
















Am Anfang waren die Kreissäge, die Tischfräse, die Abrichte, Dickenhobel … sie wurden irgendwann einmal in den Maschinenraum gestellt und so stehen sie heute noch. Neue Maschinen kommen dazu und werden dort aufgestellt, wo noch Platz ist. Es wird etwas gerückt. Doch: Halt! Überprüfen Sie Ihren Fertigungsablauf. Und: Binden Sie Ihre Mitarbeiter in diesen Prozess ein.
Beim Innenausbauer Pütz im sauerländischen Bestwig wurde es eng, als ein großer Messestand in die Fertigung ging. Zwischen den Stationärmaschinen musste plötzlich Handarbeit ausgeführt werden. Gleichzeitig blockierte eine längst nicht mehr verwendete Postforming-Presse den hinteren Teil des Maschinenraumes.
Alte, selten genutzte Maschinen bleiben häufig stehen, „weil man die ja noch mal brauchen kann!“ Vielleicht wurde dafür viel Geld bezahlt – und: „Die fressen ja kein Brot!“ Wenn man jedoch die Zeitverluste einrechnet, die durch den eingeschränkten Platz verursacht werden, dann „fressen“ diese Maschinen sehr wohl viel Geld. Sie behindern jeden Tag acht Stunden Ihre Mitarbeiter.
Die Mitarbeiter haben sich meist an die Verhältnisse gewöhnt: „Wir kommen zurecht, man spricht sich halt ab!“ Den Inhaber schrecken vielleicht die Folge-Kosten der Umstellungen (Absaugung, Elektrik, Druckluft). Aber dann kommt plötzlich eine Situation, in der es gilt flexibel zu reagieren: Ein Auftrag muss liegen bleiben, ein anderer Auftrag wird vorgezogen, eine andere Maschine benötigt. Dort hat der Kollege seine halbfertigen Schränke stehen, die er heute noch weiterbearbeiten will. Alle Transportwagen sind belegt, an den Schrank mit den Fräsern ist gar nicht dran zu kommen …
Die Schwierigkeiten
Aber auch wenn das Problem als solches erkannt wurde, scheitert eine erfolgreiche Umsetzung häufig aus folgenden Gründen:
- Wer in der Werkstatt zwischen den Maschinen stehend plant, verliert schnell den Überblick.
- Die konkrete Vorstellung der räumlichen Situation fehlt, weil man einen Grundriss mit Maschinensymbolen zeichnet.
- Wenn nur ein oder zwei Personen (Inhaber und Werkstattmeister) das Konzept planen, besteht die Gefahr, dass die Zweckmäßigkeit nicht ausreichend abgesichert ist.
- Die Betriebsblindheit ist so groß, dass die Freiheit des „Neu- Denkens“ fehlt.
Die ersten Schritte
Heinz Pütz, Geschäftsführer der Pütz Innenausbau GmbH, entschied sich deshalb für einen externen Berater. Im Rahmen des Projektes „Werkstattoptimierung“, das der Verband tischler nrw seinen Mitgliedern in Zusammenarbeit mit der Festool Handwerkerberatung angeboten hatte (siehe nächste Seite), wurde eine Lösung erarbeitet, an die keiner der Beteiligten, weder Mitarbeiter noch der Geschäftsführer selbst, zu Beginn im Traum gedacht hatten. Genau dies aber ist der Vorteil eines externen Organisationsberaters – in diesem Fall Tischlermeister Martin Buck – dessen Blickwinkel, professionelles Wissen und Erfahrung zur erfolgreichen Umsetzung einen nicht zu unterschätzenden Beitrag leisten.
Die Firma Pütz hat ihren Schwerpunkt im objektbezogenen Innenausbau. Dabei spielen die Ausstattung von Altenheimen und Krankenhäusern eine herausragende Rolle. Zudem hat sich der Messebau genauso wie der Ladenbau zu einem wichtigen Umsatzbringer entwickelt. Darüber hinaus werden alle individuellen Kundenwünsche im privaten und gewerblichen Innenausbau realisiert. Flexibilität ist oft notwendig und – wie bei vielen Handwerksbetrieben – ein wichtiger Wettbewerbsvorteil.
