



Die vollautomatische Kantenbelegung geformter Werkstücke hat im zurückliegenden Jahrzehnt eine rasante Entwicklung durchlaufen. Den Forderungen der Anwender an die Maschinenindustrie wurde dabei mit neuen bzw. kontinuierlich weiterentwickelten Verfahren Rechnung getragen.
Die ersten Bearbeitungszentren (BAZ) waren für vorbeschichtete Kantenmaterialien – überwiegend thermoplastische PVC-Kanten – ausgelegt. Mittels Wärmezufuhr durch Heißluft oder IR-Strahler wurde der rückseitig beschichtete Schmelzklebstoff reaktiviert und das Kantenband anschließend konturgetreu mittels Andruckrolle an das Werkstück angepreßt.
Es zeigte sich sehr schnell, daß die üblich gefüllten Vorbeschichtungsschmelzklebstoffe den Ansprüchen nicht vollständig gerecht wurden. Nun waren die Klebstoffchemiker gefordert, geeignete Produkte zu entwikkeln. Da ungefähr zeitgleich die ungefüllten Kantenschmelzklebstoffe in den Markt eingeführt wurden, lag es nahe, diese Produkte auch für die Vorbeschichtung von Kantenbändern für die BAZ-Verklebung zu prüfen. Die ersten Versuche waren so überzeugend, daß auf Anhieb eine deutliche Verbesserung erzielt wurde; teilweise war erst mit diesen Produkten eine akzeptable Verklebung möglich. Allerdings fehlte uns damals noch konkretes Basiswissen über das unterschiedliche Verhalten zwischen den gefüllten und ungefüllten Kantenschmelzklebstoffen. Fundierte Aussagen, welcher Klebstoff wann und warum eine sichere Verklebung mit einem spezifischen Kantenband und einer vorgegebenen Geometrie des Werkstükkes gewährleistet, konnten nur in vielen empirischen Versuchen beim Anwender erarbeitet werden. Eine Übertragung dieser Erkenntnisse auf weitere Anwender war nicht immer gegeben.
Mittlerweile wurden viele dieser Defizite durch gemeinsame Aktivitäten der Maschinenindustrie, der Klebstoffhersteller und der Kantenbandproduzenten aufgearbeitet. Heute verfügen wir über ein breites Wissen in diesem Bereich, das es uns ermöglicht, eindeutige Aussagen zu den Abhängigkeiten und auch Grenzen des Verfahrens zu machen.
Klebstofftechnik unter der Lupe
Da bei konventionellen Kantenanleimmaschinen mit relativ konstanten Vorschubgeschwindigkeiten gearbeitet wird, muß bei der Klebstoffauswahl in erster Linie auf Offene Zeit bzw. Abbindegeschwindigkeit geachtet werden. Sehr vereinfacht formuliert: Für langsame Vorschubgeschwindigkeiten ein Klebstoff mit längerer offener Zeit, für schnellaufende Anlagen ein Klebstoff mit einer schnelleren Abbindezeit. Bei den BAZ’s und den Formteildurchlaufmaschinen sind teilweise drastische Geschwindigkeitsänderungen zu berücksichtigen (Beispiel BAZ: im Radienbereich mit ca. 0,3 m/min und auf geraden Strecken bis zu ca. 20 m/ min). Erschwerend kommt hinzu, daß bei geformten Werkstücken, insbesondere in den Radienbereichen, sehr starke Spannungen durch das verformte Kantenmaterial auftreten, die durch den Klebstoff aufgefangen werden müssen.
