


Im 1. Teil über den Hamburger Modellversuch “Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau” wurde der grundlegende Ansatz dieses Vorhabens zur betrieblichen Weiterbildung im Handwerk vorgestellt (BM 3/2001, Seite 100). In der zweiten Folge berichten die Autoren über die Erfahrungen einer durchgeführten Schulungs- und Betreuungsmaßnahme.
Antje Herchenhahn, Michael Ludolph, Volker Striecker Fragen zum Modellversuch können an die fachlichen Leiter gerichtet werden: Michael Ludolph und Volker Striecker Tel 0 40/4 28 86 00 Fax 0 40/4 28 86 01 52 E-Mail: ludolph@gschs.deoder ludolph@gschs.deoder
Der vorliegende Abschluss-bericht beinhaltet die speziellen Erfahrungen bei der Hamburger Werkstatt GmbH. In jedem Betrieb läuft die Einführung neuer Technologien anders: ein Anspruch auf Verallgemeinerung kann deshalb nicht abgeleitet werden.
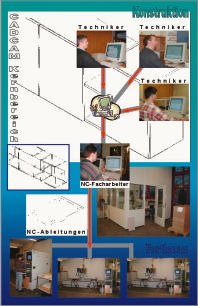
Die Hamburger Werkstatt (Werkstatt für Behinderte) ist eine Einrichtung der beruflichen Rehabilitation zur Eingliederung behinderter Menschen in das Arbeitsleben. Im Tischlereibereich sind (inklusive Arbeitsvorbereitung) ein Ingenieur, drei Techniker, zwei Meister, 14 Facharbeiter und ca. 70 Werkstattmitarbeiter beschäftigt. Die Produktionspalette umfasst hauptsächlich die Herstellung von Korpusmöbeln in Einzel- und Serienfertigung wie z. B. Büromöbel und spezielle Einbauküchen für behinderte und betagte Menschen. Der Betrieb verfügt u. a. über drei CNC-Bearbeitungszentren. Die Erstellung der notwendigen CNC-Programme erfolgt im Fertigungsbereich bereits seit ca. zehn Jahren mit Hilfe eines CAD/CAM-Programms zur Einzelteilkonstruktion. Dieses Verfahren sollte mit dem Ziel der Produktivitätssteigerung durch ein objektorientiertes CAD/CAM-System ergänzt oder eventuell ganz abgelöst werden. Solche Systeme ermöglichen eine Konstruktion des Möbels im 3D-Bereich und die automatisierte Ableitung der NC-Programme für die jeweiligen Einzelteile.
Beratungsphase
Bereits in der Beratungsphase wandte sich das Unternehmen an den Modellversuch. Mit seiner Hilfe fiel die Entscheidung, in Abstimmung mit der Produktpalette des Betriebes durch einen intensiven Softwarevergleich, zugunsten eines objektorientierten CAD/ CAM-Systems aus. Eine kurzfris-tige Umstellung auf das neue Sys-tem wurde von Firmen- und Modellversuchsseite als nicht praktikabel angesehen, da mit zu vielen Schwierigkeiten hinsichtlich der notwendigen Qualifikationsanforderungen und der Umstellung der Arbeitsorganisation gerechnet werden musste. Ziel des Vorhabens sollte vielmehr eine “sanfte Einführung” des neuen Systems sein. Aus diesem Grund wurde der Umfang der Schulungs- und Betreuungstätigkeit mit 160 Stunden pro Jahr vereinbart. Das entsprach einer Präsenz des Schulungsleiters von ca. vier Stunden pro Woche vor Ort, wobei jedoch je nach Bedarf in zusammengefass-ten Zeitblöcken geschult und beraten wurde.
