












Der Fachkräftemangel in allen Branchen ist seit vielen Jahren bekannt. Bisher scheint es kein Allheilmittel zu geben, um diese Situation zu verbessern. Nichtsdestotrotz passiert an der Gsechs, der Beruflichen Schule Holz, Farbe, Textil in Hamburg, eine ganze Menge, was die Qualifizierung in der C-Technik betrifft.
Seit geraumer Zeit beschäftigt sich ein Personenkreis aus LehrerInnen mit dem Thema, welche Kenntnisse und Fähigkeiten in der C-Technik notwendig sind, um interessante Möbel zu fertigen. Hierzu gab es in der Vergangenheit u. a. drei Projekte, die mit unterschiedlichen Herangehensweisen und einer großen Portion an Eigeninitiative entstanden sind. Die Stolpersteine während der Fertigung führten nicht zum Scheitern, sondern lieferten neue Motivation zum Weitermachen.
Projekt in der Erstausbildung
Im Rahmen eines CAD-CNC-Projektes fertigte eine Tischlerklasse im 2. Ausbildungsjahr
ein afrikanisches Brettspiel. Um alle Gestaltungsideen der SchülerInnen zu verwirklichen, war es notwendig, sich intensiver in die Programmierung der Bauteile einzuarbeiten (u. a. Vektorbearbeitungen, Fräsen von Passungen und Fräsen von 3D-Oberflächen).
Um die Spielanleitung auf dem Spielbrett zu integrieren, wurde nach einem Verfahren gesucht, welches mittels C-Techniken realisierbar ist. Nach dem Ausprobieren, Recherchieren und Abwägen unterschiedlicher Techniken fiel die Entscheidung für das Laserschneiden.
Da diese Technik an der Schule nicht verfügbar war, wurde sie an der Technischen Universität Hamburg (TUHH) durchgeführt. Der Aufwand für die beteiligten Personen, welcher im Rahmen der normalen Unterrichtszeit nicht umsetzbar war, ist auf die intrinsische Motivation (aus eigenem Antrieb) einzelner SchülerInnen und Lehrpersonen zurückzuführen.
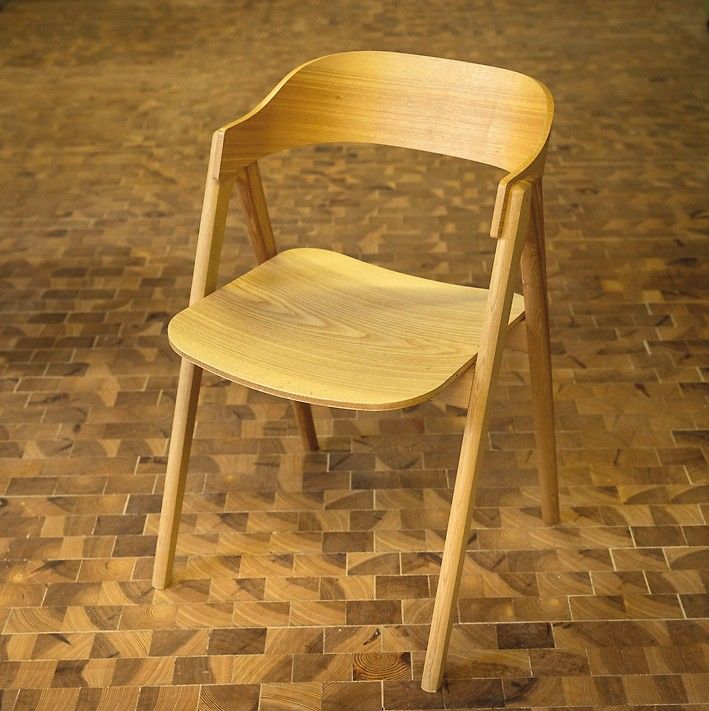
Stuhlbauprojekt der LehrerInnen der Gsechs
Interessierte KollegInnen fertigten in einer internen Weiterbildung einen Stuhl mit unterschiedlichen Herausforderungen bei der Herstellung. Der Urheber des Stuhls „Mette Chair“, der Däne Carsten Buhl (Cand. Arch. Architect, www.carstenbuhl.dk) stellte dazu die CAD-Zeichnungen zur freien Verfügung.
