







Georg Neumann von der IMA-Engineeringabteilung verdeutlichte, daß nur die ganzheitliche Betrachtung in Fertigung und Organisation zum Erfolg füh-ren könne: „Nur Unternehmen, die ihre Strategie in allen Bereichen wie Unternehmensziele, Betriebsorganisation, Produktkonstruktion und Flexibilisierung der Fertigung aufeinander abstimmen, können bei den immer stärker wachsenden Anforderungen im Fenstermarkt bestehen.“ In zukunftsorientierten Kon-zepten müßten vor allem, so Neumann, neue konstruktive Merkmale des Holzfensters und auch der Anspruch an gestalterische Freiheit mit dem Werkstoff Holz verwirklicht werden. Auf der anderen Seite komme es darauf an, die immer stärker wachsenden Lohn- und Betriebskosten zu minimieren.
Ein Lösungsansatz liege in der Umstellung auf „Einzelteil-Komplett-Bearbeitung“. Deren Details und Rationalisierungseffekte beschreibt Neumann im folgenden.
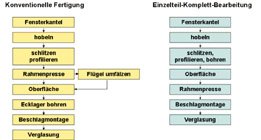
Das Fertigungskonzept: Im Gegensatz zur konventionellen Fertigung, werden die Fenster bei der „Einzelteil-Komplett-Bearbeitung“ mit einer flexiblen Fertigungsanlage, dem IMA-Bearbeitungszentrum, hergestellt. Hier werden alle Teile eines Fensters, also „fensterweise“ in „einer“ Aufspannung komplett spanabhebend bearbeitet. Das heißt, alle längs- und stirnseitigen Fräsungen, Bohrungen und Profilierungen, so daß die Einzelteile der Fenster anschließend lackiert und montiert werden können. Die Arbeitsgänge des nachträglichen Flügelumfälzens und Schleifens entfallen vollständig und somit auch die Lagerung und das Handling der verleimten, rohen Rahmenelemente, die als „sperriges Transportgut“ gelten.
Hinzu kommt die universelle Einsetzbarkeit. Auf dem Bearbeitungszentrum können ohne lange Rüstzeiten auch Haustüren, Füllungen, Zimmertüren und Möbelteile produziert werden. Durch die Konzentration der Teilefertigung auf „eine“ Bearbeitungsstation entstehen weitere Rationalisierungseffekte in den vor- und nachfolgenden Bearbeitungsstufen. So entfällt z. B. die Serienbildung zur Reduzierung der Rüstzeiten, da die IMA-Bearbeitungszentren selbstrüstend und für die Bearbeitung der Stückzahl eins ausgelegt sind.
Parallele Produktionsabläufe für Sonderteile wie Schrägfenster, Rundbögen oder Profilierungen sind nicht mehr notwendig, denn die Einzelteile eines kompletten Fensters werden bis zum Zusammenbau immer „zusammengehalten“. Dadurch entfällt auch ein großer Teil des Materialzwischenlagers und das damit verbundene Sortieren und Kennzeichnen. Da die allseitige Lackierung am Einzelteil durchgeführt wird, ergibt sich ein optimaler Schutz von Hirnholzflächen und der Fensterecke. Diese ganzheitliche Betrachtung des Fertigungskonzeptes eröffnet ein Einsparpotential von bis zu 30 % gegenüber der konventionellen Fertigung. Dies bringt unter dem Strich einen entscheidenden Beitrag zur Flexibilisierung und Steigerung der Ertragssituation. Die Wettbewerbsfähigkeit gegenüber anderen Werkstoffen und Ländern kann somit wieder hergestellt werden.
Maschinenkonzepte: Die Auswahl der Maschinen ist stark abhängig von der Unternehmensgröße und der Produktvielfalt. Die IMA bietet Bearbeitungszentren für unterschiedliche Anforderungen.
• Stufe 1: BIMA 310 bis ca. 15 Fenster pro Tag für den Handwerksbetrieb, der z. B. sowohl Fensterbau als auch Innenausbau betreibt
• Stufe 2: BIMA 610 bis 30 Fenster pro Tag für Fensterfertiger mit einem relativ hohen Anteil an Sonderformen, Rundbögen, Wintergärten, Haustüren etc.
