







Kleine Ursachen große Wirkung: Wie bei allen Fertigungsverfahren gibt es auch beim Schleifen mit Breitbändern eine Reihe von verfahrenstypischen Störungen die bei allen Anwendungen auftreten können. Die daraus resultierenden Schleiffehler und oft erheblichen Qualitätseinbußen lassen sich wirksam vermeiden. Aber nur dann, wenn man die möglichen Ursachen kennt.
Oberflächenfehler, hervorgerufen durch den unsachgemäßen Einsatz von Breitbändern, können erhebliche negative Auswirkungen auf den wirtschaftlichen Betrieb von Breitbandschleifautomaten haben. Sie sind meist schon mit dem bloßen Auge erkennbar oder können durch entsprechende Verfahren wie z. B. das Abkreiden bzw. Touchieren oder geeignete Lichtquellen sichtbar gemacht werden. Ein frühzeitiges Erkennen solcher Fehler hilft die daraus entstehenden zum Teil erheblichen Nacharbeitskosten zu senken.
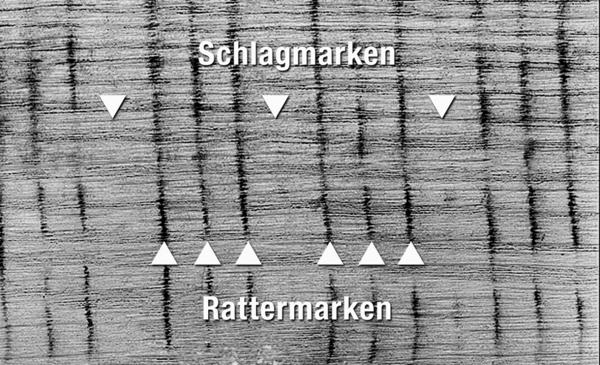
Ratter- und Schlagmarken
- Als Rattermarken werden häufig pauschal alle Markierungen auf Werkstückoberflächen quer zur Vorschubrichtung bezeichnet. Entsprechend den Ursachen ist jedoch folgende Unterscheidung möglich:
- (A) Rattermarken, verursacht durch nicht rund laufende Stützwalzen und
- (B) Schlagmarken, verursacht durch fehlerhafte Bandverbindungsstellen.
Aus dem Abstand der Markierungen zueinander lässt sich durch einfache Berechnung die Art der Störung (Ratter- oder Schlagmarken) ermitteln. Hierzu empfiehlt es sich, die Werkstückoberfläche mit Kreide oder Zeichenkohle zu touchieren, um eine bessere Erkennung der Markierungen zu ermöglichen. Die Genauigkeit der Messung kann erhöht werden, in dem der Abstand zwischen der ersten und der elften Markierung ausgemessen wird. Ein Zehntel des derart erhaltenen Messwertes entspricht dem Abstand zwischen zwei Markierungen. Dieser praktisch ermittelte Wert muss mit den aus den Berechnungsformeln erhaltenen theoretischen Werten der Markierungsabstände verglichen werden. Stimmt beispielsweise der gemessene Wert mit dem berechneten Wert (B) überein, so muss als Ursache eine fehlerhafte Schleifbandverbindungsstelle angenommen werden. Rattermarken durch nicht rundlaufende Stützwalzen können nur durch exakt gewuchtete Stützwalzen vermieden werden. Schleifbänder, die wegen unsauber gefertigter Schleifbandverbindungen Schlagmarken hervorrufen, müssen ersetzt werden – ein nachträgliches Überschleifen der Bandverbindungsstelle wird nicht empfohlen.
