





Eine typische und zugleich in die betriebliche Praxis umsetzbare Techniker-Abschlussarbeit entstand an der Holzfachschule Bad Wildungen: Nina Wittibschläger, Christian Dittmer, Thomas Skuda und Markus Schneider entwickelten ein CNC-Werkzeugdatenbanksystem und das passende Werkzeug-Aufbewahrungsmobil gleich dazu.
Immer mehr Unternehmen aus dem Bereich der Holzverarbeitung, auch kleinere bis mittlere Handwerksbetriebe, entscheiden sich für die Anschaffung eines CNC-Bearbeitungszentrums. Der Grund liegt auf der Hand: Was bisher mittels traditioneller Handwerkstechniken produziert wurde, lässt sich mit CNC-Maschinen bekanntermaßen in wesentlich kürzerer Bearbeitungszeit und größerer Genauigkeit herstellen. Dabei nimmt die Anzahl der CNC-Werkzeuge proportional zur Ausnutzung des Potenzials dieser Bearbeitungszentren zu. Je flexibler die Fertigung, umso häufiger werden oft unterschiedlichste Werkzeuge an der Maschine eingesetzt. Damit dies reibungslos funktioniert, muss eine durchdachte Werkzeugorganisation her.
Die Installation und Inbetriebnahme eines neuen CNC-Bearbeitungszentrums von Weeke, Typ Venture 5 in der Holzfachschule Bad Wildungen, war in diesem Zusammenhang Anlass für eine Techniker-Abschlussarbeit. Für die angehende Holtechnikerin und Holztechniker Nina Wittibschläger, Christian Dittmer, Thomas Skuda und Markus Schneider bot die neue Maschine ein praxisnahes Thema für ihre Abschlussarbeit: „Inbetriebnahme eines CNC-Bearbeitungszentrums mit Entwicklung einer Werkzeugdatenbanksystematik und eines Werkzeugmobiles.“
Betreut wurde dieses Team vom Fachbereichsleiter für Holzverarbeitung: Dipl.-Ing. (FH) Holztechnik Michael Bücking, kräftig unterstützt von den Firmen Weeke Bohrsysteme und Blum Beschlägetechnik.
Werkzeugdaten präzise erfasst
Bei der Ersteinrichtung einer CNC- Werkzeugorganisation muss das geeignete Werkzeugspannsystem mit der zur Maschine passenden Aufnahme (heute meistens HSK-F63) dem eigentlichen Fräser zugeordnet werden. Als Standard werden sehr oft Spannzangenfutter verwendet.
Der Maschinenbediener kann den Fräser über eine einfache Vorrichtung mittels Spannzange in die Aufnahme einsetzen. Bei hohen Drehzahlen und Bearbeitungsvorgängen, die eine sehr gute Oberfläche bei hohen Vorschüben fordern, erreicht das Spannzangensystem seine Grenzen. Besser sind in diesem Zusammenhang thermische Schrumpf-Spannfutter, die im Hochleistungseinsatz mit wesentlich höheren Drehzahlen und Vorschüben gefahren werden können. Das Werkzeug verbleibt in der Regel im Schrumpf-Spannfutter und kann vom Werkzeuglieferant mittels Hochfrequenz-Schrumpfgenerator reversibel montiert werden. Zur Gestaltung eines strukturierten, betrieblichen Ablaufs ist es in erster Linie wichtig, diese CNC-Werkzeuge als Einheiten von Aufnahmen mit Fräsern in seinen Geometrien und Werkzeugparametern datentechnisch zu erfassen, zu organisieren und entsprechend geordnet innerhalb des Betriebes zu lagern.
Schlüssige Ordnung
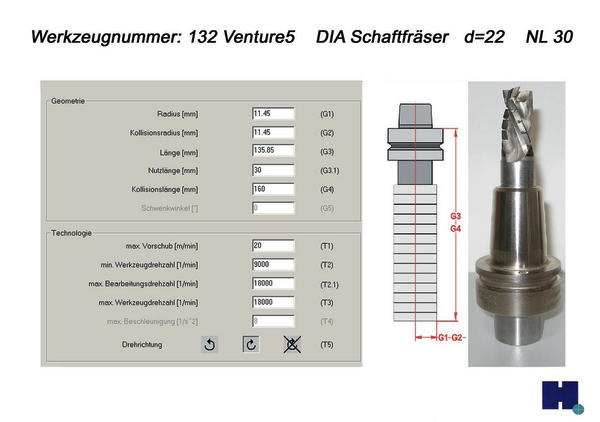
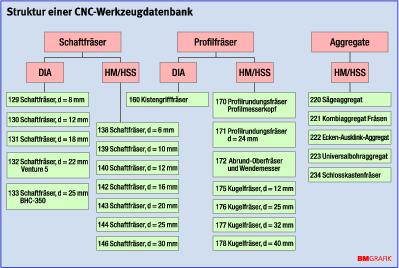
Eine Aufgabe der Technikerarbeit bestand darin, mittels einer explorerähnlichen Struktur alle vorhandenen CNC-Werkzeugeinheiten in Gruppen aufzuteilen. In der ersten Strukturebene wurden die Werkzeuge nach Schaftfräsern, Profilfräsern und Aggregaten differenziert. Jede Werkzeuggruppe gliedert sich in Untergruppen nach Schneidmaterialien wie Diamant-Fräswerkzeuge, Hartmetall- bzw. HSS-Werkzeuge. Der härteste Schneidenwerkstoff, PKD (Polykristalliner Diamant), ist in erster Linie für die Zerspanung von abrasiv wirkenden Holzwerkstoffen wie Span- und MDF-Platten geeignet. Hartmetalle kommen bevorzugt in der Massivholzverarbeitung (Hartholz) zum Einsatz, Schnellarbeitsstahl (HSS) ist sehr gut geeignet für Weichholz bzw. Hölzer mit stark unterschiedlichen Homogenitäten. Durch die unterschiedlichen Einsatzbereiche ist diese Aufgliederung für den Maschinenbediener sehr sinnvoll und hilfreich. Die Sortierung der CNC Werkzeuge erfolgt nach Nummern aufsteigend entsprechend den Abmessungen wie z. B. Hauptdurchmessern.
