


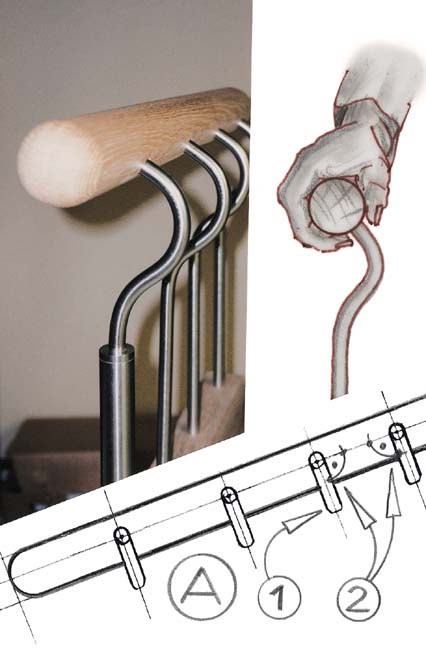









Bei dem von mir so bezeichneten Drehstabgeländer mit S-förmig gebogenen Edelstahlstäben können die Löcher in die Handläufe immer rechtwinklig bei jeder Handlaufneigung bis 45° gebohrt werden (Bohrstärke 1/10 mm größer als Stabstärke). Die gewünschte Neigung ergibt sich durch entsprechendes Drehen der Stäbe.
Das Geländer wird waagrecht, wenn der Bauch der Stäbe (Abb. 1A/1) rechtwinklig zum Handlauf gestellt wird (2). Wenn nun die Stäbe um 90° nach hinten in die Flucht zum Handlauf gedreht werden (B/1), ergibt sich eine Neigung von 45° (2). Bei jeder Neigung zwischen 0° und 45° stellt sich die Bauchrichtung der Stäbe von selbst in die entsprechende Richtung, die für unsere Bearbeitung nicht beachtet werden muss (C/1). Durch das rechtwinklige Einbohren der Stäbe entfällt das ungenaue und schwierige ovale Ausbohren. Auch das Verschweißen mit dem Stahlrohrhandlauf kann entfallen. (Abb. 1d)
Dass die Geländerstablöcher in den Stahlrohren ausgeschäumt, der Schaum ausgebohrt und die Stäbe evtl. mit PU-Leim eingeleimt werden, wurde in einer vorhergehenden Abhandlung bereits beschrieben.
