












Eigentlich hat Markus Brunner, Schreinermeister und Chef seines Ein-Mann-Unternehmens aus dem oberbayerischen Valley, mit dem Auftrag der Firma Marstaller einen dicken Fisch an Land gezogen. Wenn da nicht die Produktion von 10 800 Leisten damit verbunden gewesen wären – 18 mm stark, 54 mm breit und 1350 mm lang – die aus 1500 mal 3000 mm großen Multiplex-Platten herausgeschnitten werden mussten. Und die Aussicht auf stabile Auftragseingänge jedes Jahr waren schon tolle Bedingungen.
Dabei fing alles ganz harmlos an. „Die Firma Marstaller, mit der wir schon über 60 Jahre gut zusammenarbeiten“, erinnert sich Markus Brunner an die Anfrage, „hatte für ihre Industriekoffer ‚19-Zoll-Rack‘ eine neue Inneneinteilung entwickelt.“ Das 120 Jahre alte Unternehmen – keine 10 km von der 155 Jahre alten Schreinerei – entfernt, produziert extrem robuste und hochwertige Koffersysteme, die vor allem mit ihrem „Innenleben“ glänzen, das individuell auf die Kunden abgestimmt ist. Die Nutzer dieser Koffersysteme kommen nicht nur aus der Eventindustrie. Hochwertige elektronische Geräte wollen unversehrt ihren Einsatzort erreichen. Ebenso können die flugtauglichen Flightcases als Präsentationskoffer, Monteur- oder Werkzeugkoffer verwendet werden.
Großauftrag für die Ein-Mann-Schreinerei
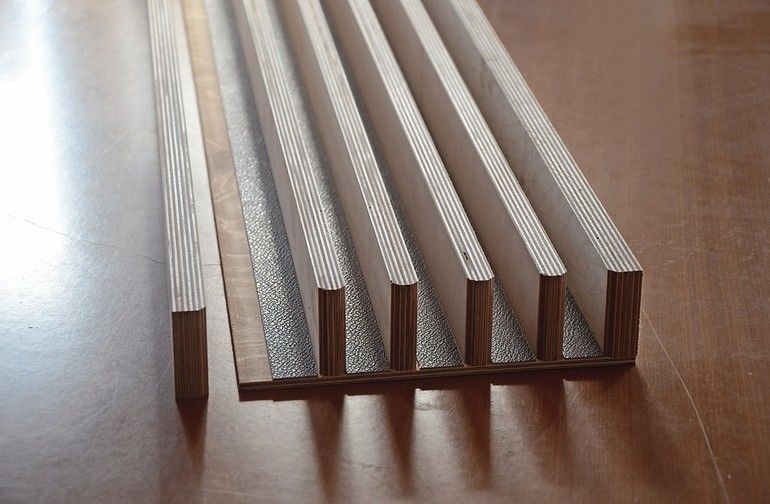
Brunner war es gewöhnt, kleine Mengen liefern zu müssen – und das natürlich kurzfristig. Aber bei dem neuen „Innenleben“ handelte es sich um Einschübe für Diffusoren, Wabenblenden, Licht- und Beleuchtungsfilter. Und genau dafür wurden sechs Streifen gebraucht, die auf die Rillenplatten der Einschübe zu leimen waren. Doch diese Elemente wurden dann auch noch doppelt gebraucht – einer unten und einer oben im Industriekoffer.
Was nach Abgabe des Angebots noch nicht klar war, brachte dann der erste Auftrag ans Licht: Markus Brunner sollte schnellstens die Rillenplatten der Einschübe für 900 Industriekoffer liefern. Es mussten also 10 800 Streifen produziert werden. Das war 2018 und war eine große Herausforderung für die kleine Ein-Mann-Schreinerei. „Ich war zig Tage nur mit Sägen beschäftigt“, denkt Markus Brunner mit Schrecken zurück. Denn es gab da noch ein zweites Problem: die Multiplex-Platten, im Standardformat 1500 x 3000 mm groß, mussten in drei Teile geschnitten werden, damit sie überhaupt vernünftig handhabbar waren. Und dazu kam noch, dass die neuen Industriekoffer der Renner wurden und nach der Prognose jährlich 300 Stück für Licht- und Beleuchtungsfilter gebraucht würden. Das hätte für die Schreinerei Brunner bedeutet, 2019, 2020 und weitere Jahre mindestens 3600 Streifen für 600 fertig verleimte Rillenplatten herzustellen, um 300 Industriekoffer bestücken zu können.