Neue Denkweisen gefragt
Die Ergebnisse Abschlussbesprechung sowie einer Fragebogenaktion werden im folgenden als Grundlage des Artikels genommen. Ziel dieses Artikels ist somit weniger, die implementierte Software mit all ihren Details und Besonderheiten zu beschreiben als vielmehr den Prozess der Einführung dieses CAD/ CAM-Systems von Seiten der betrieblichen Mitarbeiter zu reflektieren. Über die Leistungsexplosion mit Hilfe der Softwaresysteme gibt es unseres Erachtens bereits sehr viele Informationen, wenige jedoch darüber, welche Prozesse sich in den Betrieben bei der Einführung der Systeme ergeben.
Soviel vorweg: Auch 1 1/2 Jahre nach Einführung des objektorientierten CAD/CAM-Systems wird die Notwendigkeit dieses Prozesses von Seiten der eingebundenen Mitarbeiter betont. Da jeder Betrieb im Hinblick auf seine Kundenwünsche und Mitbewerber am Markt flexibel sein müsse, seien CAD/CAM-Systeme mit entsprechenden Bearbeitungszentren zukünftig unabdingbar, um rationell planen, konstruieren und fertigen zu können.
Die Maßnahme wird also insgesamt positiv beurteilt. Sie hat jedoch auch einige Änderungen mit sich gebracht, die zu Beginn so ohne weiteres nicht von allen Beteiligten vorhersehbar waren. Bei der Einführung eines objekt-orientierten CAD/CAM-Systems handelt es sich eben um mehr als um eine bloße Software-Erneuerung. Hier müssen übergreifend und abteilungsspezifisch neue Denkweisen und Organisationsformen entwickelt werden.
Änderungen in der konstruktiven Tätigkeit
Das CAD/CAM-System erfordert eine regelgeleitete Festlegung von Konstruktionsprinzipien. Das beinhaltet die Auswahl der verwendeten Materialien, Profile (Kanten) mit entsprechenden Konturierungen und ihres Zusammenwirkens in entsprechenden Bau-teildefinitionen. Hinzu kommt die Auswahl der Beschläge (Korpusverbinder, Möbelbänder, Schlösser, Auszüge, Griffe etc.) sowie das Anlegen der zugehörigen Bearbeitungsschritte. Letzteres ist umso wichtiger, da aus der dreidimensionalen Konstruktion die NC-Programme für die Bearbeitungszentren automatisiert abgeleitet werden sollen.
Da jeder Betrieb mehr oder weniger seine eigenen Konstruktions- und Fertigungsprinzipien ausweist, müssen diese zunächst auch erst einmal als Datensätze im System hinterlegt werden. Dabei wird rasch deutlich, dass eine Standardisierung der Arbeitsweisen dringend notwendig ist. Das Entwickeln und Dokumentieren von “Betriebsnormen” wird umso notwendiger, je mehr Mitarbeiter auf das System zurückgreifen. Unterbleibt diese Art des Herangehens, kann die Arbeit mit der Zeit durch die Anhäufung unreflektierter Datenbestände kontraproduktiv werden.
Hervorzuheben ist, dass von Seiten der Softwarefirma für diese Aufbereitungsphase eine sehr gute Unterstützung per Hotline geboten wurde (und auch weiterhin geboten wird), sowohl hinsichtlich der Stammdatenpflege und dem Programmhandling als auch in bezug auf allgemeine hard- und softwaretechnische Fragestellungen.
Die Entwicklung und Eingabe von “konstruktiven Stammdaten” ist ein Lernprozess, der in Zeit und Umfang oftmals erheblich unterschätzt wird. Der Weg von der Einsicht – dass das Aufstellen “klarer Konstruktionsregeln” (Werksnormen) im Sinne eines effektiveren Arbeitens unabdingbar ist – bis hin zu seiner Umsetzung – beinhaltet ein äußerst langwieriges, diszipliniertes Arbeiten, das außerdem sehr gute Absprachen und Abstimmungen (Teamarbeit) sowie die Klärung von Zuständigkeiten erfordert.