Im ersten Schritt waren die Mitarbeiter der Pütz Innenausbau GmbH gefragt. Der Chef blieb erstmal außen vor. Unter Zuhilfenahme eines Werkstattmodelles wurden in einem eintägigen Workshop mögliche Lösungen erarbeitet. Das Werkstattmodell bietet einige wesentliche Vorteile:
- Der Überblick wird deutlich verbessert, weil man alles im Zusammenhang wahrnehmen kann.
- Das Modell ermöglicht die konkrete Vorstellung, weil alles dreidimensional erfasst werden kann.
- Das „Know-how“ der Mitarbeiter wird genutzt. Sie erhalten von Anfang an die Möglichkeit, ihre Ideen und Kritiken einzubringen. Sie können Einwände aus der täglichen Praxis sofort geltend machen. Je mehr Meinungen, umso besser wird der „Praxistest am Reißbrett“.
- Durch den hohen Abstraktionsgrad des Modells erhält man die für das „Andersdenken“ nötige Freiheit.
- Alle Beteiligten sind immer auf dem gleichen Diskussionsstand. Veränderungen werden sichtbar und können im Zusammenhang erklärt werden.
- Viele Lösungsmöglichkeiten können durchgespielt werden.
- Das Ergebnis als Gesamtkonzept wird meist schon innerhalb eines Tages erzielt.
- Häufig kann manches schon am nächsten Tag gemeinsam umgesetzt werden.
Das verblüffende Ergebnis
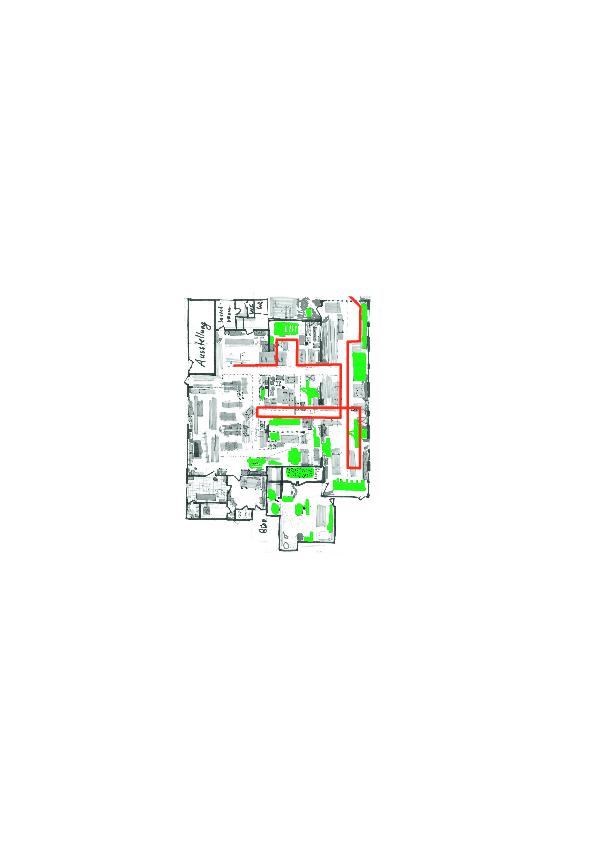
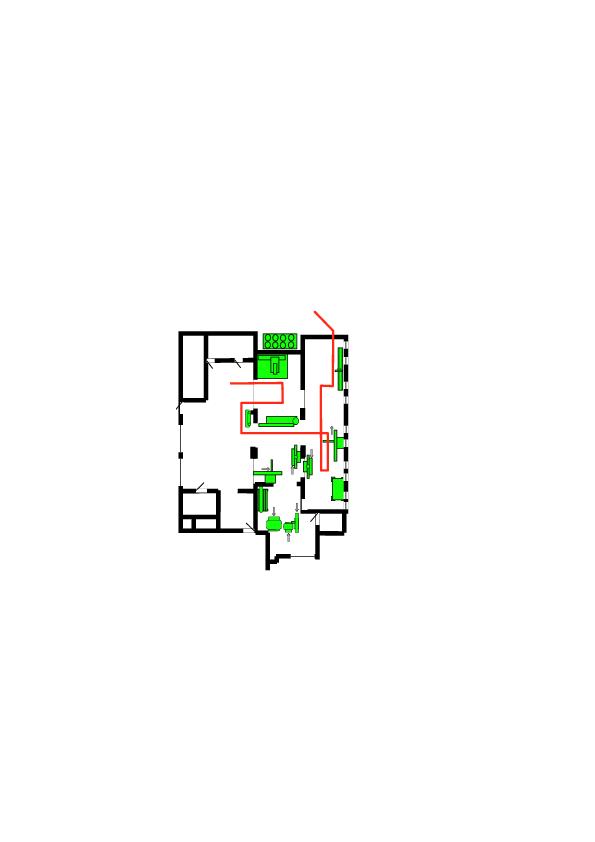