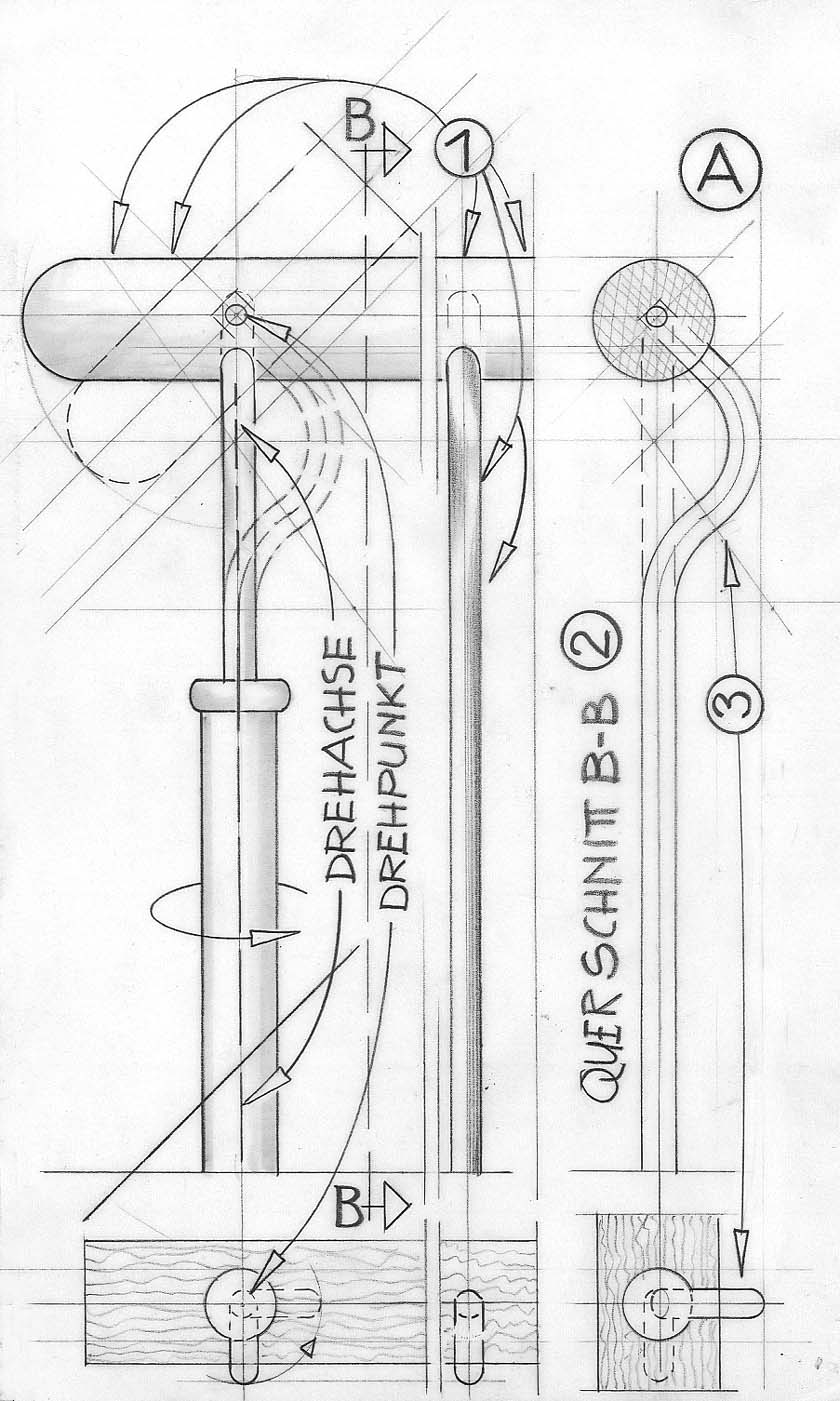
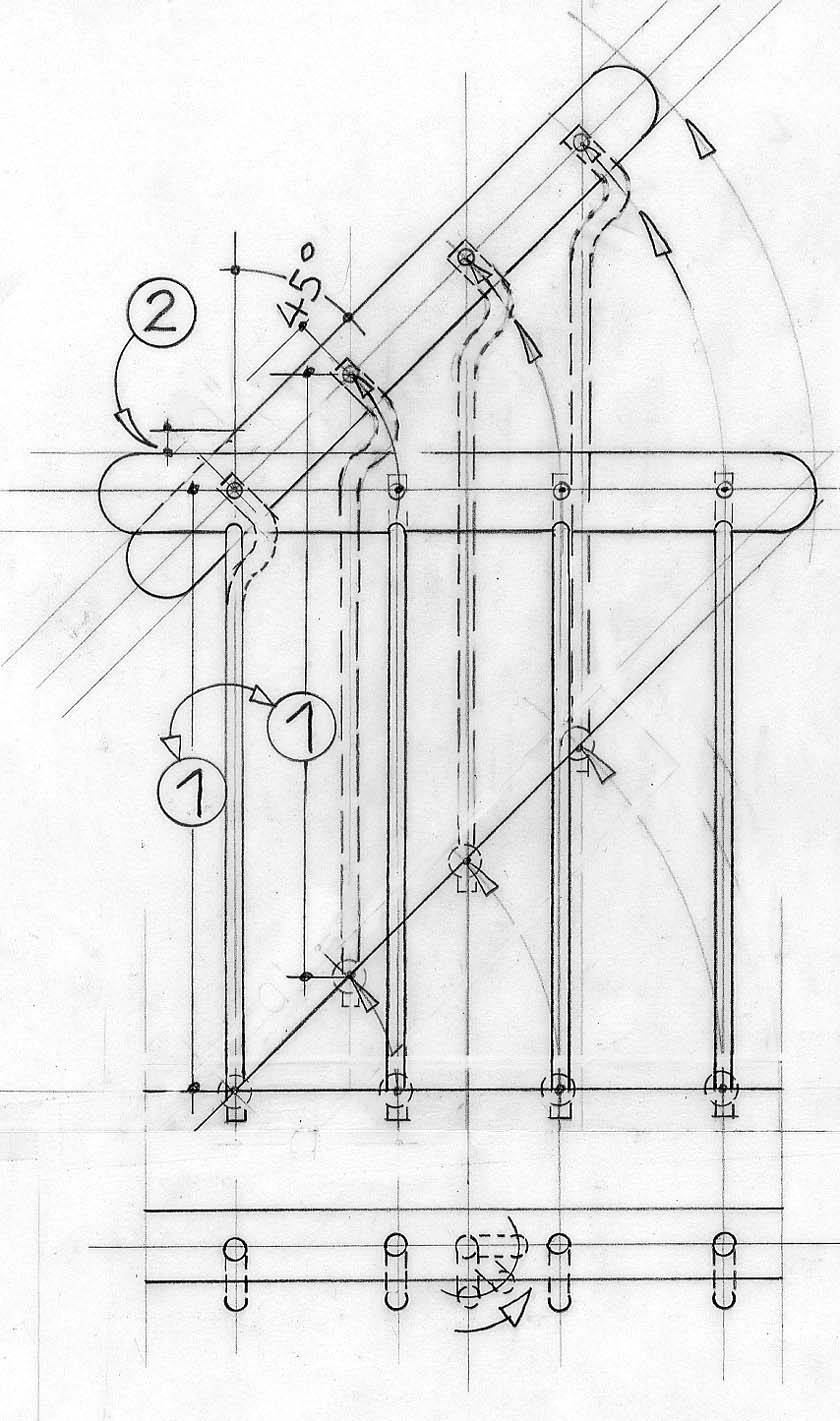
In Abb. 2 ist der Herstellungsvorgang zeichnerisch festgehalten. Bei waagrechtem Handlauf ist in der Ansicht der Stab gerade (2A/1), im Querschnitt (2) ergibt sich die Bauchform (3). Wenn die Stäbe um ihre eigene Achse um 90° gedreht werden (4) ergibt sich von selbst die Neigung von 45° (5), wobei die Bauchrichtung in Handlaufrichtung liegt. Weil die Drehpunkte in Handlaufmitte verlaufen (6), bleibt der Handlauf immer senkrecht über der Wange (7).
Da die Höhenabstände dieser Drehpunkte immer gleich bleiben (7), bleibt auch die senkrechte Höhe bei schrägem Geländer, in Mitte Handlauf gemessen, immer gleich. Sie wird durch die Neigung des Handlaufs nur unwesentlich um 1 – 2 cm höher (8).
In Abb. 3 werden diese Vorgänge nochmals deutlich, die gleich bleibenden senkrechten Höhen (1) und die durch die Neigung des Handlaufs entstehende, ca. 1 – 2 cm größer werdende Höhe (2).