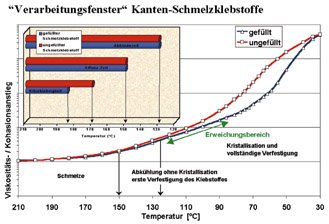
Bei vergleichenden Untersuchungen wurden mit ungefüllten Klebstoffen deutlich bessere Ergebnisse erzielt: das Kantenband liegt insbesondere vor und hinter dem Radius viel enger am Werkstück an und die Verbundfestigkeit ist ebenfalls wesentlich höher. Dieses unterschiedliche Verhalten gefüllter und ungefüllter Schmelzklebstoffe läßt sich am besten am „Verarbeitungsfenster“ (siehe Abbildung 2) erläutern: Die beiden Kurven des großen Diagramms zeigen den Verlauf der Viskositätszunahme oder, anders formuliert, den Anstieg der Kohäsion nach der Klebstoffapplikation bei 210 °C von zwei ausgewählten Kantenschmelzklebstoffen (gefüllt und ungefüllt). Nach der Applikation kühlen die Klebstoffe sehr schnell ab, wobei die Viskosität anfangs nur geringfügig ansteigt. Bis etwa 150°C liegen beide Produkte noch als homogene reine Schmelzen mit nahezu identischen Viskositätsverhalten vor. Doch wie im kleinen Diagramm dargestellt, ist der erste wichtige Unterschied bereits hier feststellbar. Die wesentlich längere Periode der Hitzeklebrigkeit des ungefüllten Schmelzklebstoffes ermöglicht ein breiteres Anwendungsfenster, was insbesondere für die unterschiedlichen Vorschubgeschwindigkeiten bei den Formteildurchlaufmaschinen und den BAZ’s von Wichtigkeit ist. Hinzu kommt noch eine bessere Benetzung der Werkstoffe durch die intensivere Hitzeklebrigkeit der ungefüllten Schmelzklebstoffe, was sich in deutlich höheren Klebfestigkeiten äußert.
Wird die Klebung außerhalb der Hitzeklebrigkeitsphase, aber noch innerhalb der offenen Zeit, durchgeführt, so zeigen Untersuchungen, daß auch hier der ungefüllte Klebstoff deutlich bessere Ergebnisse im Vergleich zum gefüllten Produkt liefert. Werden Klebungen in diesem Bereich durchgeführt, so ist immer noch eine Seriensicherheit gewährleistet. Die „optimale“ Festigkeit wird allerdings nicht mehr ganz erreicht.
Versuche, gefüllte Schmelzklebstoffe mit einer vergleichbaren Hitzeklebrigkeitsperiode zu entwickeln, ergaben längere Offene- und Abbindezeiten, welche dann zwangsläufig zu Fugenöffnungen vor und/oder hinter den Radien führten, da die Anfangsfestigkeit nicht ausreichend war.
Im Temperaturbereich von etwa 150 bis 120°C treten dann erste Verfestigungen im Klebstoff ein und die Viskosität/Kohäsion steigt auch schon etwas stärker an. Bei weiterem Abkühlen schließen sich dann die Phase der Kristallisation und der vollständige Übergang von flüssig nach fest an. Hier zeigt der ungefüllte Schmelzklebstoff seinen zweiten wichtigen Vorteil: den wesentlich steileren Anstieg der Viskosität bzw. den schnelleren Aufbau der Kohäsion. Dieses Verhalten ist insbesondere bei der Nachbearbeitung von Vorteil, da der ungefüllte Klebstoff deutlich höheren mechanischen Beanspruchungen widerstehen kann. Zudem wird auch eine bessere und engere Verbindung zum Trägerwerkstoff gewährleistet, da bei der Abkühlung des Kantenbandes die Spannungen im Kantenmaterial ebenfalls zunehmen und diese vom Klebstoff aufgefangen werden müssen. Man kann heute sogar sagen, daß die Formteilbelegung erst durch die ungefüllten Kantenschmelzklebstoffe ihre heutige Bedeutung erreicht hat.
Nahezu parallel zu der Einführung der BAZ’s für vorbeschichtete Kantenbänder wurden auch die ersten Anlagen mit integriertem Klebstoffauftragssystem eingeführt. Die Vorteile dieses Verfahrens sind naheliegend: keine „doppelte“ Vorratshaltung von beschichteten und unbeschichteten Kantenbändern, die separate Vorbeschichtung entfällt – zumal diese meist extern erfolgte und mit logistischen Problemen behaftet ist. Daher werden heute fast überwiegend BAZ’s mit integriertem Klebstoffauftragssystem vertrieben, während Anlagen für die Reaktivierung vorbeschichteter Kanten eher die Ausnahme sind. Nach unserem Kenntnisstand werden ausschließlich ungefüllte oder sehr leicht gefüllte Schmelzklebstoffe auf diesen Anlagen gefahren, was sich aus den vorgenannten Gründen ergibt.
