










Rohre aus Metall sind als Halbzeuge aus unserer technischen Welt nicht wegzudenken. Sie verbinden Festigkeit, effektiven und effizienten Materialeinsatz und sogar Ästhetik in oft idealer Weise. Nur Rohre aus Holz scheinen derzeit keine Rolle zu spielen. Die Tragfähigkeit von Massivholz und Holzwerkstoffen ist bezogen auf das Gewicht ohnehin schon hoch. Warum also in der Mitte der Struktur noch Material einsparen? Es gibt diverse wirtschaftliche Verfahren, Metallrohre mit wenigen Fertigungsschritten herzustellen. Punktsieg also für Rohre aus Stahl und Aluminium?
Nicht unbedingt! Aus ästhetischen Gründen können Rohre aus Holz die Wahl sein. Die Firma Lignotube hat bereits aus Furnier gewickelte Rohre auf den Markt gebracht. Bei der Verfahrens- bzw. Maschinenentwicklung hierzu standen Anlagen zur Herstellung von Pappröhren bzw. CFK-Rohren Pate. Diese Furnierröhren begrenzter Länge eigenen sich für viele Einsatzzwecke, sind aber Richtung Leichtbau bzw. Tragfähigkeit nicht ausoptimiert.
Alles aus Holz – Ehrensache!
Bei einem Projekt des Studiengangs Holztechnik an der Technischen Hochschule Ostwestfalen-Lippe stand das Team relativ schnell vor der Aufgabe, entweder Rohre aus Holz oder Holzwerkstoffen auf dem Markt zu finden oder in die Eigenentwicklung zu gehen. Das Formula-Sailing-Team der TH OWL will 2021 mit einem eigenen Skiff am 1001 Vela Cup am Gardasee teilnehmen. Hierzu müssen die Studierenden ein aus mindestens 75 % nachwachsen Rohstoffen bestehendes Segelboot konstruieren, bauen und in einer Regatta gegen andere Teams segeln. Ehrensache für die Lemgoer Holztechniker ist, alles, was nur irgendwie geht, aus Holz zu machen! Die Studierenden kommen oft aus dem Möbel-, Holz- oder Innenausbau – Bootsbauer sind eher selten darunter. Die hydro- und aerodynamische Aufgabe, den Rumpf mit dem Rigg und den Segeln zu konstruieren, wurde pragmatisch durch Reverse-Engineering (Abkupfern) des Privatskiffs des betreuenden Professors gelöst.
Funktion und konstruktive Ansätze
Das in diesem Fall aus CFK- bzw. Aluminium-Rohren und Edelstahldrähten bestehende Rigg über Wasser trägt die Segel und muss aus Stabilitätsgründen extrem leicht sein. Gleichzeitig werden fast alle Komponenten des Vortriebs über die Segel, den Baum und den Mast in das Boot eingeleitet. Konstruktiver Leichtbau ist gefragt und wurde beim Mast (im Original aus CFK) in Form eines aus Lamellen (Oregon-Pine) und Sperrholz (Okumée und Sapelli) bestehenden strömungsgünstigen Spezialprofiles gelöst. Der Baum aus seewasserfestem Aluminium (vermutlich AlMg3 oder besser) mit den Dimensionen
Ø 80 mm x 1,5 mm x 2,58 m sollte durch ein Rohr aus gewickeltem Furnier bei etwa gleichen Dimensionen ersetzt werden. Er sollte das gleiche Biegemoment beim angenommenen Bruch ertragen. Wegen Budgetlimitierungen war die Konstruktion aufwendiger Vorrichtungen ausgeschlossen. Handwerkliche Herstellung war angesagt. Um das Maximum an Biegefestigkeit aus dem Material herauszuholen, sollte zudem der Faserlauf des Furniers angepasst werden.