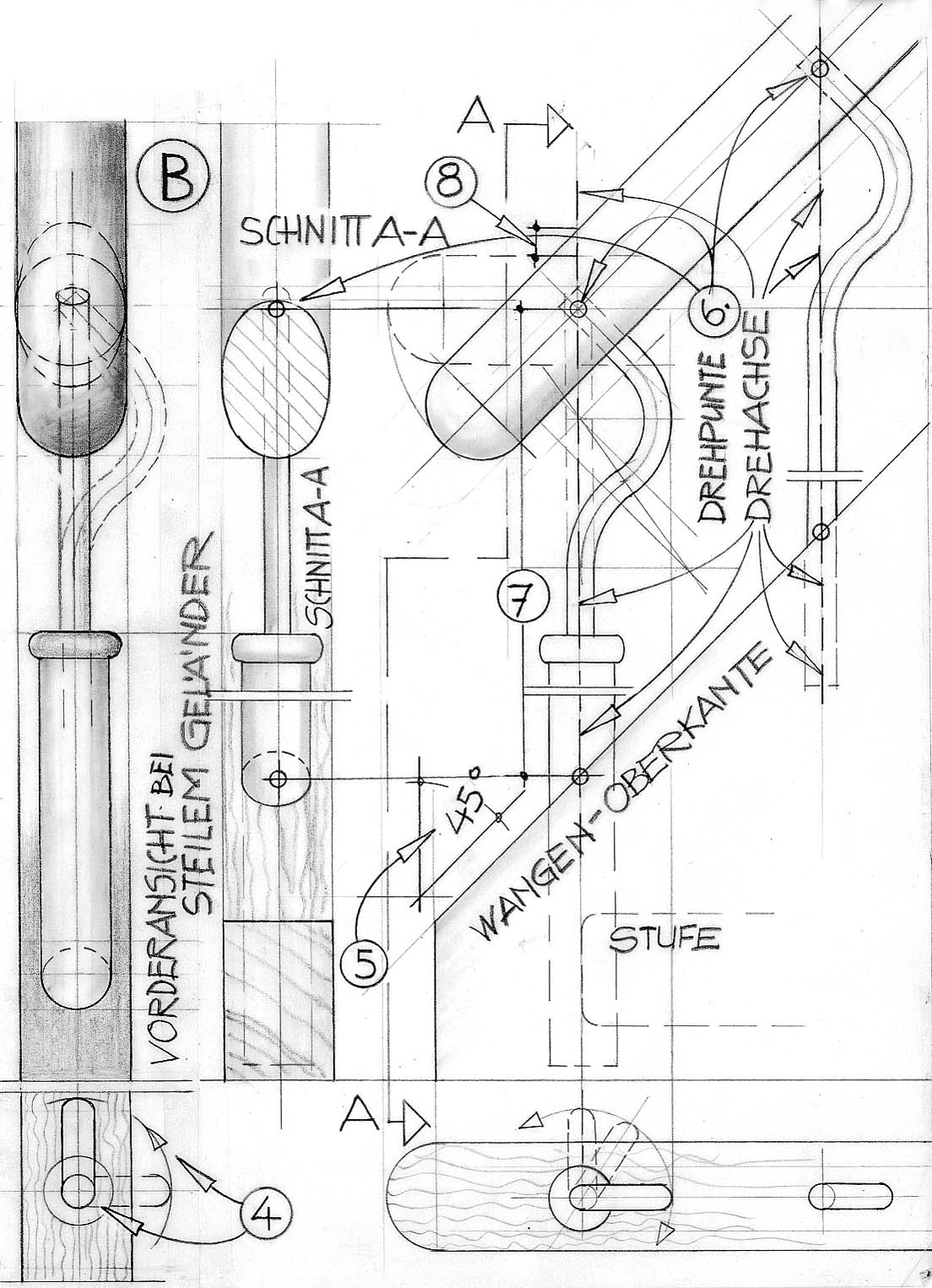
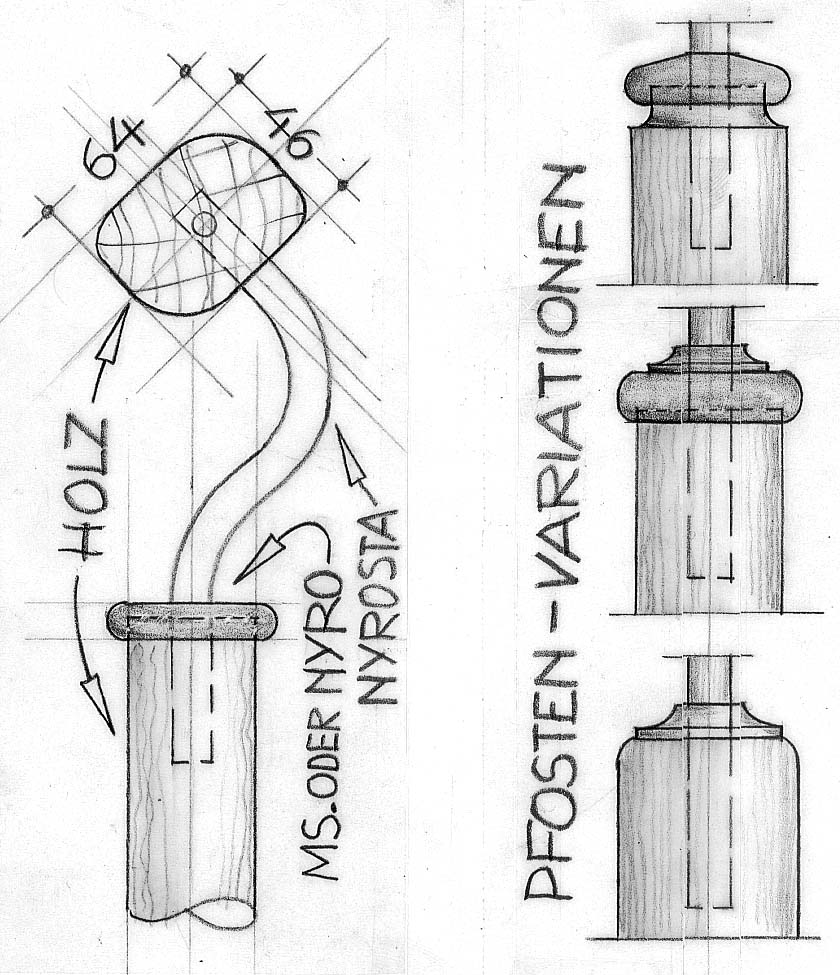
Auch Holz-Stahlkombinationen (Abb. 4) bilden weitere interessante Möglichkeiten der Gestaltung von Stäben und vor allem von Pfosten, wobei auch die Handlaufform von dem ewigen Rundhandlauf abweichen kann.
