



Die Vielfalt an Plattenformen bei der Kantenbearbeitung auf CNC-Bearbeitungszentren ist inzwischen fast unbegrenzt. Entsprechend sind die Anforderungen, die an die verwendeten Furnierkanten/Starkfurnierkanten gestellt werden, nur für den Einzelfall exakt definierbar.
Der Autor Roland Reigbert, Geschäftsführer der Furwa Furnier-kanten GmbH, 86877 Walkertshofen
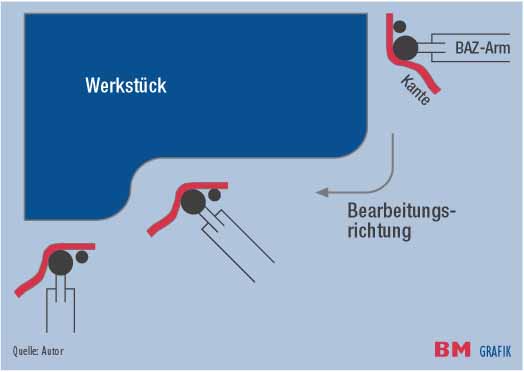
Wichtig ist allerdings zu wissen, dass die Hauptanforderung an die Kanten teilweise nicht von der Plattenkontur abhängig ist, sondern sehr stark von dem Kantenumschlingungsgrad an der Presswalze des Bearbeitungszentrums.
Allgemein lässt sich feststellen, dass Starkfurnierkanten, die mit Harnstoffharzklebstoffsystemen verklebt sind, oft keine ausreichende Flexibilität bringen. Deswegen sollten die Furnierlagen von Starkfurnierkanten für die Verarbeitung auf CNC-Bearbeitungszentren mit PVAc-Systemen verklebt sein.
Solche Kanten sind höher flexibel. Ein Problem dabei ist allerdings, dass die Holzfeuchte dieser Kanten aufgrund der Rohfurnierfeuchte bzw. der durch den Kleber eingebrachten Feuchte kurz nach der Produktion zwischen rund 12 und 17 Prozent schwankt. Gerade eine hohe Holzfeuchte bringt Flexibilität, sie kann allerdings auch entsprechende Probleme bringen:
Schlechte Verklebbarkeit mit Schmelzklebstoff: Hier lässt sich gegensteuern, indem die Kanten entsprechend verklebungsfreundlich angeraut sind. Bei Mehrlagenaufbau sollte daher auch die Oberfläche, auf die die nächste Kante aufgefahren wird, ebenso verklebungsfreundlich angeraut sein.
Rissbildung: Aufgrund der hohen Holzfeuchte in der Kante kann es vorkommen, dass die Kante einwandfrei auf dem BAZ verarbeitet wird, und auch die Klebegüte zur Platte hin ausreicht. Allerdings kann es dann wesentlich später zu Rissbildungen kommen, entweder in Form von Lackrissen, oder es können sich auch die Lagen bzw. der gesamte Lagenverbund von der Platte lösen. Die Kante kann auch durch diesen Feuchtigkeitsverlust “zurückschrumpfen”. Nachdem das Möbelstück bzw. die erzeugte Platte schon im Produktionsprozess, aber sicher in der Möbelnutzung einem Klima ausgesetzt ist, das sich zwischen ca. 20 und 50 Prozent relativer Luftfeuchte bewegt, ist eine Feuchteveränderung in der Kante unvermeidbar, so dass auch wesentlich später Probleme auftreten können.
Weitere Aspekte
Aufgrund von kleinen Innen- und Außenradien in der Plattengestaltung, aber auch des notwendigen Umschlingungswinkels an der Andruckwalze des Bearbeitungszentrums, ist darauf zu achten, dass Kanten in ihrer Stärke plattenspezifisch optimiert werden. Wichtig ist, sich mit der Kante stets im korrekten Holzfeuchtebereich zu bewegen. Eigentlich gehören alle Starkfurnierkanten für das BAZ vor der Bearbeitung entsprechend klimatisiert. Die Kanten sollten hierfür mindestens eine Woche lang vor der Bearbeitung im entsprechenden Klima (ca. 55 Prozent Luftfeuchte) gelagert werden. Dazu müssen die Rollen vereinzelt sein und dürfen nicht auf einer Palette im Stapel gelagert werden, denn dadurch würde sich die Angleichungszeit noch wesentlich verlängern. Furwa produziert für die CNC-Verarbeitung keine Starkfurnierkanten in Dicken von mehr als 2,0 mm, da der Umschlingungswinkel und die entsprechend im Durchmesser klein gewählte Andruckwalze nicht einzeln definiert werden können. Es ist sinnvoller, zwei entsprechend abgestimmte Kanten aufeinander zu fahren als nur eine Kante zu verarbeiten, bei der im Nachhinein Probleme auftreten können. Der zusätzliche Klebevorgang einer weiteren Kante ist kalkulationstechnisch klar bewertbar bzw. preisgünstiger als aufwendige Nacharbeiten.
Wichtig ist weiterhin zu wissen, dass der Mehrlagenaufbau, der an sich sinnvoll ist, bei manchen Holzarten klebetechnisch angrenzende Probleme aufweist. Das heißt, dass die Klebegüte z. B. bei Buche höher liegt als bei Birke Schälfurnier. Zusätzlich ist die Holzeigenflexibilität auch unterschiedlich. Konkret heißt das, dass bestimmte Radien mit einer Buchenstarkfurnierkante noch problemlos verarbeitbar sind, wogegen dies mit Birke oder anderen Hölzern bereits zu Problemen führen kann.
Sollte die gewünschte Fertigkantendicke größer sein (z. B. 3 mm) als die zu verarbeitende Kante, so sind hier unterschiedliche Kantenausstattungen denkbar. Beispiel: Kantentyp 1, 1,5 mm, dreilagig, reiner Unterlagenaufbau, Rückseite angeraut, Oberfläche angeraut. Diese Kante wird zuerst angefahren. Als Kantentyp 2 wird dann ebenfalls die gleiche Materialstärke aufgefahren, jedoch als Kante mit Decklagenqualität und Oberflächenschliff. Solche Kanten werden auf dem Bearbeitungszentrum sozusagen zwingend aus unterschiedlichen Magazinen bereitgestellt.
Die Kantentechnologie sollte aus den angegebenen Gründen, zumindest was die Kontur betrifft, in jedem Fall mit dem Kantenhersteller abgestimmt werden. o
Teilen:








{kind=link}