Auch bei den Mitarbeitern der Hamburger Werkstatt wurde dieser Prozess nicht richtig von Anfang an mit seiner ganzen Konsequenz eingeschätzt. Die Einsicht in die Notwendigkeit wuchs aber gleichsam mit der Dauer des Sys-temeinsatzes, zumal durch die Vernetzung der Rechner und des dadurch möglichen Datenaustauschs untereinander anders gar kein effektives Arbeiten möglich war und ist. Alle Beteiligten sind sich im Nachhinein einig, “dass das System eine sehr lange Einarbeitungsphase mit einem entsprechend großen Zeitaufwand notwendig machte, um es zu beherrschen.”
Bevor also das Urteil gefällt werden kann, dass die Einführung des CAD/CAM-Systems “auf jeden Fall eine Vereinfachung und Rationalisierung bei der Bearbeitung von Aufträgen” durch z. B. “möglichst gleiche Konstruktionen bei verschiedenen Aufträgen” darstellt, ist auch im Fall der Hamburger Werkstatt ein hoher Aufwand an Vorarbeit notwendig gewesen. Auch mit Anleitung durch die fachlichen Leiter des Modellversuchs kann, in diesem Unternehmen, der Prozess mit ca. einem ganzen Jahr veranschlagt werden. Erst danach lässt sich laut Aussage aller Beteiligten eine allmähliche Effektivitätssteigerung sehen, u. a. mit folgenden Vorteilen:
• Leichteres Arbeiten, weil durch gleiche Konstruktionen alles transparenter wird.
• Die Möglichkeit der besseren Kontrolle durch die 3D-Darstellung der Konstruktion.
• Leichtere Erstellung von Arbeits- und Fertigungsunterlagen (Maßsicherheit).
• Produktivitätssteigerung durch schnelleren Zugriff auf Konstruktionen im AV-Bereich und leichteren Erstellung von Korpusmöbeln.
• Qualitätssteigerung, Maßgenauigkeit, Maßermittlung bei schwierigen Teilen, z. B. bei Schmiegen, Rundungen.
• Es werden durch die graphische Visualisierung im Vorweg einige Fehler vermieden.
• Da die Aufträge parametrisiert angelegt werden, lassen sich Veränderungen schnell realisieren (Höhe, Breite, Tiefe, . . .).
• Die Wiederholbarkeit ist gegeben, die Maßgenauigkeit ist besser und die Fehlerquote ist reduziert.
Der höhere Aufwand, der in der Konstruktionsabteilung zudem notwendig wird, da im Rahmen des CAD/CAM-Systems auch große Teile fertigungsbezogener Daten mit angelegt und gepflegt werden müssen, erfordert einen zusätzlichen Lern- und Abstimmungsprozess, der nicht unterschätzt werden darf. Vor der Einführung des Systems war es für die Arbeitsvorbereitung üblich, 2D-Zeichnungen oder Skizzen für die Fertigung aufzubereiten. Mit dem Einsatz des CAD/CAM-Sys-tems muss fast jedes fertigungsbezogene Detail in die 3D-Konstruktion eingebunden werden. Sind die Fertigungsprinzipien erst einmal hinterlegt, beansprucht dieses Verfahren zunehmend weniger (Zeit-)Aufwand. Es bringt jedoch auf jeden Fall – “weil kleine Fehler in der AV jetzt deutlich stärkere Auswirkung auf die Fertigung haben können” – eine Aufgabenerweiterung sowie eine höhere Qualifikationsanforderung des Technikers der Konstruktionsabteilung mit sich.
So geht die Meinung einiger Mitarbeiter auch dahin, dass für sie momentan noch nicht absehbar ist, wie sich ihr Tätigkeitsbereich in Zukunft durch eine verstärkte Einbindung des Systems ändern wird. Auf längere Sicht – so wird vermutet – werden mehr und mehr Verschiebungen der einzelnen Tätigkeiten geschehen, so dass es die traditionelle Trennung der Aufgabenbereiche immer weniger geben wird.