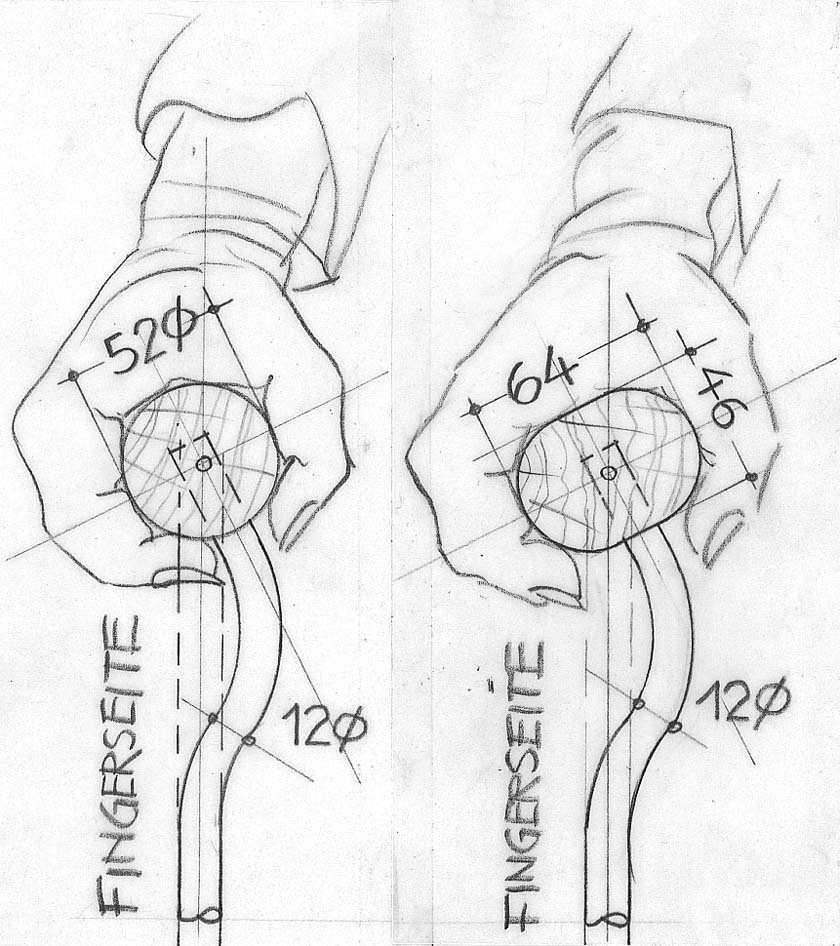
In Abb. 5 wird deutlich, dass bei einer normalen Treppe von ca. 33° Neigung durch die gekrümmten Stäbe die Finger am Handlauf entlang gleiten können.
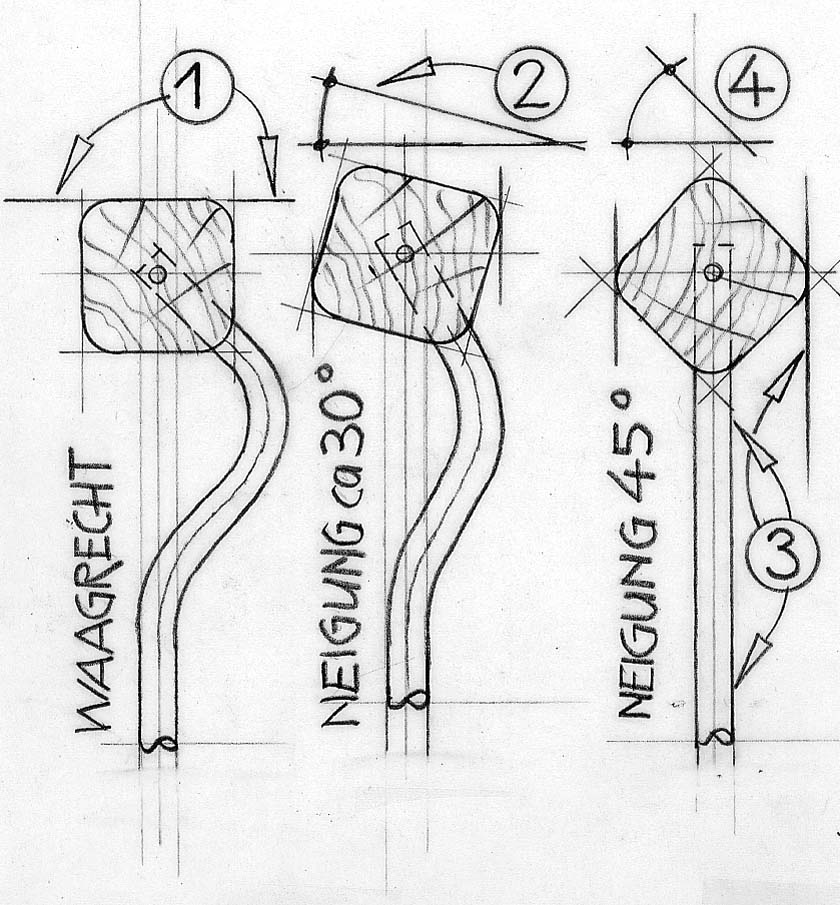
Abb. 6 zeigt beim waagrechten Geländer den quadratischen Handlauf (1). Bei einer Treppe von ca. 30° Neigung kommt der Handlauf durch Verdrehen der Stäbe in eine Schräglage (2). Bei einer Neigung der Treppe von 45° fluchten die bauchigen Stäbe mit der Handlaufrichtung (3). Der Handlauf selbst steht über Eck auf 45° (4).