Bei der Planung und Fertigung haben sich die KollegInnen in kleinen Gruppen zusammengefunden und die einzelnen Arbeitsschritte und Vorrichtungen zur Herstellung der Bauteile entwickelt. Beim Bau des Prototyps stimmten die einzelnen Gruppen die Arbeitsschritte untereinander ab. Die Serienfertigung erfolgte in Form eines Austausches, bei dem jede Kleingruppe die Arbeitsgänge interessierten KollegInnen präsentierte und diese wiederum die Arbeitsschritte wiederholten.
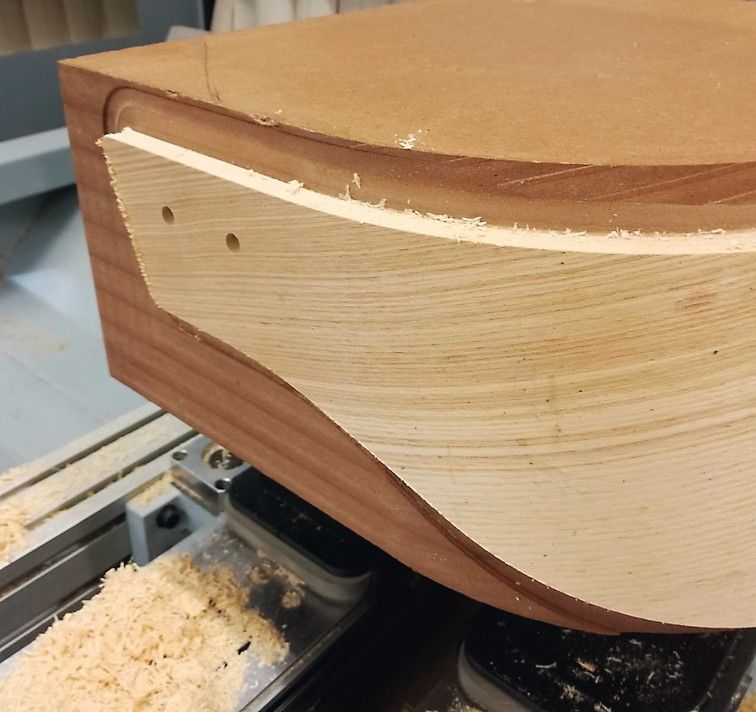
Neben konventionellen Fräsarbeiten sollte hier der Fokus auf der Herstellung der Rückenlehne liegen. Hierfür mussten eine Vorrichtung für die Formverleimung und eine für die Formatierung gefertigt werden. Die Kontur für den Fünf-Achsen-Fräsgang der formverleimten Rohteile konnte mittels CAM-Software (AlphaCAM) programmiert werden. Eine große Herausforderung war das Aufspannen der Rückenlehne auf die Vorrichtung zur Formatierung mithilfe von Vakuum. Dazu wurden Dichtschnüre zur Begrenzung des Vakuumbereiches in die Vorrichtung eingelassen. Ein Spiralschlichtfräser mit negativem Drall lieferte nach einigen Probefräsungen ein sauberes Ergebnis.
De Twennels
„De Twennels“ ist ein Projekt des Werkstattleiters Robert Aimer, für das neben fachlichen Kompetenzen ganz viel Geduld und Durchhaltevermögen gebraucht wurden. Für den Prototypen in Miniatur war es erforderlich, sich in die Technologie des 3D-Druckes einzuarbeiten, um die Konstruktion zu prüfen und die Passung der beiden Objekte zueinander zu bewerten. Das 3D-Modell mit einem Durchmesser von 400 mm und einer Höhe von
420 mm war aufgrund der vorhandenen Maschine nicht bearbeitbar. Der klare Wunsch, dieses Möbel in Holz zu fertigen, blieb jedoch. Daher wurde das Modell in drei gleiche Segmente geteilt, um diese fertigen zu können. Die Arbeitsschritte der Innenseiten des Modells konnten so mittels CAM-Software (AlphaCAM) programmiert werden.
