












Als Markus Thanner im Januar 2008 die M. Rees Möbelwerkstätte in Ulm übernahm, waren dort 23 Mitarbeiter beschäftigt. Seitdem hat der Schreinermeister und Holztechniker mit seinem Betrieb, in dem er einst selbst seine Schreinerlehre absolvierte, eine bemerkenswerte Entwicklung genommen: Die Mitarbeiterzahl stieg auf 48 (40 davon in der Produktion), die Produktionsfläche verdoppelte sich nahezu auf 3000 m². Hinzu kommen ein 350 m² großes Fertigteile- sowie ein 300 m² großes Teilelager.
Neben dem individuellen Möbel- und Innenausbau ist Rees auch leistungsstarker Zulieferer für große Ladenbauer. Hier übernimmt das Unternehmen für seine Kunden bei Bedarf auch die komplette Verpackung samt Logistik.
Zulieferer für Schreinerkollegen
Unter der Marke „möbelmat“ ist Rees seit mehr als zehn Jahren als flexibler Zulieferer für Kollegen unterwegs. Dabei stellt man Schreinerkollegen einen Onlineplaner zur Verfügung, der die unkomplizierte Konfiguration von Standardkorpussen ermöglicht. Darüber hinaus werden auch absolut individuelle Möbel und Innenausbauten für Kollegen gefertigt. Hinzu kommen Freiform- und Frästeile, beliebig mit Ausschnitten und/oder Eckausklinkungen versehen.
Moderne Bearbeitungstechnologien
Der Produktionsablauf: Nach der Konstruktion mit der Imos-CAD-Software werden zunächst auf einem Homag-Bearbeitungszentrum (BHP 200) im Nesting-Verfahren bis zu 3200 x 2200 mm große Platten formatiert, in der Fläche gebohrt und gefräst. Die ggf. erforderlichen rückseitigen Bohrungen (etwa bei Schrankmittelseiten) werden auf einer BHX 200 D (Homag) ausgeführt. Auf einem weiteren CNC-Bearbeitungszentrum (Homag Venture) werden beispielsweise solche Sonder- oder Einzelteile bearbeitet, die nicht genestet werden.
Nach dem Anfahren der Kanten auf einer Kantenanleimmaschine vom Typ Homag KAR 370 mit Teilezuführung und automatischer Rückführung übernimmt ein Dübelautomat das Bohren und Einleimen der Dübel.
In der Produktion geht es richtig rund: Die Nestinganlage, Kantenbearbeitung und auch das CNC-Bearbeitungszentrum sind sehr gut ausgelastet und laufen im Zweischichtbetrieb.
„Wir brauchen perfekte Produktionsdaten“
Thanner und sein Team haben klare Ziele, wie die Produktion laufen muss: schnell, effektiv, prozesssicher, rüstkostenoptimiert, automatisiert und natürlich kosteneffizient. Markus Thanner: „Das schaffen wir nur mit perfekten Produktionsdaten. Allerdings wollen uns einige Faktoren daran hindern. Die Vielzahl an Materialien, Materialdicken, Bauteilformen und -größen, Konstruktionen und Losgrößen sind dabei eine echte Herausforderung. Die Kunst besteht darin, aus der Kombination all dieser Varianten sozusagen den jeweils perfekten Datensatz zu generieren.“
Das war mit der bisherigen Softwarestruktur nicht in dem Maße möglich. Um diesem Ziel einen großen Schritt näher zu kommen, hat Thanner Kontakt mit Homag aufgenommen.
Mit dem Fertigungsleitsystem ControllerMES bietet der Maschinenhersteller eine Software an, die Konstruktions- und Stücklistendaten intelligent und maßgeschneidert so zusammenführt und anreichert, dass für jedes einzelne Teil sämtliche Prozesse, Bearbeitungsproramme und Arbeitsschritte eindeutig definiert sind. All diese Informationen sind mit der Identifikationsnummer verknüpft, die jedes Teil erhält. Klingt einfach, ist es aber bei der Umsetzung nicht. Der Teufel steckt auch hier im Detail – besonders aufgrund der extrem großen (zuvor beschriebenen) Variantenvielfalt.
Im Frühjahr 2018 hat das Rees-Team zusammen mit den Homag-Experten definiert, was genau ControllerMES leisten muss. Im Fokus stand dabei immer die kompromisslose Losgröße-1-Produktion. „Dann ging es ans Eingemachte“, blickt Markus Thanner zurück. „Im intensiven Austausch haben wir mit Homag gemeinsam die für uns optimale Strategie und Lösung erarbeitet. Dabei zeigte sich, dass sich nicht alles über Standardfunktionalität in ControllerMES abbilden lässt, sondern auch individuelle Programmierungen und Anpassungen erforderlich sind.“
Intelligentes Datenmanagement
Der neue Datenworkflow: Nach der Konstruktion mit Imos CAD erstellt Imos CAM zunächst die CNC-Programme und legt diese auf dem Server ab. Sämtliche Stücklisten- und Bauteildaten werden hingegen an ControllerMES übergeben. Beim Import der Daten ins Fertigungsleitsystem nimmt dieses jedes einzelne Bauteil unter die Lupe und generiert die individuell optimale „Produktionsroute“ (Fertigungsstrategie). Routen sind dabei nichts anderes als Regeln, die aus der Summe aller Bauteileigenschaften dessen Produktionsprozess eindeutig definieren. Die Kunst im Zuge des Projekts bestand also darin, eine unglaubliche Vielzahl solcher Fertigungsrouten zu definieren. Beispiel: Wenn ein Teil 2800 mm lang und 30 mm breit ist, erfordert dies zunächst ein Aufteilen mit Übermaß und zu einem definierten späteren Zeitpunkt ein Ausschleusen aus dem Kantenanleimprozess und Auftrennen auf Endmaß.