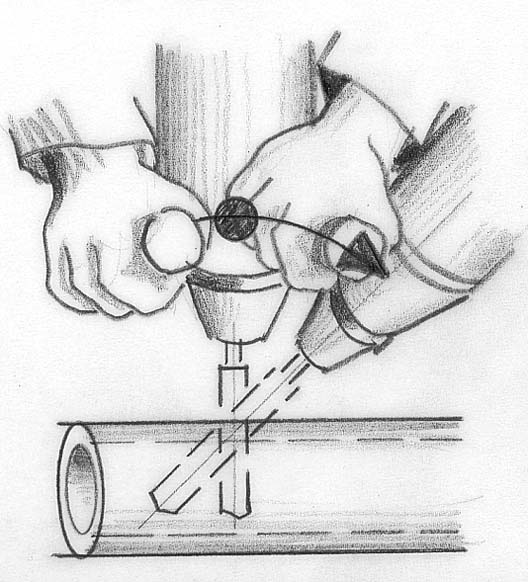
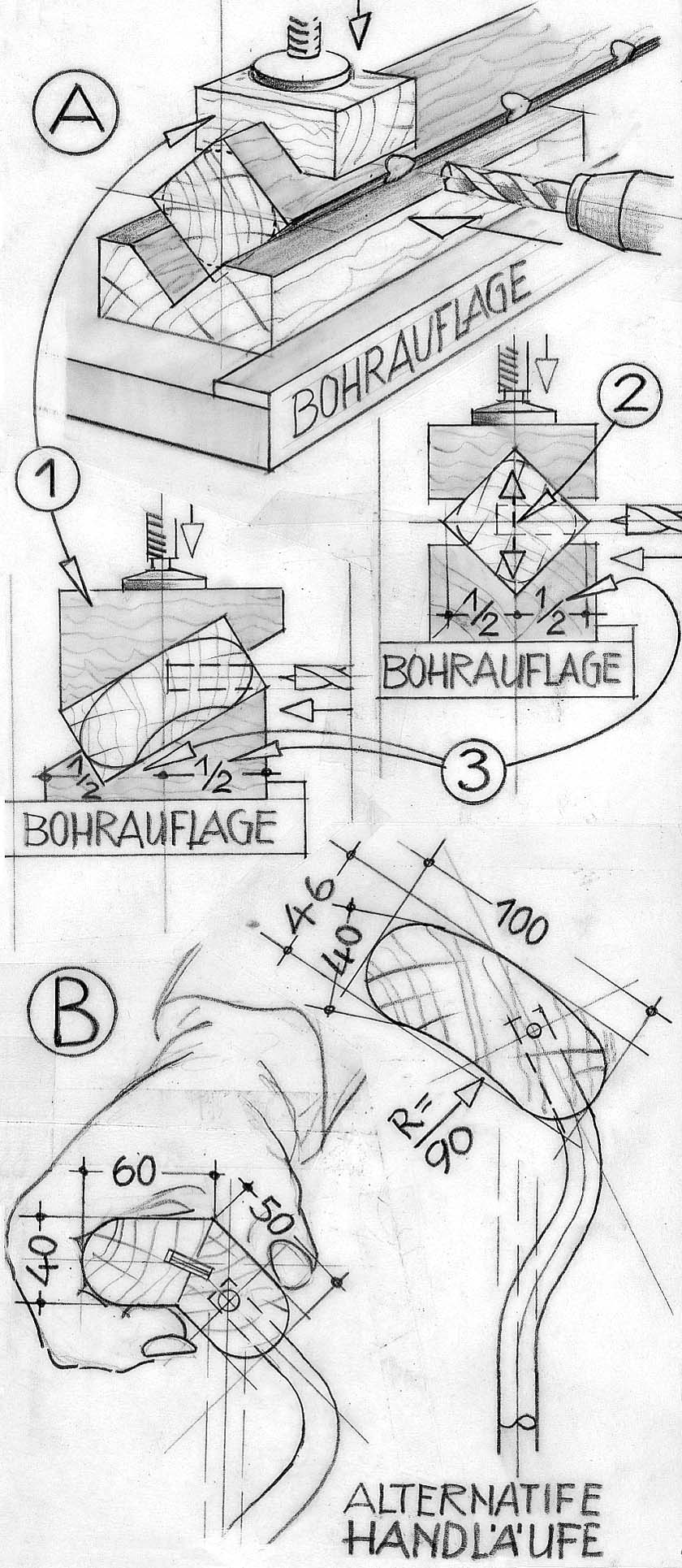
Die Handläufe sollten grundsätzlich vor dem Profilieren gebohrt werden (Abb. 7). Dazu sind speziell zu fertigende Beilagen herzustellen (A/1). Dabei ist zu beachten, dass der Spanndruck (2) immer über der Mitte des Werkstückes verläuft (3).
