







Die norddeutschen Fensterbauer Jörg und Rainer Wiele haben eine besondere Qualitätsrezeptur: Wesentliche Bestandteile sind dabei ihre kompromisslose Wert-arbeit und rationelle Fertigung. Weitere Zutaten, wie die gedübelte Eckverbindung plus eine Rundum-Versiegelung, verfeinern das Ergebnis aber deutlich
Neben Pfosten/Riegel-fassaden, Haustüren sowie klassischen Tischlerarbeiten bilden Fenster aus Holz mit gut 60 Prozent Umsatzanteil die Kernkompetenz des Toppenstedter Unternehmens. Die beiden Brüder führen den renommierten 19-Mitarbeiter-Betrieb bereits in dritter Generation.
“Nichtrostende” Holzfenster
Kompromisslose Wertarbeit bei der Herstellung der Fenster aber auch beim Einbau sind für die Firmenchefs ein absolutes Muss. Das “nichtrostende Holzfenster” ist demnach auch ein beliebter Ausdruck des Holztechnikers Jörg Wiele. Damit will er den Kern aller Qualitätsbestrebungen unterstreichen: Die alles entscheidende Verbesserung der Witterungsbeständigkeit und Verlängerung der Wartungs-intervalle. Unabhängig von der Holzart der dreischichtigen Kanteln, ob Dark Meranti, Hemlock, Fichte oder Sipo Mahagoni praktiziert Wiele ein auf dieses Ziel konsequent abgestimmtes erweitertes “Holzschutz-System”, von der Holzauswahl bis zur Montage.
Bereits bei der Güteeingangskontrolle der Fensterkanteln werden in bezug auf Gewicht, Holzfeuchte, Maßhaltigkeit und Verleimung strengste Maßstäbe angesetzt.
Vollkommen neue Wege ging das Unternehmen in Sachen Eckverbindung, Holzschutz und Oberflächenbehandlung. Die Rahmenecken werden gedübelt und gekontert. Im Gegensatz zur Schlitz- und Zapfenverbindung können jetzt die Einzelteile und damit auch die Stirnseiten und die gegenüberliegende Konterfläche mit einem Holzverfestiger behandelt werden (mehr Infos dazu im Kasten Fertigungsablauf). Diese wasserverdünnbare Grundierung aus dem Hause Remmers enthält einen Bläueschutz sowie biozide Wirkstoffe zum Schutz vor Schädlingen. Notwendigerweise ist es auch auf das Leimprodukt und auf die aufbauenden Beschichtungsprodukte von Remmers abgestimmt.
Damit all diese Bemühungen für eine Qualitätserhöhung nicht im letzten Moment untergraben werden, erfolgt die Montage durch qualifiziertes Personal. “Beim Einbau wird sonst das beste Fenster kaputt gemacht und die erste Reklamation programmiert”, meint Jörg Wiele.
Wirtschaftliches Handeln
Faktoren wie die Herstellkosten und den damit verbundenen Verkaufspreis bestimmen bekanntermaßen gleichfalls – neben den Qualitätsmaßstäben – den Marktanteil eines Holz-fensters. Ökonomische Fertigungsweisen gehören für die Wieles daher nicht nur zur Fenster-, sondern auch zur Firmenrezeptur.
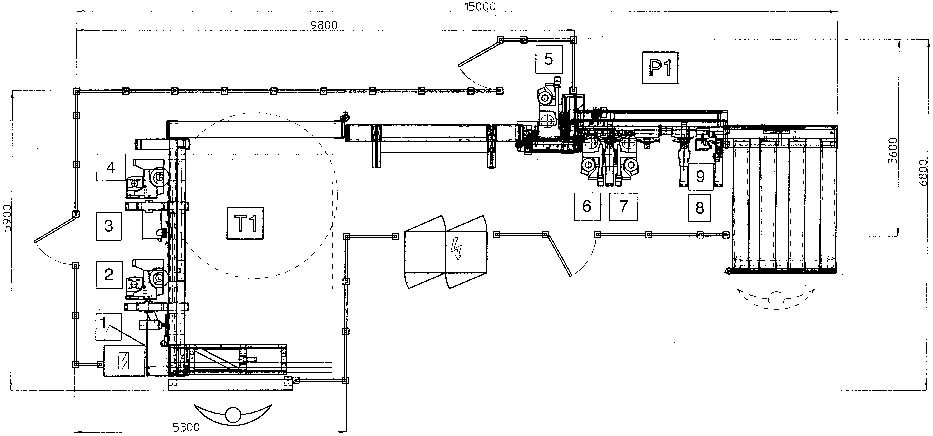
Hier haben sich die beiden Chefs u. a. für die Winkelkombination “Windor 60” des Maschinen-herstellers SCM entschieden, “weil wir damit höchst effizient und flexibel zugleich fertigen können”, führt Wiele weiter aus. So seien sowohl die unterschiedlichsten Ausführungen der IV-68-Fenster als auch die vermehrt vorkommenden Schallschutz- oder Holz/Alu-Fenster mit der CNC-Anlage herzustellen. Die geforderte Wirtschaftlichkeit ist selbst bei wechselnden Profil-ausführungen oder bei Fenstern für den Denkmalschutz (ohne Regenschienen) gegeben, die mit zu den Spezialitäten der Tischlerei zählen.