Längsstreifen
Als Längsstreifen werden Markierungen bezeichnet, die auf den Werkstückoberflächen in Vorschubrichtung verlaufen. Ihre Ursachen sind vielfältig und können in werkstück-, werkstoff- und maschinenbedingte Ursachen unterteilt werden. Werkstückbedingte Längsstreifen können durch eine falsche Beschickung der Schleifmaschine verursacht werden. Wenn z. B. Werkstücke über längere Zeit immer in ein- und derselben Spur eingelegt werden, führt das zu einem einseitigen Verschleiß der Schleifbandoberfläche. Die ungleichmäßige Abnutzung des Schleifbandes kann bei einer nachfolgenden Nutzung der gesamten Schleifbreite zu Längsstreifen auf der Werkstückoberfläche führen. Durch versetztes Auflegen der Werkstücke und der damit gegebenen gleichmäßigen Ausnutzung der gesamten Schleifbandbreite lässt sich dieses wirksam vermeiden. Ursache für werkstoffbedingte Längsstreifen sind oft Leimreste auf der Oberfläche oder Schmelzkleberreste im Kantenbereich von furnierten Möbelteilen. Sehr harzhaltige Holzarten neigen teilweise ebenfalls zum partiellen Zusetzen der Bänder. In allen drei Fällen kann das vermehrte Zusetzen mit Schleifstaub in bestimmten Zonen des Schleifbandes zu Längsstreifen auf der Werkstückoberfläche führen. Meistens ist auf den Schleifbändern dann ein umlaufender Streifen erkennbar, der sich deutlich von den weniger zugesetzten Bereichen unterscheidet. Abhilfe schafft hier eine möglichst vollständige Entfernung von Harz-, Leim- und Schmelzkleberresten mit einem vorgeschalteten Querschleifband. Außerdem verhindert ein rechtzeitiger Schleifbandwechsel das partielle Verbrennen der Holzoberfläche, welches zu regelrechten Brandstreifen führen kann. Der Einsatz von offen gestreuten Schleifbändern mit antistatischer Ausrüstung wird empfohlen. Maschinenbedingte Längsstreifen lassen sich i.d.R. durch eine regelmäßige Wartung und Kontrolle der Stützelemente vermeiden. Häufigste Ursache für maschinenbedingte Längsstreifen bei Schleifschuhen sind beschädigte bzw. verschlissene Grafitbeläge. Daher sollten die Grafitbeläge regelmäßig kontrolliert werden. Kleine Unebenheiten können mit wenig Schleifdruck von Hand (Schleifgewebe, Korn P 80) mit einem mindestens 20 cm langen und 10 cm breiten Schleifklotz plan geschliffen werden. Stark wellige Grafitbeläge und Grafitbeläge mit deutlich sichtbaren Einlauf- spuren sollten gewechselt werden. Dickenschwankungen des Filzes in den Schleifschuheinsätzen können ebenfalls Längsstreifen hervorrufen. Zu hohe Schleifdrücke führen zu einem partiellen „Verbrennen“ des Filzes, was eine Verhärtung des Filzes in diesen Zonen zur Folge haben kann. Solche Filze sollten umgehend gewechselt werden.
Nadelstreifen
Als Nadelstreifen bezeichnet man erhabene, meist unterbrochene, schmale Streifen auf der Werkstückoberfläche in Vorschubrichtung. Sie verlaufen entlang der Oszillationslinie des Breitbandes. Die Ursache dafür sind Beschädigungen des Schleifkorns durch Mineralien (Quarzpartikel, grobe Schleifkörner oder Sand) oder Metallteilchen, die in den Werkstücken eingeschlossen sind. Häufig werden bei der Anwendung Kalibrierschliff mit Kontaktwalzen durch zu hohe Schleifdrücke grobe Schleifkörner (z. B. Korn P 40) ausgebrochen und in das Werkstück gedrückt. Das Schleifkorn (z. B. Korn P 180) der Breitbänder nachfolgender Feinschliffaggregate kann dadurch irreparabel beschädigt werden. In solchen Fällen muss das Schleifband durch ein neues ersetzt werden. Soll im Kalibrierschliff weiterhin mit großen Schleifdrücken gearbeitet werden, empfiehlt sich der Einsatz von Gewebeschleifbändern, da hier die Kornbindung fester ist. Grundsätzlich kann ein zu hoher Schleifdruck in Verbindung mit einem abrupten Einsetzen des Schleifbandes zu Kornausbruch führen. Ein möglichst synchrones Einsetzen mit einer der Korngröße angepassten Schleifnormalkraft kann dieses verhindern und erfolgt bei modernen Breitbandschleifmaschinen heute in einfacher Art und Weise über ein Touch Panel. Durch den Einsatz eines breiteren Filzes auf den Schleifschuheinsätzen wird die Eingriffslänge des Schleifbandes vergrößert und der effektive Schleifdruck verringert sich. „Nadelstreifen“ können so weitgehend verhindert werden.