Nach 1 1/2 Jahren wird im Konstruktionsbereich eine Produktivitätssteigerung bei Serien und Kleinserien festgestellt, der den höheren Zeitaufwand für die Qualifizierung rechtfertigt. Für komplizierte Konstruktionen der individuellen Einzelfertigung wird zum heutigen Zeitpunkt jedoch noch eine Einschränkung gesehen. So gibt es also durchaus Einzelaufträge bei denen sich ein Mitarbeiter noch für den traditionellen Weg der Arbeitsvorbereitung entscheidet. Eingestandenermaßen fehlen von Seiten der Mitarbeiter für diese Art der Konstruktion teilweise noch notwendige Kenntnisse oder aber sie haben diese noch nicht genügend verfestigt. Unter Umständen ist aber auch die Software in diesem Bereich noch nicht ganz perfekt.
Aber dies könnte sich in naher Zukunft ändern, da gerade bezüglich individueller Einzelkonstruktionen von Seiten des Softwareherstellers positiv zu bewertende Entwicklungsanstrengungen zu konstatieren sind.
Insgesamt wird das Maß der Qualifikationsanforderungen, die das CAD/CAM-System an die Mitarbeiter stellt, von ihnen selbst als sehr hoch angesehen. “Da das Programm nichts automatisch festlegt, muss man schon gewisse Berufserfahrung mitbringen. Das Einarbeiten ist nicht so schwierig, erfordert aber Umdenken und viel viel Fleiß und Training.” Bezogen auf die gestalterische Tätigkeit werden insgesamt leichte Einschränkungen konstatiert, weil man gleich die Frage im Hinterkopf habe, wie der Auftrag am günstigsten mit der Software zu konstruieren sei. Damit seien mögliche Alternativen von vorne herein sehr reduziert im Fokus des Interesses.
Änderungen im Fertigungsbereich
Insgesamt wird die Einführung des CAD/CAM-Systems als eine deutliche Qualifikationssteigerung des NC-Facharbeiters wahrgenommen. Für ihn sind neue Aufgabengebiete mit neuen Fertigungsverfahren entstanden. Dabei musste ein tiefgreifendes Verständnis für die Struktur der Software hart erarbeitet werden. Deutliche Änderungen der bisherigen Arbeitsorganisation wurden notwendig und müssen auch weiterhin bezüglich ihrer Effektivität überprüft werden. Nach der Schulung des dreidimensionalen Vorstellungsvermögens wurden die von der Arbeitsvorbereitung übergebenen Aufgaben insgesamt für die Fertigung nachvollziehbarer als in der bisherigen Form einer 2D-Vorgabe. Tatsächlich dürfte der NC-Facharbeiter bei der Einführung des CAD/ CAM-Systems den größten Qualifikationssprung aller Mitarbeiter vollzogen haben. Seine Tätigkeit gleicht jetzt in Teilbereichen durchaus der Arbeitsplatzbeschreibung eines Technikers.
Als ein subjektiver Unterschied wird jedoch von Seiten des NC-Facharbeiters vereinzelt eine fehlende Identifikation mit dem jeweiligen Auftrag gesehen. Für die zuständigen Mitarbeiter des Fertigungsbereiches kann nach eigenen Aussagen der direkte Bezug zum Auftrag partiell verloren gehen, da die jeweilige Konstruktion in allen Einzelheiten bereits durchdacht angeliefert, der Auftrag also nicht mehr wie bisher erst in der Werkstatt detailliert fertigungstechnisch aufbereitet wird. Die Arbeit wird jetzt anders wahrgenommen, da kaum noch eigene Entscheidungen über fertigungsbezogene konstruktive Details für den jeweiligen Einzelauftrag getroffen werden, und das Erstellen der NC-Programme weitgehend automatisiert erfolgt.