• Stufe 3: BIMA-Durchlaufmaschine bis 120 und mehr Fenster pro Schicht für die industrielle Fensterfertigung. Sonderformen wie Haustüren, Rundbögen etc. werden hier in einer separaten Fertigungsinsel z. B. mit einer BIMA 310.
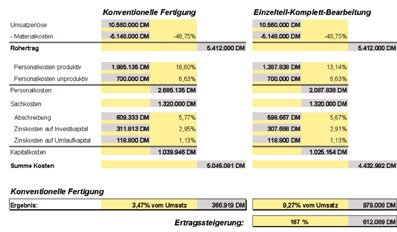
Ertragssteigerungen: Die Ertragssteigerungen gegenüber konventioneller Technik sind nach unseren detaillierten Berechnungen beträchtlich und zeigen das hohe Rationalisierungspotential.
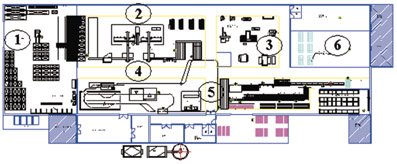
Beispiel: Exemplarisch sei hier eine Fertigung der Leistungsstufe 3, also bis 120 Fenster pro Schicht, betrachtet (siehe Fertigungs-Layout).
Nach dem vierseitigen Hobeln gelangen die Kanteln zur Teilefertigung (2). Hier werden die Einzelteile des Fensters komplett auf einer BIMA-Durchlaufmaschine bearbeitet. Nach einer Zwischenkontrolle und Pufferstrecke werden die Einzelteile an einem Hängeförderer senkrecht aufgehängt. Der Abtransport zur Oberfläche (3) erfolgt automatisch.
Die Produktion von wird bei dieser Leistungsstufe in einer separaten Fertigungsinsel (3) durchgeführt. Hier steht als Kernmaschine ein BIMA 610 Bearbeitungszentrum zur Verfügung. Die Einzelteile werden analog zum Hauptmaterialfluß ebenfalls in den Hängeförderer eingebracht. In der Beschichtungsanlage (4) werden die Einzelteile geflutet und bis zu zweimal endlackiert. Die Endmontage (5) ist in zwei Fertigungslinien unterteilt. Auf der einen Linie werden die Blendrahmeneinzelteile mit Beschlägen versehen und anschließend in einer Rahmenpresse zusammengebaut. Die zweite Fertigungslinie ist für die Flügelelemente. Das Glas wird bereits beim Verpressen der Rahmeneinzelteile eingesetzt. Die lose Glasleiste und somit das zeitaufwendige Einpassen ist nicht mehr notwendig. Danach werden die Flügel mit Beschlägen und Dichtungsprofilen versehen und auf dem Endmontageband mit den Blendrahmen „verheiratet“. Nach dem Versiegeln und evtl. Aufbringen von Sprossen steht das Fenster zur Zwischenlagerung im Versand (6) bereit. E
Mit diesem Produktionskonzept lassen sich nach sorgfältigen Berechnungen die Fertigungszeiten um bis zu 30 % reduzieren und das nicht nur in der Teilevorfertigung.
Unter Berücksichtigung eines objektiven Vergleiches zwischen der „Konventionellen Fertigung“ und der „Einzelteil-Komplett-Bearbeitung“ ist das positive Ergebnis in der Ertragsrechnung deutlich zu sehen. Nahezu eine Verdreifachung des Ertrages wurde hier erzielt. Hinzu kommt die bereits genannte Flexibilität und eine Durchlaufreduzierung von ca. acht Arbeitstagen auf vier Tage.
Resümee: Mit der „Einzelteil-Komplett-Bearbeitung“ gehen wir einen neuen Weg in der Holz-Fensterfertigung, der die zukünftigen Anforderungen und Wünsche wie konstruktive und gestalterische Freiheit, hochflexible Fertigung, Kosteneinsaprung und kurze Durchlaufzeiten erfüllt. n
Teilen:








{kind=link}