. „Der Rest wird automatisch eingelagert und für eine weitere Nutzung bereitgehalten. So entstehen aus einer Platte möglichst viele Teile und der Verschnitt lässt sich gering halten.“
Vom Zuschnitt bis in den Bankraum
Die Anlage bei Reinhold Keller ist erst seit kurzer Zeit in Betrieb, Christian Genzler kann dennoch bereits ein Fazit ziehen: „Wir sind sehr zufrieden mit der Leistung der Anlage. Alle Prozesse von der Lagerbewegung über das Sägen bis hin zur Bekantung erfolgen in Bestzeiten.“ Auch von der Zusammenarbeit mit Ima Schelling ist der technische Leiter begeistert – vor allem von der Motivation der Ansprechpartner und der merklichen Erfahrung aus gleichartigen Projekten. „Über das neue Fertigungsleitsystem können wir nun alle Betriebsaufträge steuern – vom Zuschnitt der Holzteile bis weit in den Bankraum. Dafür ist die Anlage Dreh- und Angelpunkt.“ (lp/Quelle: Ima-Schelling)








{kind=link}