












Eine neue Pressengeneration ermöglicht auch Klein- und Mittelbetrieben Rationalisierungseffekte bei der Massivholzverleimung. Entscheidender Vorteil ist die volle Ausnutzung der Pressenkapazität durch Endlos-Breitenverleimung im kontinuierlichen Querdurchlauf. Beim Holzwarenhersteller Heckelmann & Söhne konnte das Verfahren der ‚ProfiPress‘ innerhalb einer ‚entspannten‘ Fließfertigung zu höherer Produktivität und Verleimqualität beitragen.
Der für die Produktion verantwortliche Mitinhaber Hartwig Heckelmann war offenbar ganz spontan überzeugt: „Die ProfiPress und ihr innovatives Verleimkonzept mit kürzesten Umstellzeiten“, erklärt er ohne Umschweife, „ist genau das, was wir suchten!“
Diese Aussage verwundert kaum, denn die ‚endlose‘ Durchlauf-Massivholzverleimung zu plattenförmigen Werkstücken war bis vor kurzem noch ein Privileg der großen Industrie-betriebe. Inzwischen ist diese zweifellos rationelle Technik für jede Betriebsgröße verfügbar und erschwinglich. Mit der Entwicklung der ProfiPress gelang es den Verleimspezialisten aus dem Hause GreCon Dimter (Weinig-Gruppe), die in Großanlagen vielfach bewährte Technologie der legendären ‚Contipress‘, in eine Investitionsgröße zu transferieren, die den mittleren und kleinen Betrieben der Massivholzbearbeitung weit entgegenkommt.
Das Beispiel in der Fertigung der helo, Lorenz Heckelmann &Söhne, ist dafür ein Praxisbeispiel par excellence. Rund 1000 m³ heimische Buche, Ahorn und Erle pro Jahr verarbeitet dieser Betrieb in der Rhön zu Holz-waren, wie z. B. Schneidbretter aller Art. Die Verleimung von Massivholzriegeln- und -leisten zu plattenförmigen Rohteilen in wechselnden Mehrfach-Fixmaßen, ist dabei wie in anderen Massivholzbetrieben eine qualitätsentscheidende Schlüssel-position.
Kompakte Verleimzelle
Die Ausgangssituation verdeutlicht Heckelmanns Rationalisierungswunsch: Der als separate Fertigungsstation genutzte Verleimstern Marke Eigenbau, erforderte großen Aufwand für umständliches Materialhandling und Bedienung. Lange Abbinde- und Taktzeiten bei ‚kalter‘ Verleimung und stark schwankende Verleimqualität bewirkten ein Übriges, um eine neue Lösung zu suchen.
Heute sieht der erfahrene Betriebspraktiker Hartwig Heckelmann die Produktivität ganz gelassen im „Fluss“: Eine kompakte Produktionszelle leistet auf nur ca. 50 m² den rationellen Fertigungsdurchlauf vom vierseitigen Aushobeln der Rohzuschnitte bis zur fertig verleimten „Platte“ in unterschiedlichen Dicken und Fixmaßen. Dazu ist der Hobel- und Profilierautomat Unimat 23 von Weinig durch eine Puffer-Winkelübergabe direkt mit der ProfiPress von GreCon Dimter für die kontinuierliche und flexible Breitenverleimung im Durchlauf sinnvoll gekoppelt.
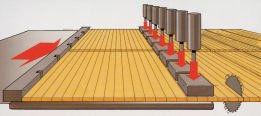
Der Blick auf den Durchlauf, die Verleim- und Presstechnik der ProfiPress offenbart die zahlreichen technischen Merkmale, die letztlich den Rationalisierungs-erfolg ausmachen:
Leimauftrag mit Spareffekt
Ein interessantes Detail der Anlage ist das Leimauftragssystem mit einem Extrusions-Auftragskopf, der über eine Hochdruckpumpe mit Rücksaugventil versorgt wird. Dieses Verfahrensprinzip ermöglicht einen exakt dosierbaren Leimauftrag mit Nutzeffekten die Betriebspraktiker besonders schätzen:
• die geformten Leimraupen vermeiden den nachteiligen Fließeffekt: geringe Verschmutzung der Maschinen und geringst möglicher Leimaustritt sind die Vorteile
• dünne und hochfeste Leim-fugen
• kürzere Presszeiten.