Bandbruch
Als Bandbruch wird ein Bruch des Schleifbandes quer zur Laufrichtung bezeichnet. Ursachen dafür sind in den meisten Fällen entweder eine unsachgemäße Handhabung der Breitbänder, eine falsche Maschineneinstellung oder schlecht gefertigte Bandverbindungsstellen. Hohe Bandspannungen in Verbindung mit zu hohen Schleifdrücken können einen vorzeitigen Bandbruch begünstigen. Auf die Verwendung von beschädigten Breitbändern sollte möglichst ganz verzichtet werden.
Faltenlauf
Faltenlauf ist gekennzeichnet durch eine charakteristische Falte, die in einem Winkel von etwa 20° zur Bandlaufrichtung (Bandkante) verläuft. Ursache ist eine zu schnell und/oder ruckartig eingestellte Oszillation des Schleifbandes. Die Oszillationsfrequenz sollte im Mittel bei 25 Doppelhüben pro Minute liegen. Ein Bandverschiebeweg von 15–20 mm ist optimal. Der Richtungswechsel des Schleifbandes sollte dabei ruckfrei erfolgen. Eine gut eingestellte Bandumsteuerung schont neben den Schleifbändern auch die Schleifmaschine und verringert den Druckluftverbrauch.
Bandverlauf
Das seitliche Ablaufen der Schleifbänder von den Schleifaggregaten, entweder zur Motorseite oder zur Bedienerseite hin, wird auch als Bandverlauf bezeichnet. Diese Störung kann durch konische Schleifbänder mit unterschiedlichen Kantenlängen verursacht werden. Ein Ausmessen und Vergleichen der Kantenlängen auf beiden Seiten des Schleifbandes bringt hier Gewissheit. Die Ursachen dafür können sowohl unsachgemäße Lagerung der Bänder beim Anwender als auch Fehler bei der Herstellung des Bandes sein. Häufig ist die Ursache jedoch auch eine schlecht gewartete Schleifmaschine! So können ein Aussetzen der Umschaltung der Oszillationsrichtung des Schleifbandes oder eine falsche Einstellung der Mittellage der Steuerwalze einen Bandverlauf hervorrufen. Eine falsch eingestellte Mittellage der Steuerwalze erkennt man an den unterschiedlichen Geschwindigkeiten der Oszillationsbewegungen des Bandes, ähnlich wie dies bei konischen Schleifbändern der Fall ist. Ein Versagen der Umschaltung der Oszillationsrichtung ist meist auf diejenigen Elemente bzw. Schalter zurückzuführen, welche die seitliche Position des Schleifbandes erkennen sollen. Heute werden dafür i.d.R. Fotodioden verwendet. Bei korrekter Anordnung in Bezug auf die Schleifbandbreite und regelmäßiger Reinigung und Kontrolle der Fotodioden lässt sich ein störungsfreier Betrieb gewährleisten und Bandablauf verhindern.