Furniere von der Rolle sind keilgezinkt und vielfach auf der Rückseite mit PVAc vlieskaschiert. Um auch beim Klebstoff das maximal Machbare zu erreichen, kam Epoxidharz zum Einsatz. Es war zu vermuten und wurde durch Vorversuche bestätigt, dass das PVAc und/oder das Vlies die Festigkeiten herabsetzt. Gleichzeitig ermöglicht das Vlies aber eine bessere Drapierbarkeit. Auch hier wurden Vorversuche – zunächst mit PVAc, später mit Epoxid – durchgeführt. Ohne Vlieskaschierung reißt das Furnier sowohl an der Keilzinkung wie auch in der Fläche entlang der Fasern. Wie zu erwarten war, ist die Drapierbarkeit auch abhängig von der Furnierdicke – gewählt wurden daher
0,5 mm. Das Material wurde dankenswerterweise von der Furwa-Furnierkanten-GmbH, Walkertshofen, bereitgestellt. Wie und womit gewickelt wird, ist also entscheidend. Furnierlagen bis 45° lassen sich wie bei einer Pappröhre wendelförmig aufwickeln. Wegen des Schubes sind diese kreuzweise an der Rohrinnenwand notwendig. Flachere Winkel sind nur normal zum Umfang – ähnlich wie bei einer Küchenpapierrolle – machbar. Das Verfahren kommt industriell beim Wickeln von GFK- oder CFK-Röhren zum Einsatz. Für die äußeren Lagen wurde daher der gesamte Furnierteppich mit den entsprechenden Faserrichtungen zusammengesetzt. Hierbei wurde die Arbeit durch die Firma Wissmann Furnierverarbeitung, Lemgo, unterstützt, die großzügig Mitarbeiter und Anlagen zur Verfügung stellte. Um einen guten Anschluss des Anfangs des Furnierteppichs zu den darunter liegenden Lagen zu gewährleisten, wurde dort ein schmaler Glasgewebestreifen mit einem kurzaushärtenden Epoxid angeklebt.
Handwerkliche Fertigung
Furnier-Prepregs auf Epoxidbasis wurden verworfen, da zu vertretbaren Kosten entsprechende Harzmengen nicht verfügbar waren. Die Herstellung wurde als ein Nassprozess mit einem Harztyp mit einer offenen Zeit von über zwei Stunden ausgelegt. Das Harz wurde nach anfänglichen Versuchen mit Durchlauftränkung im Bad, später mit Pinsel und Spachtel, aufgetragen. Dabei ist ein striktes Einhalten des Arbeitsschutzes notwendig.
Viel Lehrgeld wurde auch bei der Verpressung gezahlt. Um hohe Festigkeiten zu erreichen, sollte der Harzanteil niedrig sein. Schließlich rangieren die Festigkeiten auch der hochwertigen Epoxidharze unter denen des hier gewählten Eschenfurnieres. Weiter schrumpft das Epoxid bei Aushärtung um ca. 5 %, das Eschenfurnier dagegen nicht nennenswert. Um den Formkern entnehmen zu können, muss dieser geteilt und nachträglich deformierbar sein. Die Wahl fiel daher auf ein ausreichend steifes Aluminiumrohr. Unter dem kompletten Eigengewicht durfte das Rohr beim freien Wickeln nicht zu weit durchhängen, da sich sonst die Furnierlagen bei der Wechselbiegung gegeneinander verschieben.
Das Kernrohr wurde der Länge nach geschlitzt. Wird das Rohr später beim Entformen tordiert, verkleinert sich der Durchmesser und eine Schälbewegung zwischen der mit Formtrennmitteln behandelt Aluminiumoberfläche und der Furnierrohrinnenseite tritt auf. Die Kerndeformation durch Schrumpfungs- und Verpressdruck sollte zunächst mit einem zweiteiligen Einlegeformstück verhindert werden. Dies erwies sich aber als nicht-praktikabel und kaum entformbar. Dann wurde der Schlitz überklebt und mit Vakuum verpresst. Für die Abschlusslage wurde ein 110 g/m²-Glas-Leinengewebe gewählt. Dieses macht die Oberfläche druckfester und steigert die Bruchfestigkeit und Sicherheit gegen Splittern bei ruppigen Segelmanövern. Über diese Glaslage wurde ein Abreißgewebe aus PE, eine Lochfolie, ein Saugvlies, ein Gitternetz und Röhren zum gleichmäßigen Absaugen gelegt. Das Ganze wurde mit Klebeband fixiert und zur Aushärtung in einen Vakuumsack gesteckt. Leider lockerte sich dieser noch nicht ausgehärtete Verbund immer etwas, und das Vakuum drückte den Formkern, aber nicht das gerollte Furnier radial zusammen. Es entstehen daher immer Furnierabschnitte, die nicht sauber aufliegen und sich zu Buckeln aufstauen. Eine pragmatische Lösung wurde schließlich in schmaler Stretchfolie gefunden. Diese verklebt nicht mit dem Epoxid und konnte daher direkt nach dem Glasgewebe in gleicher Wickelrichtung als Abschluss- und Drucklage in mehreren Schichten appliziert werden. Beim Aufbringen der Stretchfolie können die Furnierlagen nochmals verdichtet und so fixiert werden – handwerkliches Feeling vorausgesetzt.