Alle Werkzeuge wurden mittels Digitalkamera fotografiert. Die Maße der Werkzeugeinheiten wurden detailliert erfasst und in entsprechenden Werkzeugdatenblättern dokumentiert. Nach dieser Vorplanung konnten die Daten sinnvoll gegliedert in die softwaregestützte Werkzeugdatenbank eingegeben werden. Diese Datenbank steht dem Bediener an der Maschine sowie den Programmierern in der Arbeitsvorbereitung zur Verfügung.
Bei Einsatz von CAD/CAM-Systemen ist die Pflege und Durchgängigkeit der Werkzeugdatenbank Voraussetzung, damit diese Technologie in der Praxis funktioniert. Im CAM-Modul werden den Bearbeitungsvorgängen entsprechende Werkzeuge zugeordnet. Dies geschieht in Bad Wildungen durch die IMOS Software, die in den CNC-Laboren der Holzfachschule installiert ist und die aus der Planungssoftware direkt die maschinenlesbaren mpr-Dateien generiert.
Praktisches Werkzeugmobil
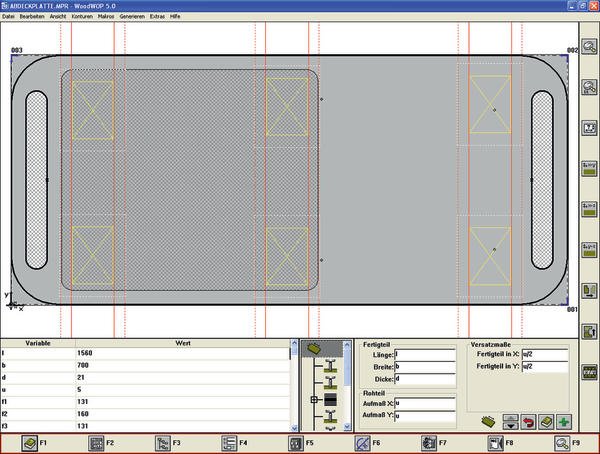
Der zweite wichtige Aufgabenbereich der Technikerarbeit bestand in der Konstruktion eines Werkzeugmobiles. Die Schüler entschieden sich für einen fahrbaren Werkzeugschrank, der sich mit vier Schubkästen zur variablen Aufbewahrung von Werkzeugeinheiten oder Fräsern inklusive der Aufnahmen eignet. Diese sind in 3 flexiblen Vollauszügen hinter einer Plexiglastüre sortiert gelagert. Eine Arbeitsplatte als Deckplatte mit einer Zwischenlagerkonsole und fest montierter Vorrichtung zur Spannzangenmontage bildet den oberen ergonomisch geformten Arbeits- und Ablagebereich für den Maschinenbediener. Vier stabile lenkbare Rollen verleihen dem Schrank Mobilität. Der Schrank wurde per CAD in AutoCAD geplant und konstruiert. Die Fertigung der Prototypen erfolgte zum großen Teil auf dem neuen CNC-Bearbeitungszentrum Weeke Venture 5. Die Daten wurden mittels Postprozessor in die Benutzeroberfläche Woodwop an die Maschine übertragen. Die CNC-Programme liegen getestet und abgestimmt vor, so dass weitere fahrbare Schränke auf einem Bearbeitungszentrum hergestellt werden können.
Als zusätzlichen Service plant Weeke als Partner des Projekts, die zur Herstellung des Werkzeugmobils erforderlichen CNC Programme Ihren Kunden beim Kauf eines neuen Bearbeitungszentrums zur Verfügung zu stellen.
Für alle CNC-Anwender und interessierte: Genauere Informationen gibt es auf der Ligna+ 2007 in Hannover am Stand von Weeke Bohrsysteme. Auf dem Stand der Holzfachschule Bad Wildungen (Halle 16, Stand 31) kann zudem der praktische Werkzeugwagen besichtigt werden. ■
Teilen:








{kind=link}