Trotz dieses subjektiven Eindrucks ist jedoch hervorzuheben, dass gerade die Mitarbeiter der Fertigung beurteilen müssen, ob die Konstruktionen produzierbar sind oder nicht. Sie sind die ‚End-abnehmer’ des Systems und haben damit letztlich die Verantwortung; ihr Aufgabengebiet ändert sich damit zu einer Art Kontrollinstanz der in der Arbeits-vorbereitung entwickelten Vorgaben. Deshalb wurde der NC-Facharbeiter von Beginn des Schulungsprozesses an in Form von kontinuierlichen Abstimmungsverfahren in den Konstruktionsprozess mit eingebunden.
Zu der Funktion der Kontrollinstanz kommt für die Fertigung – neben der Ableitung von Fertigungszeichnungen für die Mitarbeiter aus den übergebenen 3D-Konstruktionen und der Notwendigkeit, diese 3D-Konstruktionen im Detail auch modifizieren zu können – die Aufgabe, den von der Arbeitsvorbereitung gelieferten Auftrag in NC-Programme zu überführen und auf die maschinenbezogenen Prozesse abzustimmen. Dabei muss grundsätzlich vor einer Übersetzung der 3D-Bauteile in NC-Programme überlegt werden, auf welcher Maschine gefertigt werden soll, da wegen der drei verschiedenen BAZs teilweise unterschiedliche Programmstrukturen notwendig sind. Die Programme müssen dabei – weil auch ältere Steuerungen eingebunden sind – unter Umständen von Hand nachträglich umgeschrieben werden, um eine gesteigerte Effizienz zu gewährleisten. So ist z. B. für diese älteren Steuerungen die Lochreihenfunktion nicht direkt ansteuerbar. Für eine Serienfertigung muss also per Hand (nur) in diesem Fall nachträglich eine Optimierung vorgenommen werden.
Laut Aussage des NC-Facharbeiters ist eine konkrete Effizienzsteigerung durch die automatisierte Form der Erzeugung von NC-Programmen aus der 3D-Konstruktion bis zum heutigen Zeitpunkt wohl bemerkbar, aber in seiner Gesamtheit noch nicht ausgereizt. So sind im Detail deutlich kürzere Zeiten für die Ableitung der Programme zu konstatieren, hinzugerechnet werden muss jedoch auch der Zeitfaktor für notwendige Abstimmungen mit der Arbeitsvorbereitung. Dieser Prozess ist noch nicht abgeschlossen und wird auch in Zukunft ein notwendiger Bestandteil der neuen Kommunikationsformen sein. Der derzeitige Stand dieses Abstimmungsprozesses lässt jedoch für die nahe Zukunft die erwartete Zeitersparnis auch für die Fertigung als realistisch erscheinen. Ist dieses Ziel erreicht, kann sich der zuständige NC-Facharbeiter auch andere Arbeiten – wie beispielsweise die Einarbeitung von Kollegen in das CAD/CAM-System – übernehmen. Diese Qualifikationserweiterung eines Stamms von Facharbeitern wird für den reibungslosen Fertigungsablauf für die Zukunft dringend notwendig.
Zu beachten ist auch, dass es laut Auskunft des NC-Facharbeiters immer wieder Fälle einfacher Konstruktionsvarianten gibt, wo abgewägt werden muss, ob mit Hilfe einer WOP-Software (Werkstatt orientierte Programmierung) gearbeitet werden sollte oder mit Hilfe der automatisierten Ableitung von NC-Programmen aus einer 3D-Konstruktion. Als eine dringliche noch zu leis-tende Aufgabe wird die Entwicklung und Durchführung einer sinnvollen und nachvollziehbaren Archivierung der Aufträge angesehen.
Änderungen zwischen AV und Fertigung
Von allen Beteiligten wird seit der Einführung des CAD/CAM-Sys-tems zur allgemeinen Erleichterung kein Aufbau neuer Hierarchien zwischen der AV und Fertigung wahrgenommen, sondern insgesamt eine Intensivierung und deutliche Verbesserung der Zusammenarbeit beobachtet. Durch “den implementierten Zwang zur Teamarbeit” erwächst
über das zur Kenntnis nehmen des jeweilig anderen Arbeitsbereiches mit seinen Eigenheiten ein gegenseitiges Verständnis.