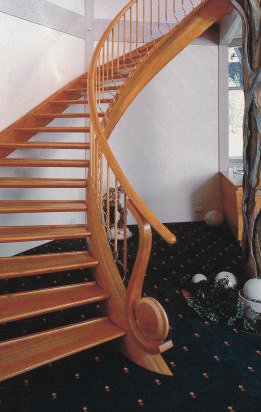
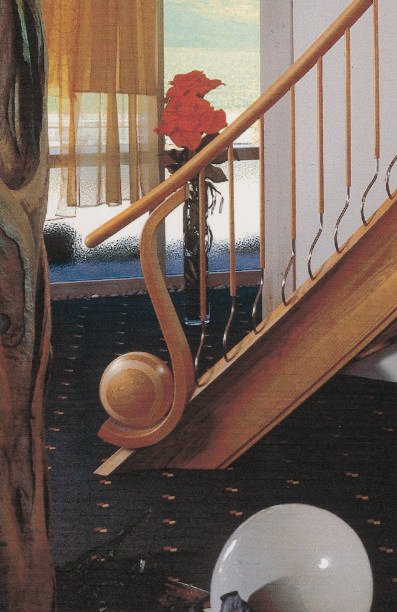
Treppe mit kombinierten Holz-Stahl-Geländerstäben
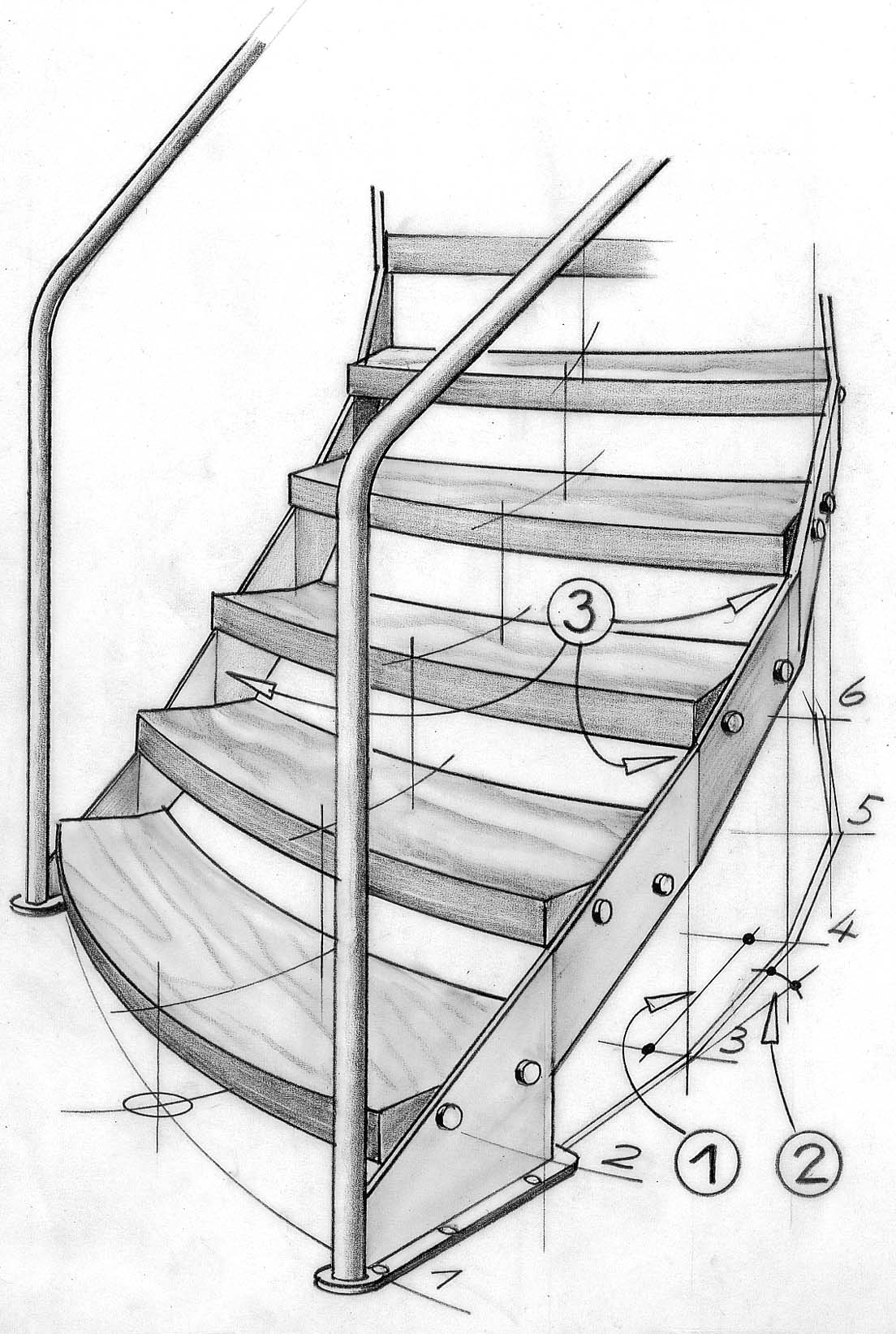
Diese Treppe ist ein Beispiel moderner handwerklicher Kunst im Treppenbau. Hier hat es der Inhaber eines renommierten Treppenbau-betriebes verstanden, in seinem Beratungszimmer ein beredtes Zeugnis seiner Entwurfs- und Herstellungsmöglichkeiten vorzustellen.
Entwurf und Ausführung: Möschl-Treppen, A-Wald im Pinzgau
Lasertechnik für Treppenteile aus Stahl
Die Herstellung der ausgewinkelten Wangen der hier beschriebenen 1/2-runden Treppe wurde von einer Stahlbaufirma in Kooperation übernommen.
Mit einer Computer gesteuerten CNC-Lasermaschine lassen sich heute aus 1 bis 12 mm Stahlblechen in jeder Form und mit einer Genauigkeit von 1/10 mm Toleranz schnell und kantenfertig “auslasern”. Selbst kleine und große Löcher werden schneller gelasert als gebohrt.