Bei der Pütz Innenausbau GmbH entwickelten die Mitarbeiter in nur einem Tag ein neues Konzept für den Maschinenraum. Die Lösung hat sowohl die teilnehmenden Mitarbeiter als auch den Werkstattmeister in ihrer Reichweite überrascht. Auch der Chef, Heinz Pütz, war im ersten Moment verblüfft. Eigentlich hatte er nur an einige Optimierungen im Bankraum gedacht. Aber er ließ sich bald überzeugen und dann ging alles ganz schnell. Es wurde weggerissen, geschoben, neu installiert und gemalert. Die größte Veränderung ergab sich dadurch, dass der alte Maschinenraum, der sich bisher hinter der Absaugung befunden hatte und als Stiefkind der Fertigung galt, für den neueren Maschinenraum direkt zugänglich gemacht wurde. Dafür musste allerdings der Standort der Absaugung geändert und eine Mauer durchbrochen werden. Der bisher fast ausschließlich als Abstellbereich verwendete Raum nimmt jetzt Breitband- und Langbandschleifmaschine auf.
Die Postforming-Maschine, die lange nicht mehr verwendet worden war, wurde entfernt und stattdessen dort die Furnierpresse aufgestellt – mit einem ungestörten Arbeitsbereich in der Nähe zum Furnierlager. Bisher hatte die Furnierpresse im vorderen Teil des Maschinenraumes zwischen vertikaler Plattenaufteilsäge und Formatkreissäge Arbeitsfläche gefordert und Pufferfläche belegt.
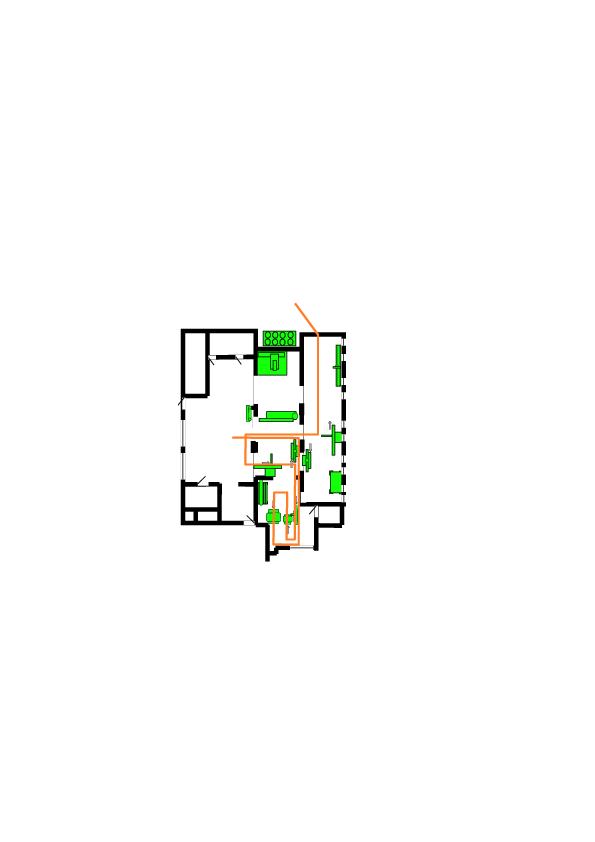
Der Kantenanleimautomat war ehemals so aufgestellt, dass seine Beschickung einen doppelten Weg erforderte, den alle Plattenmaterialien zurücklegen mussten (Grundriss unten links). Im Zuge der Neugestaltung wurde die Maschine um 180° gedreht und ist nun in direkter Linie von der Formatkreissäge aus zu beschicken.