Da es sich bei den Bearbeitungszentren um eine Einzelteilfertigung handelt und nicht immer eine „360°“-Rundumverleimung gefordert ist, war die Entwicklung von Durchlaufmaschinen für „einseitig“ geformte Werkstücke die nächste Konsequenz. Vor rund 4 Jahren wurden die ersten Anlagen dieses Typs im Markt eingeführt. Auch hierbei sind die ungefüllten Schmelzklebstoffe aufgrund ihres breiten Verarbeitungsfensters nicht mehr wegzudenken.
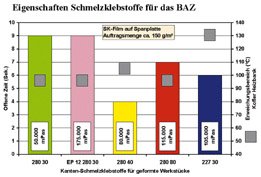
Die Produktpalette der ungefüllten Schmelzklebstoffe wurde und wird stetig verbessert, um den steigenden Anforderungen der Kunden gerecht zu werden. Mit einer Palette von 4 bis 5 Produkten lassen sich die meisten Anforderungen abdecken. Dabei unterscheiden sich die Produkte insbesondere in folgenden drei Eigenschaften:
• Viskosität
• Hitzeklebrigkeit, Offene Zeit, Abbindezeit
• Erweichungsbereich.
Abbildung 3 verdeutlicht die Unterschiede einiger ausgewählter Jowat-Produkte, die in der Formteilbelegung von Bedeutung sind. Bei der Auswahl des Klebstoffes müssen die Gegebenheiten vor Ort berücksichtigt werden: Unter anderem sind dies die Art der Anlage (nicht jedes BAZ ist gleich), Art, Dicke und Breite des Kantenmaterials, die Werkstückgeometrie (enge Radien), aber auch der spätere Verwendungszweck des Möbelteiles (Küche, Bad, Wohnraum u. a.).
Daher ist es an dieser Stelle schwierig, eine anschauliche und eindeutige Darstellung der Anwendungsgebiete der einzelnen Klebstoffe zu geben. Die Klebstoffauswahl sollte im gemeinsamen Gespräch mit den technischen Mitarbeitern des Klebstoffanbieters und unter Berücksichtigung der oben genannten Punkte erörtert werden.
Sicherheit bereitsauf hohem Niveau
Mit der derzeit zur Verfügung stehenden Maschinentechnik, den gängigen Kantenbandmaterialien und der vorhandenen Klebstoffpalette lassen sich viele Anforderungen erfüllen, allerdings gibt es auch Grenzen. Ganz allgemein kann man heute von einer Seriensicherheit mit 3 mm PVC-Dickkanten bei 30er Außen- und 50er Innenradien ausgehen. Bei vergleichbaren ABS-Kanten liegt aufgrund der höheren Biegewerte dieses Werkstoffes die Seriensicherheit im Bereich von 40er Außen- und 60er Innenradien. Für PP-Kanten gilt in etwa das gleiche wie für ABS, obwohl PP-Kanten einen niedrigeren Biegewiderstand aufweisen. Hierfür sind wieder andere Werkstoffeigenschaften verantwortlich. Sicherlich werden auch in Einzelfällen bereits heute engere Radien belegt, was aber meist sehr viel „Fingerspitzengefühl“ des Bedienungspersonals erfordert. Um den Anwendern in Zukunft noch mehr Sicherheit in Sachen Kantenanleimung geformter Werkstücke zu bieten und noch kompliziertere und schwierigere Geometrien zu ermöglichen bzw. die Gebrauchseigenschaften von Fertigteilen zu verbessern, ist eine Kooperation aller Beteiligten erforderlich. n
Teilen:








{kind=link}