Die Herausforderung lag in den Übergängen der einzelnen Flächen. Zur Bearbeitung der Außenseiten diente eine Vorrichtung, in der sich das verleimte Objekt jeweils um 120° drehen ließ. Die Aufnahme des Dreifußes übernahm eine extra angefertigte Flanschscheibe. Das komplette Rundfräsen erfolgte
in drei Arbeitsgängen.
Schritt halten in der C-Technik
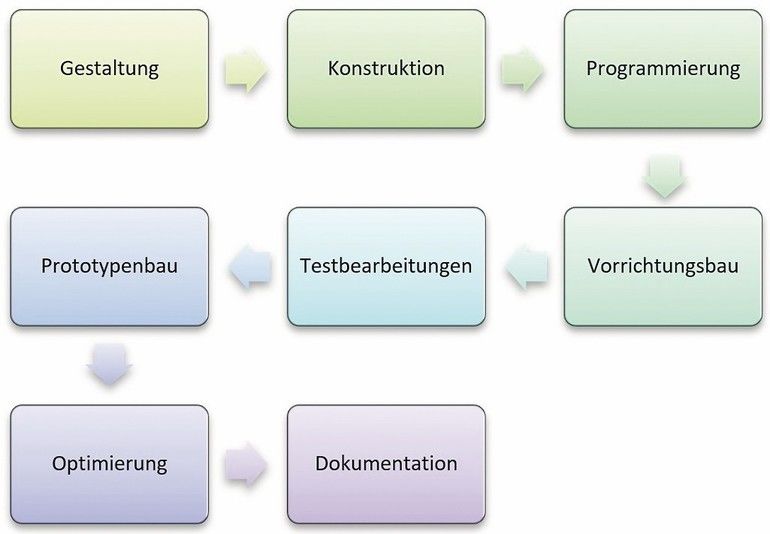
Alle Projekte hatten nahezu die gleiche Entstehungskette. Eine große Herausforderung für die AusbilderInnen war zunächst, die Inhalte der einzelnen Entwicklungsstufen (siehe Grafik oben) zu erlernen, um diese später fundiert unterrichten zu können. Im Idealfall sind AusbilderInnen in der Lage, ein Projekt komplett zu betreuen. Wie kann dieses Ziel erreicht werden?
Die Bildungslandschaft sollte ein möglichst vielfältiges Kursangebot mit unterschiedlichen Schwierigkeitsgraden aufweisen. Somit wäre für AusbilderInnen und Auszubildende gleichermaßen ein individueller Einstieg in die C-Technik möglich. Der Motivationsschub, wenn z. B. ein Kurs zur Maschinenbedienung erfolgreich abgeschlossen wurde und dadurch ein Folgekurs mit einer etwas komplexeren Software möglich wird, ist nicht zu unterschätzen. Denkbar ist auch, Kursangebote von Herstellerfirmen extern zu organisieren. Somit kann die neueste Technologie ohne große Investitionen verwirklicht werden. Das Durchlaufen eines stufenweisen Kurssystems könnte in einem persönlichen Zertifikat zur CNC-Fachkraft enden.
Die Autoren
Martin Multhauf ist Lehrer an der Gsechs und wissenschaftlicher Mitarbeiter des Instituts für Angewandte Bautechnik der Technischen Universität Hamburg. Sein Schwerpunkt in Lehre und Forschung ist das Thema CAD/CAM/CNC und deren Vermittlung.
Robert Aimer ist Werkstattleiter des Holzzentrums an der Gsechs. Sein Arbeitsfeld umfasst die Bedienung und Instandhaltung der technischen Ausstattung. Außerdem wird er zur Beratung und Unterstützung bei Projektarbeiten hinzugezogen.








{kind=link}