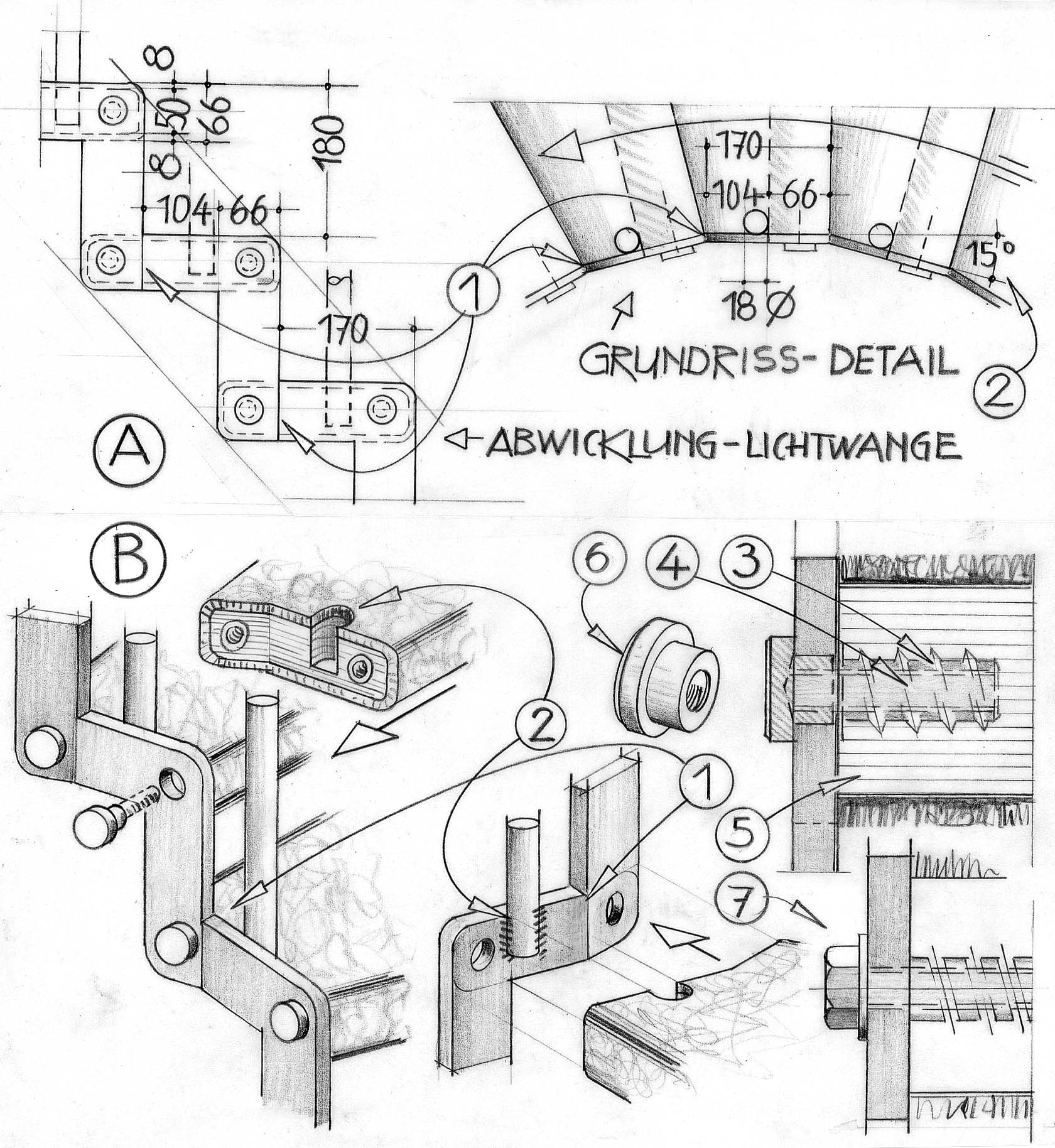
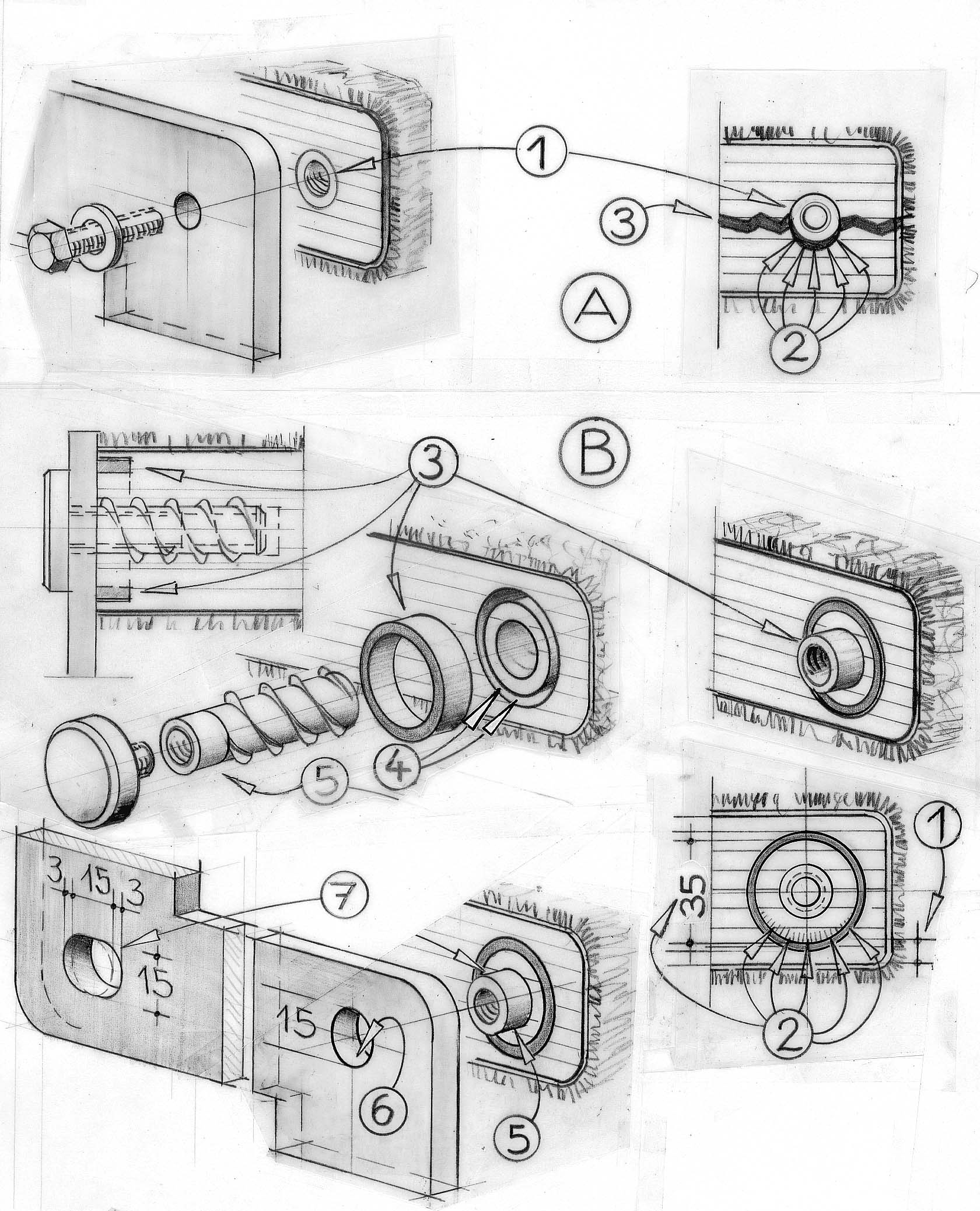
In Abb. 11 ist eine derartige Treppe mit brünierten Stahlblechwangen und Ziermuttern dargestellt. Von dieser Treppe sind in Abb. 12 die Befestigung der Stufen mit der Lichtwange (A) sowie die Wandwangenverankerung (B) erkennbar.
Abb. 13 zeigt einen Wangenausschnitt aus 8 mm dickem Nirosta-Stahlblech. Im oberen Bildteil sind zwei Löcher für die darunter gezeigten Nirosta-Ziermuttern eingelasert. Die ausgewinkelte Stahlblech-Lichtwange lässt sich nicht rundwalzen. Sie muss deshalb an den Stufenkanten abgeknickt werden (Abb. 14/A 1). Auch diese Arbeit übernimmt eine gut eingerichtete Stahlbau-Zulieferfirma exakt nach Angabe der Gradzahl (2).
In Abb. 14 B ist diese Knickstelle nochmals verdeutlicht (1). Die Geländerstäbe sind an den Innenflächen anzuschweißen und an den Stufen auszuklinken (2). Mit Hilfe von Rampa-Muffen M 10 (3) und entsprechenden Gewindebolzen (4) sind die möglichst aus Multiplexplatten hergestellten Stufen (Sperrholz) mit Spezialmuttern zu verschrauben (6). Einfacher und vielleicht auch interessanter ist die Befestigung mit normalen Maschinenschrauben M 10 (7).
In Abb. 15 werden die Bohrungen und die Konturen der Wangen mit der computergesteuerten Laserschneidmaschine herausgelasert. Abb. 16 zeigt das Abkanten an den Stufen mit der Abkantpresse.
Befestigung der Stufen mit den Wangen
Wenn die Stufenbefestigung nur mit einer Rampa-Muffe vorgenommen wird (Abb. 17A/1), ist der Lochwandungsdruck sehr klein (2): Es besteht die Gefahr, dass bei großer Belastung die Stufe aufschlitzt (3). Um die Stufe schon im unteren Bereich zu erfassen (17 B/1) und den Lochwandungsdruck zu vergrößern (2), sollte ein Stahlring (3) ca. 10 mm tief mit dem Scheibenschneider in die Stufenstirnseite eingebohrt werden (4). Dazu kann z. B. ein 30 mm Scheibenschneider (Bohrer) verwendet werden, wenn der (Rohr)Ring innen 30 mm groß ist. Der innere Durchmesser muss passen!