Hartwig Heckelmann untermauert diese Eigenschaften mit handfesten Fakten: „Gegenüber der früher eingesetzten Auftragswalze sparen wir rund 50 Prozent Leim ein. Ein weiterer Vorteil ist der geringe Reinigungsaufwand. Lediglich einmal pro Woche muss die Düse mit Wasser durchgespült werden.“ Geringer Reinigungsaufwand gelte auch für die ProfiPress selbst: „Die herausnehmbaren Einlegebleche in der Presszone müssen nur einmal pro Woche gereinigt werden.“ Bleibt zu ergänzen: Verleimt wird bei Heckelmann mit einem speziellen einkomponentigen PVAc-Leim.
Nächster Verfahrensschritt ist die mit Niederhalteschienen ausgestattete Sammelstation in der die Friese oder Leisten zu Paketen zusammengestellt werden. Hier werden die unbeleimten Kanten – sozusagen wie im Vorstrichverfahren – mit Leim benetzt, bevor sie mit Vordruck in die Presse fahren. So kann der Leim bereits ins Holz eindringen, ehe die Presssektion erreicht wird.
Im Falle Heckelmann werden die kleineren Plattenformate „mehrbahnig“ mit positionierbaren Anschlägen eingesteuert. Dadurch kann die Presse optimal ausgenutzt werden.
Minimaler Höhenversatz
Die eigentliche Presstechnik repräsentiert, wie bereits erwähnt, das bei GreCon Dimter für die Hochleistungs-Plattenproduktion entwickelte verfahrenstechnische Prinzip:
• Ein Schieber fördert das aus Lamellen, Friesen oder Leisten bestehende Paket automatisch in den Pressbereich.
• Der Gegendruck am Pressbettende bleibt aktiv und sorgt für den Vorpressdruck beim Einschieben.
• Das Einschubsystem stellt einen minimalen Höhenversatz der fertig verleimten Platte sicher: Die Lamellen oder Friese werden beim Einschiebevorgang einzeln von Niederhalternasen (Hydraulische Oberdruckeinheit) auf die Referenzebene gedrückt. Selbst gebogene Lamellen oder Friese werden bei diesem Vorgang flachgedrückt.
Hinzu kommt: die Presse öffnet nur um wenige mm über der Plattendicke und hält so den minimalen Versatz. Das Ergebnis dieser Konstellation: geringst möglicher Höhenversatz der unterm Strich erhebliche Holz- und Schleifkosten spart.
Das Endlos-Verleim-prinzip
Die eigentliche Presstechnik bringt dichte Verleimfugen in einem kontinuierlichen Verfahren, falls gewünscht für die endlose Plattenproduktion:
• Eine durchgehender Pressschieber Druckschieber fährt vertikal von unten in Position und erzeugt den horizontalen Verleimdruck auf die Fuge. Die Platten werden hinten von einzelnen, gefederten Bremselementen gehalten. Das garantiert einen gleichmäßigen Pressdruck auf die Leimfuge, unabhängig von der Holzdicke oder eventueller Leimverschmutzung.
• Der untere Tisch ist stationär, das obere Pressbett mobil. Das sichert eine problemlose Endlosverleimung. Bei dünneren Werkstücken verhindert der aufliegende obere Tisch ein Übereinanderschieben der Hölzer.
• Im beheizten Pressbett wird der Pressdruck stetig überwacht und geregelt. Wahlweise kann Heißwasser (mit Anschlussmöglichkeit an vorhandene Heizung) oder Thermoöl eingesetzt werden.
• Währenddessen wird bereits die neue Lage zusammengestellt.
• Nach Ende der Aushärtzeit fährt der Pressschieber wieder in die abgesenkte Position und das nächste Paket kann eingeschoben werden.
• Der Zuführschieber mit Kettenantrieb kann bis zum Pressende gefahren werden. Auf diese Weise lässt sich die Presse automatisch leeren.
Breites Leistungs-spektrum
Je nach Holzart, Dicke und Breite der Werkstücke wird die ProfiPress bei Heckelmann aufgrund der Verwendung eines Spezialleimes mit Taktzeiten zwischen 8 und 10 Minuten gefahren.
GreCon Dimter macht zur ProfiPress folgende Angaben: Das Leistungsspektrum beginnt bei etwa 100 m² und reicht je nach Ausstattung bis zu 1000 m² pro Schicht. Diese Höchstleistung wird mit einer starken Option erzielt: Die ProfiPress kann mit einer Hochfrequenzanlage (auch nachrüstbar) für extrem kurze Presszeiten von bis zu 1,5 Minuten ausgestattet werden.
Wechselnde Formate und Dicken beeinträchtigen die Leistung der ProfiPress so gut wie nicht: Beim Wechseln der Holzdicke passt sich der obere Pressentisch und der hydraulische Druckschieber jeder neuen Dicke an.