Aufträge bestimmen den Maschinenpark
Die sonst gut mit Maschinen ausgestattete Schreinerei war mit solchen Großaufträgen einfach überfordert. Mit der vertikalen Zuschnittsäge konnte Brunner seine Multiplexplatten in drei gleiche Stücke aufteilen. Problem: Eigentlich hätte er einen Mitarbeiter gebraucht, um das Plattenhandling humaner zu gestalten. Dann kam die große Stunde der Formatkreissäge Altendorf. Der Säge war die Belastung sicher egal, aber für die menschliche Wirbelsäule garantiert nicht. Dann mussten noch Fasen an die Streifen gefräst werden. Das bedeutete, Tausende von Teilen ein zweites und ein drittes Mal in die Hand zu nehmen. Ohne Schablone – undenkbar. Und dann waren da noch die Rillenplatten, deren Beschichtung an den Stellen abgefräst werden mussten, an denen die Streifen anzuleimen waren. So sah der Ablauf beim ersten Auftrag aus. Das konnten die Verantwortlichen beim Kunden Marstaller nachvollziehen und haben mit Verständnis reagiert.
Aber wie sollte die Lösung der Probleme aussehen? So, wie beim ersten Auftrag konnte es nicht weitergehen. Die Frage lautete: Gibt es überhaupt eine Maschine, und welche Maschine wäre dann geeignet? Wie so oft spielte auch Markus Brunner der Kommissar Zufall in die Hände. Er sah bei einem Kollegen eine Nestingmaschine, die geeignet erschien, für ihn die Lösung zu sein. Er schaute sich im Internet um und wurde von dem Video auf der Felderwebseite angesprochen Die Gewissheit brachte dann der Felder-Verkaufsberater Christian Heiss, den Brunner ins Haus holte. Er empfahl die 4-Achs-CNC-Nestingmaschine Format-4-Profit-H10 mit 16 Werkzeug-plätzen. Im Moment sind neun Plätze für Bohrer und Fräser besetzt, zusätzlich werden für die Sägeeinheit zwei Plätze benötigt, die restlichen fünf Plätze sind noch frei.
Seit dem 27. Mai 2019 hat diese Maschine ihren festen Platz in der kleinen Ein-Mann-Schreinerei gefunden.
Zukunftsweisender „Alleskönner“
Für Markus Brunner ist seine 4-Achs-CNC-Nestingmaschine ein echter „Alleskönner“. Und das ist nicht so übertrieben, wie in den 70er-Jahren des vorigen Jahrhunderts, als ein Doppelendprofiler so genannt wurde, nur weil er Teile in einem Durchlauf formatieren, bekanten, RW-Nut fräsen und fasen konnte. Brunner kann wirklich alle Arbeiten auf der Nesting-Maschine ausführen, die er für die „Innenleben“ der Industriekoffer für Licht- und Beleuchtungsfilter benötigt.
Für die 120 000 Euro, die Brunner dann investiert hat, bekam er nicht nur die Lösung seiner jetzigen Probleme, sondern er konnte sich auch für die Zukunft gut aufstellen, denn er kann ja immer noch Nestingarbeiten ausführen. Zwar nur für rechteckige Teile – aber für kleines Geld kann er auch das Freiformflächen-Software-Modul nachrüsten. Und er kann alle flächenmäßigen Fräsungen und Bohrungen ausführen. Und er braucht keine Schablonen mit großem Zeitaufwand zu basteln. Die Amortisation hat Markus Brunner zwar für sieben Jahre geplant, aber vielleicht geht es auch etwas schneller. Eines aber steht jetzt schon fest: Der gesamte Ablauf aller Arbeiten an den Streifen und Rillenplatten hat sich verbessert und vereinfacht – in puncto Schnelligkeit und Präzision ebenso wie bei Ergonomie und Gesundheit. Und es gibt noch einen interessanten Aspekt für die Wirtschaftlichkeit, die erst beim zweiten Hinsehen erkennbar wird: Mit dem Einsatz der Sägeeinheit entstehen 3,2 mm große Räume zwischen den Leisten. Ein klassischer Fingerfräser mit 9,6 mm Durchmesser „produziert“ dreimal größere Zwischenräume. Das bedeutet in der Praxis, bei 50 Leisten werden 320 mm (50 x 54 mm) mehr Plattenmaterial zerspant. Oder – es können 5,93 Leisten mehr aus der gleichgroßen Platte herausgeschnitten werden.