Wenn zudem noch an die Rampa-Muffe ein Bund angedreht würde (5) der im Stahlwangenloch aufliegt (6), wäre die Stufenverbindung perfekt. Wenn Stufen aus Massivholz verwendet werden, bei denen die Gefahr des nachträglichen Schwindens besteht, wird das hinten liegende Loch schlitzartig “ausgelasert” (7). Dies ist ganz wichtig, da sonst bei genauer Passung später die Massivstufen aufschlitzen würden! Diese Lochverbreiterung sollte immer vorgenommen werden, weil dadurch auch kleine Ungenauigkeiten keine Montageschwierigkeiten bringen. Loch-verbreiterungen bringen auch keine Mehrarbeit, denn Lagern geht schneller als Fräsen und Bohren.
Gekrümmte Stahlwangen aus Nirosta
Das Biegen von gekrümmten Stahlwangen ist sehr schwierig. Um in Abb. 18 genaue Passformen zu erhalten, werden aufwendige und unhandliche Formen benötigt, an welche die Wangen während dem Biegevorgang angepasst werden können.
Diese Arbeit ist sehr aufwendig und immer mit Risiko verbunden. Viel einfacher und viel preisgünstiger herzustellen sind abgeknickte Wangen (Abb. 18A). Hier werden die im Grundriss kreisrund gezeichneten Wangen jeweils an den Stufen von Vorder- zu Vorderkante gerade eingezeichnet (1) und die Gradzahl des Biegewinkels festgestellt (2). Nach diesem können die bereits auch mit Löchern ausgelaserten Wangen mit der großen Biegemaschine abgewinkelt werden.
Bei langen Wangen sind die notwendig werdenden Schweißnähte im Bereich der Knickstellen anzuordnen (3).
Willibald Mannes
Teilen:








{kind=link}