Dabei müssen neue Kommunikationsformen entwickelt werden. Da sich die Mitarbeiter im Fertigungsbereich seit der Einführung des CAD/CAM-Systems bei einem von der Arbeitsvorbereitung übergebenen Auftrag auf fertigungstechnisch stimmige Konstruktionsdetails verlassen können müssen, sind nachvollziehbare Dokumentationen, kontinuierliche gemeinsame Arbeitssitzun-gen sowie eine insgesamt transparente Kommunikation zwischen der AV und Fertigung unbedingt notwendig, um “eine Sprache zu sprechen”. So müssen auch die in den jeweiligen Einzelfällen der Auftragsbearbeitung erfolgten Absprachen ständig für alle Beteiligten nachhaltig dokumentiert werden. Erst durch auf diese Weise durchgängig erarbeiteten Standards von Konstruktions- und Fertigungsprinzipien ist eine Rationalisierung des Gesamtprozesses zu erwarten.
Ein (wie in anderen Firmen eingesetzter) möglicher Verfahrensweg – die NC-Programme bereits von der AV übersetzen zu lassen – wird von den Mitarbeitern der AV nicht favorisiert, da dann auch noch detaillierte Maschinenkenntnisse als zusätzliche Qualifikationen erworben werden müssten. Zudem könne auch nicht annähernd der Erfahrungsstand des NC-Facharbeiters erzielt werden. Ein weiterer Grund wird in den verschiedenartigen Bearbeitungszentren gesehen, da maschinelle Eigenheiten eine Universalübersetzung schwierig machen. Bei drei gleichen Maschinen wäre dies eher möglich. Auch von Seiten des NC-Facharbeiters dürfte kaum ein Interesse an solch einer Verfahrensweise zu erwarten sein, da dieses Verfahren nicht unbedingt zur Transparenz des Gesamtprozesses beiträgt. Eine Kontrolle der Fertigungsergebnisse wird durch ein solches Verfahren zudem erschwert.
Obwohl, wie zu Anfang erwähnt, bei den Mitarbeitern der Fertigung und der AV keine Hierarchisierung der Arbeit empfunden wird, beurteilen die Mitarbeiter ihre eigene Entwicklung aber auch dahingehend, dass die Arbeitsvorbereitung vermehrt zu einer Art “Stabsabteilung” gewachsen sei. Da das CAD/CAM-System die Festlegung der Konstruktions- und Fertigungsprinzi-pien geradezu erzwingt, ist eine deutliche Ausweitung der Zuständigkeit der Konstrukteure und damit ein Zuwachs an Verantwortung zu konstatieren. Der Konstrukteur wird zum CAD/ CAM-Konstrukteur und damit die Arbeitsvorbereitung zum Dreh- und Angelpunkt bei einem gleichzeitig zu gewährleistenden Qualifikationsanstieg der Facharbeiter als ‚Endabnehmer’ in der Systemkette.
Akzeptanz der Einführung
Als problematisch wird die kollegiale Akzeptanz der Arbeit mit dem CAD/CAM-System im Werkstattbereich gesehen. Hier ist u. U. eine Heranführung der Kollegen an das Programm durch Vorführung, Erläuterungen etc. angebracht. Es besteht also die Notwendigkeit der Schaffung von Transparenz und Interaktionsmöglichkeiten für das Kollegium, um ein hinderliches Desinformationsproblem zu lösen. Der Information aller betroffenen Abteilungen und Mitarbeiter muss der gleiche Stellenwert gegeben werden wie den Diskussions-prozessen bei der Auswahl der EDV-Systeme. o
Teilen:








{kind=link}