Machbar aber teuer
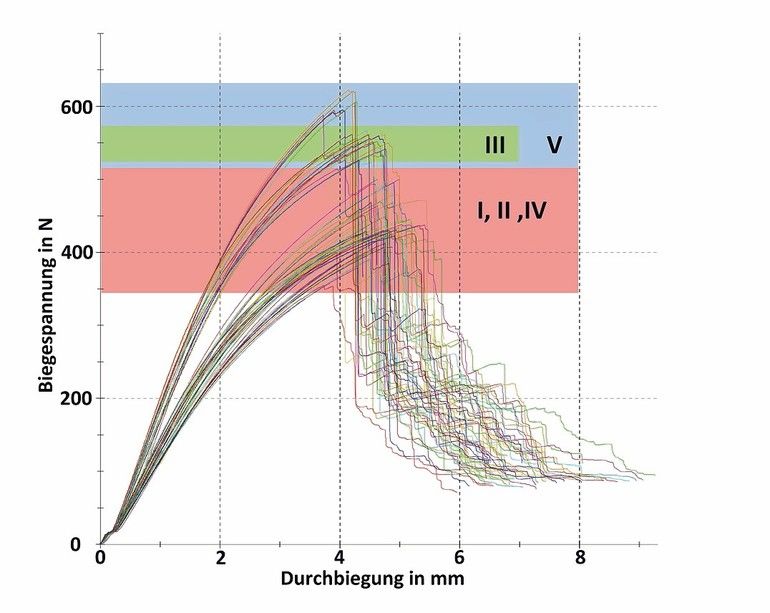
Blieb die Frage, ob das Rohr hält, was es verspricht? Hierzu wurde eine Biegeprüfung analog zu DIN EN ISO 14125:2011 auf einer Universalprüfmaschine durchgeführt. Der vergleichbare Aluminium-Baum erträgt bis zum Bruch 2632 Nm Biegemoment bei 1,31 kg/m, das aus Furnier gewickelte Rohr 2745 Nm bei 1,12 kg/m. Da die Versuchszeiten protokolliert wurden, konnten auch die Herstellkosten für Furnierrohr überschlagen werden. Mit 1000 Euro im Vergleich zu 50 Euro bei Aluminium (z. B. AlMgSi0.5) ist das aus Furnier gewickelte Rohr konkurrenzlos zu teuer. Aber es ist aus Holz, was zu beweisen war!
Die TH OWL war mit einem kleinen Stand auf der Messe „boot“ Anfang dieses Jahres vertreten. Die Anfragen dort beweisen, es gibt einen Markt für diese Rohre zumindest im Yachtbau. Natürlich ist das meist Liebhaberei, ökonomisch ist Segeln aber sowieso eine sinnfreie Betätigung. Ein handwerkliches, beherrschbares Verfahren zur Deckung dieses Bedarfes ist daher durchaus angezeigt.
Studieren in OWL
Sieben Semester
Seit nun über zwanzig Jahren wird der Studiengang Holztechnik an der heutigen Technischen Hochschule Ostwestfalen-Lippe in Lemgo und damit im Herzen des größten europäischen Clusters der Holz- und Möbelindustrie angeboten. Mit einer ungefähren Kapazität von 40 Studienanfängern bietet der siebensemestrige Studiengang eine gute Betreuungsrelation und eine familiäre Atmosphäre. Nach einem Praxissemester im fünften Semester können die Studierenden zwei von drei Vertiefungsrichtungen (Möbelbau und -entwicklung, Industrielle Produktion, Holzbauproduktion) wählen. Die Bachelorarbeit am Ende wird oft in der Industrie aber auch im Rahmen der an der Hochschule laufenden anwendungsorientierten Forschungsvorhaben durchgeführt. Mit einem internationalen, englischsprachigen (4 Semester) oder einem deutschsprachigen (3 Semester) Master kann bei Interesse das Studium fortgesetzt werden.
Über ein in den Bachelorstudiengang integriertes Studienprojekt hinaus bietet die Hochschule regelmäßig fakultative Projekte an. So entstanden in der Vergangenheit zwei Großcanadier, mit denen auch sehr gut gesegelt werden kann. Küchen wurden geplant und auf der Imm Cologne ausgestellt. Zur Ligna wird regelmäßig der Messestand gebaut. Hilfe wurde in Chile und in Ghana über Entwicklungsprojekte angeboten
Der in Italien beheimatete Internationale 1001 Vela Cup bietet gegenüber herkömmlichen Entwicklungs- und Bauprojekten den Vorteil eines extrem hohen Engineering-Anteils bei süchtig machendem Segelspaß. Koordiniert wurden die Aktivitäten durch das fakultative Formula Sailing Team mit Prof. Riegel. Einzelne Arbeitspakte tauchten dann in verschiedenen Lehrveranstaltungen bei unterschiedlichen Professoren auf. Seminar-, Projekt- und Abschlussarbeiten, sowie in diesem Fall eine Masterarbeit, wurden vergeben. Das Projekt wurde großzügig von der Hochschulgesellschaft Ostwestfalen-Lippe mit 10 000 Euro und weiteren Sponsoren unterstützt.
 Meisterlich gestaltet
Meisterlich gestaltet







{kind=link}