Auch der Fußboden bekam einen neuen Anstrich, was dem ganzen Raum sofort ein lichteres Ambiente verschafft hat. Transportwege, Arbeitsbereiche und Pufferzonen sind durch blaue Streifen eindeutig markiert.
All das ging so schnell, dass Heinz Pütz fast befürchtet, den Mitarbeitern sei „etwas Heimat verloren gegangen.“ Aber wichtig war ihm natürlich auch, dass der Arbeitsablauf nicht lange unterbrochen wurde. Etwas Zeit, meint er, wird es brauchen, bis sich alle wieder „zu Hause fühlen.“ Insgesamt jedoch zieht er ein positives Resümee: „Die Arbeitsabläufe sind gestrafft worden, die Wege sind kürzer, die Organisation effektiver. Und jeder Mitarbeiter wurde eingebunden und konnte auf die Gestaltung Einfluss nehmen.“
Martin Buck/ra
Checkliste: Wann ist es soweit?
Wann sollte der Fertigungsablauf und die Maschinenaufstellung neu überdacht werden? Ansatzpunkte bieten folgende Fragen:
- Stehen an vielen Stellen in der Werkstatt Transportwagen mit oder ohne Werkstücke herum?
- Müssen für Rüstarbeiten zwischen Maschinen und Schränken lange Wege zurückgelegt werden?
- Stehen die Maschinen in der Reihenfolge des Fertigungsablaufes?
- Sind die Transportwege auf ein Minimum reduziert?
- Kreuzen sich Transportwege?
- Werden die Arbeitsbereiche um jede Maschine freigehalten?
- Liegen Pufferflächen zwischen den Arbeitsbereichen, damit Material zwischen den einzelnen Arbeitsschritten abgestellt werden kann?
- Gibt es markierte Verkehrswege, durch die Arbeitsbereiche und Pufferflächen ständig zugänglich sind?
- Hat sich das Fertigungsprofil verändert (z .B. weniger Massivholz, mehr Plattenmaterial, z. B. weniger Furnierarbeiten)?
- Umfasst das Fertigungsprofil ein breites Spektrum: Mal wird beschichtetes Material verwendet, mal werden Massivholzteile bearbeitet?
- Erfordert das Fertigungsspektrum eine hohe Flexibilität? Je mehr Material sich durch Terminverschiebung und Auftragsspitzen gleichzeitig in der Werkstatt befindet, umso nötiger ist jeder Quadratmeter Platz für Pufferflächen und Arbeitsbereiche. Je mehr Arbeiten parallel in der Werkstatt ausgeführt werden, umso weniger Überschneidungen darf es zwischen Arbeitsbereichen um die Maschinen einerseits und die Verkehrswege andererseits geben. Je unterschiedlicher die Abmessung der verarbeiteten Materialien, umso zusammenhängender müssen die Pufferflächen sein, damit sie allen Situationen gerecht werden können.
- Sind die Pufferflächen zwischen den einzelnen Arbeitsbereichen zusammenhängend und rechteckig, damit dort unterschiedlichster Formate abgestellt werden können?
- Er fordert von allen die Freiheit des „Neu-Denkens“ ein.
- Er animiert, eine „Ideallösung“ zu entwickeln.
- Er achtet auf den Gesamtzusammenhang und verhindert so, sich immer in verschiedensten Detailproblemen zu verlieren.
- Er gibt allen Beteiligten die Möglichkeit, eine Meinung zu äußern.
- Er zeigt bei anscheinend ausweglosen Situationen neue Lösungsvarianten auf.
- Eingeschliffene Gewohnheiten von Mitarbeitern können durch außenstehende Berater besser korrigiert werden.
- Die Abläufe werden mit Hilfe der Berater gezielt auf die Bedürfnisse Ihres Handwerksbetriebes abgestimmt.
- Die Werkstatteinrichtung kann durch das Fachwissen der Berater sinnvoll ergänzt werden.
Überraschende Ergebnisse
Projekt „Werkstattoptimierung“ im Tischlerhandwerk NRW
In neun Monaten – von September 2004 bis Mai 2005 – nahmen fünfzehn Betriebe des nordrhein-westfälischen Tischlerhandwerks an dem Projekt „Optimierung im Bankraum“ teil. Insgesamt wurden innerhalb des Projektes 264 Arbeitsplätze in den Betrieben, die eine Fertigungsfläche zwischen 325 und 3000 m² aufwiesen, analysiert. In das Projekt waren neben dem Fachverband des Tischlerhandwerks nrw, das Technologie Zentrum Holzwirtschaft, Lemgo, und die Festool Handwerkerberatung, Wendlingen, eingebunden.