Alles in einem vollautomatischen Bearbeitungsgang
Mit der Windor 60 können alle denkbaren Fensterformen ohne Umrüsten oder manuellen Eingriff gefertigt werden. Das Fertigungskonzept für die Schreinerei Wiele wurde mit dem SCM-Fensterexperten, Rudolf Lulutzki, erarbeitet. So werden in einer Aufspannung sowohl die Konterbearbeitung als auch alle stirn- und längs-seitigen Dübelbohrungen sowie die Topfband- und Olivenbohrungen einschließlich der Schließblechpositionierung ausgeführt. Dabei werden die Holzkanteln im Doppelpack gefahren und vor der Übergabe in die Längsprofiliereinheit vereinzelt. Dort werden dann die Rahmenhölzer im Durchlauf an allen vier Seiten profiliert. Das gilt auch bei individuellen Profilwünschen oder für Sprossen in den verschiedenen Abmessungen.
Das Bemerkenswerte: Es rechnet sich sogar für kleinste Los-größen, weil aufgrund der technischen Ausstattung – unter anderem der Werkzeugspindel mit 620 mm Aufspannlänge – von einem minimalen Rüstaufwand ausgegangen werden kann. IV-68-Fenster, Holz/Alu-Ausführungen und Haustür-friese können alle ohne Werkzeugwechsel bearbeitet werden. Selbst zahlreiche untere Blendrahmenanschlüsse – insgesamt zehn Varianten – sind durch das Werkzeugsplitting problemlos zu fertigen.
Die gedübelte Eckverbindung beinhaltet dabei einige positive Nebeneffekte: So konnte zum Beispiel der Holzverbrauch um zwei bis vier Prozent gesenkt werden. Ebenso ermöglichten die nicht erforderlichen Schlitz- und Zapfenwerkzeuge eine Vereinheitlichung des Werkzeugsatzes, denn die Konterwerk-zeuge sind meist vorhanden.
Am Ende der Fertigungskette setzt der Fensterhersteller eine Versiegelungsmaschine der italienischen Firma Wintech ein. Nach Vernetzung mit dem Fens-terbauprogramm versiegelt die Maschine vollautomatisch u. a. ein- oder mehrflügelige Elemente auch mit Sprossen oder mit verschiedenen Verglasungs-ebenen. Dabei findet sie über Lichtschrankensteuerung die entsprechende Lage der zu versiegelnden Flächen heraus.
Die AV hat alles im Griff
Die ausschließlich auftragsbe-zogene Fertigung wird zentral über die Arbeitsvorbereitung mit dem Fensterbauprogramm von Klaes gesteuert. Hier werden alle Daten erfasst und in Stücklisten oder Fertigungslosen aufbereitet, nach denen die Materialdisposition erfolgt. Gleichzeitig kann die AV die Windor online ansteuern. Dies geschieht aber fallweise auch per Diskette direkt an der Maschine.
Aktionsradius wird erweitert
Rainer und Jörg Wiele sind überzeugt, mit dem auf höchstem Niveau gehaltenen Qualitäts-verständnis und der wirtschaft-lichen Fertigungsweise ihrer Holzfenster, den derzeitigen Aktionsradius im Großraum Hamburg weiter ausdehnen zu können. Bisher wurden pro Jahr ca. 3000 Fenstereinheiten produziert.
Künftig will man neben dem etablierten Kundenstamm auch verstärkt Kollegenfirmen als Wiederverkäufer beliefern. o
Komplettbearbeitung an der WINDOR 60
Blendrahmenteile:
• stirnseitig profilieren (2-seitig mit automatischer Teilewendung)
• Dübellöcher bohren (stirn- und längsseitig)
• Schließblechfixierbohrungen
• Topfbandbohrung (unten)
• Topfscheren-/ längenbohrung (oben)
• Längsprofilierung 4-seitig (links, rechts, oben und unten)
Flügelrahmenteile:
• stirnseitig profilieren (2-seitig mit automatischer Teilewendung)
• Dübellöcher bohren (stirn- und längsseitig)
• Teile wenden
• Olivenbohrung
• Sprossenbohrung
• Innenprofilbearbeitung links und rechts sowie oben und unten
• Option: Außenprofilierung mit aufgespanntem Werkzeugsatz (zurzeit erfolgt die Außenprofilierung noch auf separatem Umfälzautomat)
Fertigungsablauf
Blendrahmen:
• Längs- und Querbearbeitung
• Beschichten der Einzelteile mit Holzverfestiger (Tauchverfahren)
• Zwischenschliff
• Verleimen (beispielsweise mit 5 Dübel bei 80er Querschnitt)
• Tauchgrundierung
• Egalisieren der Oberfläche und manuelles Versiegeln der V-Nuten
• Endbeschichtung deckend oder Lasur (Spritzverfahren)
Flügelrahmen/Sprossenrahmen:
• Längs- und Querbearbeitung
• Beschichten der Stirn- und Konterflächen mit Holzverfestiger
• Verleimen
• Umfälzen
• Beschichten mit Holzverfestiger (Tauchverfahren)
• Zwischenschliff und Versiegelung der V-Nuten manuell (Fugenfüller)
• Tauchgrundierung
• Egalisieren der Oberfläche
• Endbeschichtung deckend oder Lasur (Spritzverfahren)
Teilen:








{kind=link}