Workflow mit der neuen Nestingmaschine
So werden heute die Multiplex-Platten in ihren Standardmaßen per Gabelstapler der Nestingmaschine zugeführt. Mit einem selbst gebauten Hebezeug mit Vakuumsauger erfolgt die Positionierung der Platte auf dem Maschinentisch. In der Zeit, in der die Sägeeinheit mit dem Spindelschlitten die Streifen schneidet, kann Markus Brunner – der Ein-Mann-Schreinermeister – andere Arbeiten verrichten. Wenn die Multiplexplatte vollkommen aufgeschnitten ist, werden mit Fräsern die notwendigen Fasen gefräst. Zügig werden die Streifen abgestapelt und die zweite Hälfte der Platte in Stellung gebracht. Ganz wichtig ist Brunner der hohe Unterdruck des gesamten Maschinentisches, den zwei Elektromotoren mit je 5,5 kW erzeugen. Sie ermöglichen, dass die Streifen bis zu ihrem letzten Arbeitsgang präzise positioniert bleiben. Dann konnten die Streifen auf die Rillenplatten der Einschübe geleimt werden. Natürlich waren die Beschichtung der Multiplex-Rillenplatten für die Streifen vorher schon abgefräst worden – natürlich auf der Nestingmaschine mit höchster Präzision und minimalem Zeitaufwand. In der Furnierpresse sind die Verleimungen ausgehärtet. Dann ist Brunner fertig und kann liefern. Die Oberflächenbehandlung findet am Marstaller-Produktionsstandort – im weniger als 10 km nahen Osterwarngau – statt. Zum Schutz der empfindlichen Licht- und Beleuchtungsfilter werden die Oberflächen beflockt, das heißt, auf eine Leimschicht werden filzähnliche Faserstücke aufgetragen, um samt- oder fellähnliche Oberflächeneffekte zu erzielen.
Vitrinen direkt auf der Maschine verleimen
Ein Stück näher an die Standardleistung des Nesting-BAZ kommt die Herstellung von Vitrinen für die Präsentationen von wertvollen Ausstellungsgegenständen. Als Material kommen beidseitig folienbeschichtete MDF-Platten zum Einsatz. Die positionierte Rohplatte ist so groß, dass die gesamte Abwicklung in einem Durchgang hergestellt werden kann. Von den Sockelausfräsungen, über die Gehrung bis hin zu den Glasfälzen und dem Vitrinenoberteil – alles ist fertig. Noch auf dem Maschinentisch werden die Gehrungen beleimt und zusammengefaltet. Aufgesetzte Schablonen fixieren Ober- und Unterteil, üben einen gewissen Druck aus und verbleiben bis zum Abbinden des Leims auf den Korpusteilen. Mit ausreichend Schablonen lässt sich hervorragend eine kleine Fließfertigung realisieren. Nach einem Feinschliff erfolgt die Lackierung mit Hochglanzlack. Im Hause natürlich, denn Markus Brunner verfügt auch über eine professionelle Spritzkabine.
Schreinermeister Markus Brunner ist mit der Anschaffung seiner 4-Achs-CNC-Nestingmaschine mehr als zufrieden, kann er doch mehr Aufträge schneller abarbeiten und muss bei Großaufträgen nicht mehr passen. Er will seinen „ersten“ Mitarbeiter – sein 21-jähriger Sohn Leonhard lernt noch das Schreinerhandwerk in einem befreundeten Betrieb – nicht mehr missen. „Die Maschine bietet so viele Möglichkeiten“, schwärmt er, „und das Programmieren ist so unkompliziert durch eine Vielzahl hinterlegter Masken, dass selbst ich damit zurechtkomme.“ Räumt aber verschmitzt ein, dass sein Sohn doch schneller ist. (oc)
Schreinerei Brunner, 83626 Valley
E-Mail: schreinereibrunner@t-online.de
Mehr zum Thema Vernetzte Werkstatt








{kind=link}