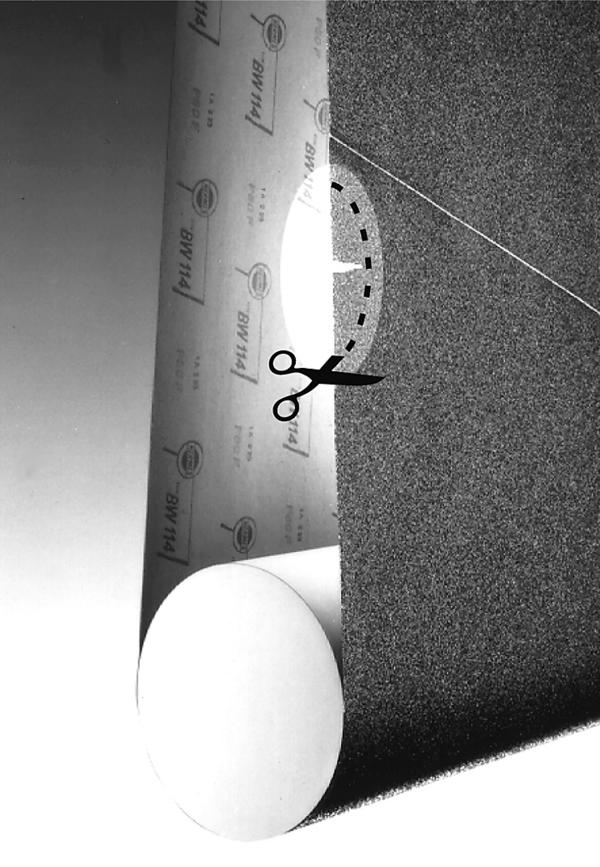
Schleifbandeinrisse
Insbesondere beim Auflegen eines Schleifbandes kann dieses durch Unachtsamkeit so beschädigt werden, dass es an den Kanten einreißt. Solche Einrisse können sich beim Betrieb ausweiten und somit zum Bruch des Bandes führen. Die Einrisse sollten daher mit einer Schere oder einem Messer rund ausgeschnitten werden. Bei Einrissen von mehr als 15 mm Länge sollte auf den Einsatz des betroffenen Schleifbandes verzichtet werden.
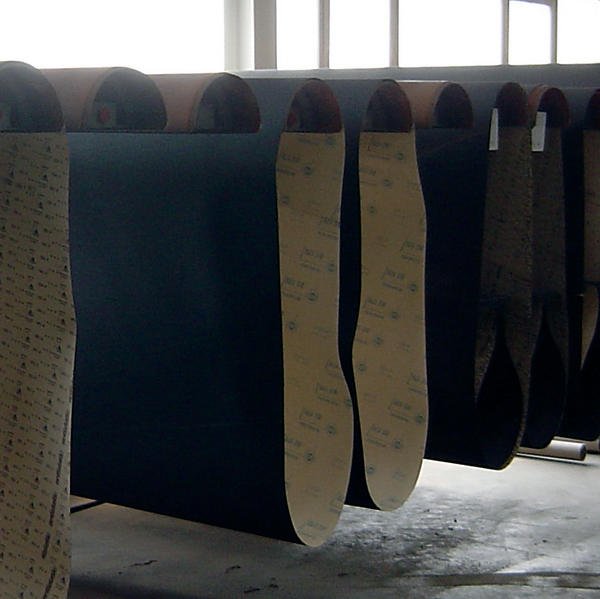
Richtige Lagerung von Schleifbändern
Aus ökonomischen Gründen ist der Einsatz von Papierbreitbändern am weitesten verbreitet. Schleifbänder mit Papier als Unterlage werden unter genormten klimatischen Bedingungen, d. h. bei einer Temperatur von 20 °C und bei 65 % relativer Luftfeuchte, hergestellt. Werden sie beim Anwender in einem davon abweichenden Klima gelagert und eingesetzt, kann sich ihre geometrische Form durch Aufnahme bzw.
Abgabe von Feuchtigkeit verändern. Bei zu trockener Luft wölben sich die Kanten der Schleifbänder zur Papierrückseite und bei zu feuchter Luft zur Kornseite hin. Schleifbänder dürfen nicht direkt auf dem Fußboden gelagert werden, da dies eine einseitig höhere Feuchtigkeitsaufnahme verursacht. Die dadurch auftretenden Maßänderungen führen zu unterschiedlichen Kantenlängen. Empfohlen wird entweder die Lagerung im Originalkarton auf Holzpaletten oder Regalen oder das Aushängen der Schleifbänder ca. 24h vor Gebrauch.
Für die Lagerung und das Aushängen der Schleifbänder sollte ein Raumklima von 18–22 °C bei einer relativen Luftfeuchte von 45–65 % eingehalten werden. Die Lagerung in direkter Nähe von Heizquellen, kalten Außenwänden und starker Zugluft sollte möglichst vermieden werden. Das Aushängen der Schleifbänder begünstigt eine einfache Bandmontage.
Weitere technische Hinweise für den Einsatz von Breitbändern finden sich auf den Internetseiten der Firma Hermes. ■
Teilen:








{kind=link}