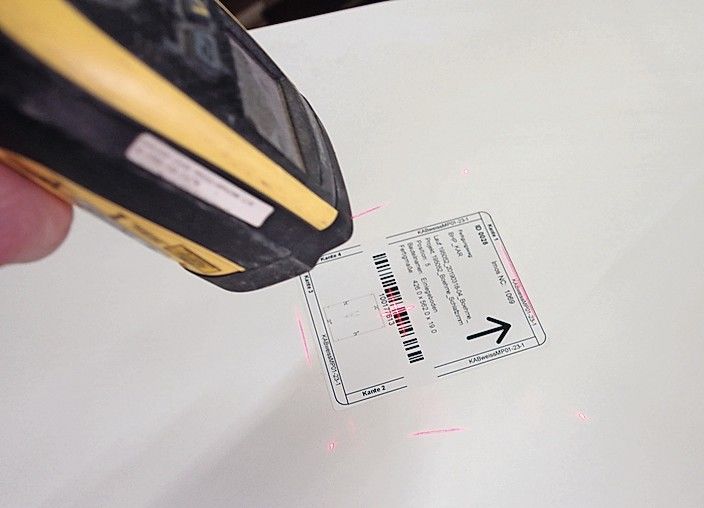
Über solche Aspekte müssen die Arbeitsvorbereiter bei Rees heute nicht mehr nachdenken – ControllerMES erkennt das anhand der Bauteildaten und organisiert vollautomatisch den Prozess. Hinterlegt sind alle diese Infos hinter der bereits erwähnten eindeutigen Identifikationsnummer, die jedes Bauteil erhält und die per Scan des Teileetiketts dafür sorgt, dass dem Maschinenbediener eindeutig gesagt wird, was zu tun ist. An der Kantenanleimmaschine wird beispielsweise angezeigt, wie das Teil einzulegen ist, an der CNC das von Imos CAM generierte Bearbeitungsprogramm gestartet.
Fertige Arbeitsschritte werden in ControllerMES automatisch zurückgemeldet. So ist stets sichergestellt, das ein Teil z. B. erst dann verpackt werden kann, wenn es auch tatsächlich vollständig bearbeitet wurde.
Prozesse nachhaltig optimiert
Knapp ein Jahr hat das Projekt in Anspruch genommen. Markus Thanner: „Bei seriennaher Fertigung, wie wir sie als Zulieferer für Ladenbauer praktizieren, haben wir eine Datendurchgängigkeit und Prozesssicherheit von 99 Prozent. Ein bisschen was geht da natürlich immer noch. Im Bereich der absolut individuellen Losgröße-1-Fertigung haben wir dank ControllerMES einen großen Sprung auf rund 90 Prozent gemacht.“
Nach den Nutzeffekten gefragt, ergänzt er: „Wir haben die Kapazität spürbar erhöht, arbeiten fehlerfreier und wissen jederzeit, wo unsere Aufträge stehen. Auch Nachfertigung ist heute kein Albtraum mehr wie früher, sondern total easy.“ Mit einem Schmunzeln legt er nach: „Ach ja, wir arbeiten auch nicht mehr samstags.“
 BM-Chefredakteur Christian Närdemann
BM-Chefredakteur Christian NärdemannDas ist mir aufgefallen
Ärmel hoch und durch
Markus Thanner und sein Team haben im zurückliegenden Jahr kräftig Gas gegeben und hunderte sogenannte Fertigungsrouten definiert – also Regeln, die es erlauben, aus absolut individuellen Bauteildaten optimale Fertigungsstrategien zu generieren. Die dazu erforderliche Intelligenz und Basis liefert das Fertigungsleitsystem ControllerMES von Homag.
Der Lohn für diese Arbeit: Das Ulmer Unternehmen ist jetzt in der Lage, eine extrem große Vielfalt an Materialien, Formen und Konstruktionsvarianten automatisiert (und damit auch sehr schnell) in und durch den Fertigungsprozess zu schleusen. Getrieben wird das erfahrene und motivierte Team dabei von dem eigenen Anspruch, auch große Aufgaben möglichst einfach zu lösen. Daumen hoch!
Mehr zum Thema Vernetzte Werkstatt








{kind=link}