Bei bis zu 4 -Format- und Dickenwechseln pro Tag ist die hohe Flexibilität mit geringsten Umstellzeiten gerade für Hartwig Heckelmann ein wichtiger Vorteil.
. . . „gut rechnen“
Mit den zu einer Fließfertigung zusammengefügten Fertigungsschritten „Vierseitiges Hobeln plus Verleimen auf der ProfiPress“ konnte Heckelmann erhebliche Rationalisierungseffekte erzielen. Für die Bedienung der kompakten Fertigungszelle ist nur eine Bedienungsperson erforderlich. Damit, so Heckelmann, lasse sich die Investition gut rechnen: „Gegenüber der alten Lösung mit dem Verleimstern sparen wir eine ganze Arbeitskraft.“
Überzeugt habe aber nicht nur die Leistung und die Wirtschaftlichkeit, sondern auch das flexible Verfahrens- und Gesamtkonzept der kontinuierlichen Verleimung auf der ProfiPress. Hartwig Heckelmann fügt hinzu: „Nicht weniger kaufentscheidend, war die hohe Qualität der wärmeunterstützten Verleimung mit dichten Fugen und minimalem Höhenversatz.“
Aber nicht nur in der Massiv-holzbearbeitung zeigt sich der Burkardrother Betrieb gut gerüstet und zukunftsorientiert. Derzeit hält man Ausschau nach neuen Marktfeldern und weiteren innovativen Verfahrenstechnologien. Erste Versuche mit thermoplastisch verarbeitbaren Holzwerkstoffen im Spritzguss zeigten vielversprechende Ergebnisse. Das „flüssige Holz aus der Düse“ halten die ‚Heckelmänner‘ für eine aussichtsreiche Variante zur Herstellung filigraner Holzteile aller Art.
Manfred Maier
Lorenz Heckelmann & Söhne im Kurzporträt
Von der ‚1. Mechanischen Rhöner Holzschuhmanufaktur‘ wuchs das Unternehmen helo, Lorenz Heckelmann & Söhne, zu einem leistungsfähigen Betrieb der Holz- und Kunststoffverarbeitung mit derzeit 47 Beschäftigten. Am Stammsitz Burkardroth /Waldfenster, unweit von Fulda, führen Jürgen und Hartwig Heckelmann den technisch gut ausgestatteten Betrieb in der dritten Genera-tion.
Haushalts- und Küchenartikel aus Massivholz, Holzteller aller Art, Serviertabletts, Schneidbretter, Stellagen und technische Holzprodukte stellen rund zwei Drittel des Umsatzes. Eine weitere Spezialität ist die Herstellung von Wäscheklammern aus Holz und Kunststoff-Spritzguss, die in Mengen von 120 bis 160 Millionen Stück pro Jahr produziert werden. Vogelhäuser und Bastelartikel ergänzen das vielseitige Herstellungs- und Vertriebsprogramm.
Vermarktet werden die Produkte über nationale und internationale Großabnehmer, rund ein Drittel des Umsatzes erzielt helo im Export. Im internationalen Marktumfeld der „Environmental Products“ setzt das Unternehmen auf Ökologie, höchste Produktqualität und schnelle Lieferbereitschaft. Eine Philosophie die offensichtlich nicht nur in Europa, sondern auch in Übersee zum Erfolg führt. In Japan und Südostasien, wo Küchenartikel aus Holz einen hohen Stellenwert genießen, kann sich die helo-Qualität z. B. gegen Küchenartikel aus lackiertem Rubberwood immer mehr durchsetzen.
ProfiPress
Technische Daten
• Lamellenbreite 30 bis 150 mm
• Plattendicke 8 bis 60 mm
• Plattenlänge 300 bis 5500 mm (nach Wunsch)
• Plattenbreite variabel
• Alle Leimarten
• Heiztemperatur 80 °C bei Wasser 130 °C bei Thermoöl
• Hochfrequenz 15 bis 120 kW je nach Anwendungsprofil
• Nach dem Baukastenprinzip bis zur hoch automatisierten Pressenlinie ausbaubar
• Vielseitige Verkettungs- und Mechanisierungspakete
• Aufteilsägen quer am Pressenauslauf bei Endlosproduktion
• Produktionspakete, z. B. für schnelle Auftragseingabe vom PC zur Maschine, ausführliche Statistik
• Online-Service mit GreCon-Dimter
Teilen:








{kind=link}