Die beteiligten Betriebe mit Beschäftigtenzahlen von 4 bis 68 Mitarbeiter decken das gesamte Fertigungsspektrum einer modernen Tischlerei von Innenausbau, Messebau, Ladenbau, Möbelbau bis hin zu Treppenbau und Fensterbau ab. Ziel des Projektes war es, vorhandene Schwachstellen im Umfeld der betrieblichen Fertigung aufzudecken und für die beteiligten Unternehmen individuelle Lösungskonzepte zu entwickeln. Die Erhöhung der Wirtschaftlichkeit in der Fertigung und das Aufdecken vorhandener Einspar-Potenziale standen dabei im Vordergrund.
Insgesamt wurden in jedem der beteiligten Betriebe bis zu zehn Beratungstage vor Ort für eine Bestandsaufnahme, Analyse und erste Umsetzungsstrategien aufgewendet. Neben durchgeführten Mitarbeiterbefragungen und dem Ausfüllen detaillierter Checklisten wurden an jeweils drei Mitarbeiter eines Unternehmens am Tag der Bestandsaufnahme Schrittzähler ausgegeben. Das Ergebnis war überraschend: Bis zu 10,8 km legte im ungünstigsten Fall ein Mitarbeiter innerhalb eines Arbeitstages (8 Std.) auf einer Betriebsfläche von 325 m² zurück. Im Mittel ergab die Erhebung, dass je Quadratmeter Hallenfläche innerhalb einer Stunde eine Wegstrecke von 0,7 Meter pro Mitarbeiter zurückgelegt wird. Im ungünstigsten Fall liegt dieser Faktor bei 2,3. Dies bedeutet für einen Betrieb auf einer Produktionsfläche von 500 m² mit fünf Beschäftigten, das im Durchschnitt alle Mitarbeiter zusammen im Laufe des Arbeitstages 14 km zurücklegen.
Gleichermaßen Erstaunliches brachte die Durchführung einer Musteraufgabe an den Tag. Für die Herstellung eines Korpus-Elementes wurden – bei gleichen Startvoraussetzungen – zwischen 38 und 97 Minuten benötigt. Ein Unterschied von ca. 250 Prozent für die Herstellung eines Standardelements. Ähnliche Ergebnisse mit gleichermaßen hohen zeitlichen Schwankungen ergaben sich bei weiteren Musteraufgaben im Bereich Frontenherstellung und Montagebereitstellung.
Weitere Einzelheiten und Ergebnisse können interessierte Betriebe beim Fachverband nrw erfragen oder der in Kürze erscheinenden Infobroschüre zu dem Projekt entnehmen.
Fachverband des Tischlerhandwerks Nordrhein-Westfalen
Dieter Ribbrock, Christoph Korte
Tel 0231 912010-0
Die Handwerkerberatung von Festool
Die Festool Handwerkerberatung verfolgt das Ziel, mit Ihnen gemeinsam Ihre Fertigung zu optimieren. Die Wirtschaftlichkeit wird deutlich erhöht (Zeitersparnis bis zu 40%). Die Vorgehensweise ist speziell auf die unterschiedlichsten Situationen im Handwerk ausgerichtet. Die Berater verfügen über mehrjährige Erfahrungen bei der Gestaltung und Optimierung von Fertigungsprozessen in handwerklich orientierten Betrieben. Die Festool Handwerkerberatung arbeitet u. a. mit den Fachverbänden des Tischlerhandwerks zusammen.
Die Moderation eines Beraters bietet einige Vorteile:
Dadurch können Sie sich auf die Aufgaben Ihrer Unternehmensführung konzentrieren.
Die Dauer der Beratung reicht von 1-2 Tagen für Kleinbetriebe (1-2 Mitarbeiter) bis hin zu 10-15 Tagen bei über 20 Mitarbeitern.
Festool Handwerkerberatung
Tischlermeister Martin Buck
73240 Wendlingen
Tel 07024 804-4177
Fax 07024 804-780
Teilen:








{kind=link}