






Nach Jahren der Forschung und Entwicklung hat sich im Holzfensterbau das Verkleben des Glases mit dem Flügelrahmen als eine der viel versprechenden Möglichkeiten zur Konstruktionsverbesserung herausgestellt. Interessanterweise sind Ausführung und Zielsetzung der Systeme äußerst unterschiedlich. Dem entsprechend gibt es kein Patentrezept bei der Wahl der Klebstoffe oder Konstruktionsansätze, sondern jede Umsetzung ist auf den einzelnen Betrieb abzustimmen.
Innerhalb kurzer Zeit haben im deutschsprachigen Raum mehrere Hersteller Lösungen zur Marktreife gebracht und erste Erfahrungen machen können. Waren es bislang vorwiegend konstruktive, statische und ästhetische Aspekte, welche das Verkleben des Glases mit dem Flügelrahmen interessant machten, werden momentan große Anstrengungen unternommen die Technologie auch wirtschaftlich sinnvoll in den Produktionsabläufen der Betriebe zu integrieren.
Konstruktionsansätze
Je nach Anforderung kann an verschiedenen Stellen innerhalb der Flügelkonstruktion geklebt werden. Nachfolgend sind die Möglichkeiten aufgeführt.
- Stufenglas: Bei der Stufenglaskonstruktion handelt es sich um die Übertragung der Structural Glazing Technologie auf das Fenster. Geklebt wird in der Regel auf der Glasebene 2 mit einem 2K Silikon. Die äußere Scheibe ist ein vorgespanntes Glas und verfügt in der Regel über einen Siebdruck im Bereich des Randverbundes als UV-Schutz. Die Temperaturbelastung der Kle-befuge liegt bei max. 100 °C. Es muss mit stehender Nässe im Bereich der Klebefuge gerechnet werden. Die äußere Scheibe muss mechanisch gesichert sein. Vorteile: vorhandene Langzeiterfahrung, Ganzglasästhetik, geschützter Flügelrahmen.
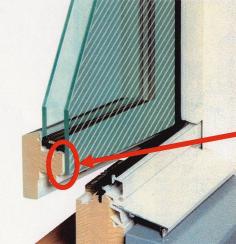
- Kleben Falzgrund auf Glasrücken: Bei dieser Methode wird der Sekundärdichtstoff des Glasrandverbundes mit dem Flügelrahmen verklebt. Dabei ersetzt der Klebstoff die Verklotzung der Scheibe. Es wird punktuell oder mit einer durchgehenden Fuge gearbeitet. Die Temperaturbelastung der Klebefuge im eingebauten Zustand liegt bei max. 70 °C. Es ist keine direkte Feuchtebelastung zu erwarten. Zum Einsatz kommen PU- oder Silikonklebstoffe. Randverbundmaterialien und Klebstoff müssen genau aufeinander abgestimmt sein (versch. Glaslieferanten, Dichtstoffe). Vorteile: bestehende Systeme können verklebt werden, zusätzliche Aussteifung, keine UV-Belastung, relativ einfache Klebstoffapplikation.
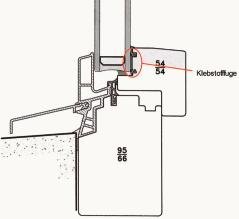
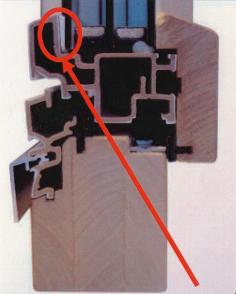
- Verkleben der inneren Scheibe mit dem Flügelrahmen: Die Profilierung des Flügelrahmens gleicht jener von Holz-Alu-Systemen. Das Glaselement wird von außen eingesetzt. Die Klebefuge ist durchgehend und befindet sich auf der „Warmseite“ des Glases. Die aussteifende Wirkung ist je nach Lage der Fuge groß. Die Temperaturbelastung der Klebefuge im eingebauten Zustand liegt bei max. 60 °C. Die Fuge ist je nach Konstruktion sekundärer (Hinterspiegelung) und auch direkter UV-Strahlung ausgesetzt. Zum Einsatz kommen daher nur UV-stabile Klebstoffe (z. B. Acrylatklebstoffe). Vorteile: große aussteifende Wirkung, geringe thermische Belastung der Klebefuge, einfache Flügelkonstruktion möglich.
- Verkleben der inneren Scheibe mit einem mechanisch verankerten Trägerprofil: Die innere Glasscheibe des Isolierglaselementes wird auf ein Trägerprofil (z. B. Aluminium) geklebt, welches mechanisch mit dem Holzflügelrahmen verbunden ist. Vorteil: relativ geringe thermische Belastung der Klebefuge.
- Die äußere Glasscheibe des Isolierglaselementes wird mit dem Flügelrahmen verklebt: Die Klebefuge befindet sich auf der „Kaltseite“. Je nach eingesetztem Klebstoff kann eine große aussteifende Wirkung erzielt werden. Die Temperaturbelastung der Klebefuge im eingebauten Zustand kann bis ca. 100 °C betragen. Eine direkte Feuchtebelastung kann nicht ausgeschlossen werden. Die Fuge ist sekundärer (Hinterspiegelung) UV-Strahlung ausgesetzt. Zum Einsatz kommen daher nur UV-stabile Kleb- und Dichtstoffe. Vorteil: große aussteifende Wirkung.
Klebstoffwahl
Es gibt keinen Klebstoff der für alle Konstruktionen optimal ist. Die Wahl des richtigen Produktes hängt von vielen Faktoren ab. Diese können grundsätzlich erst richtig beurteilt werden, wenn die Fensterkonstruktion zumindest in den Grundzügen bekannt ist.
Sowohl das Glas als auch das Holz kann sehr unterschiedlich beschaffen sein. Von Anfang an muss klar definiert sein, welche Holzarten eingesetzt werden sollen. Sowohl bei Klebungen auf behandelten als auch unbehandelten Hölzern muss das Haftverhalten abgeklärt werden. Insbesondere bei unbehandelter Holzoberfläche müssen den Holzinhaltsstoffen Beachtung geschenkt werden. Zudem ist dem Umstand Rechnung zu tragen, dass eine Änderung von Zuliefererprodukten, sei es z. B. ein Lieferantenwechsel oder auch eine Änderung der Rezeptur, einen Einfluss auf die Verklebungsqualität haben kann.
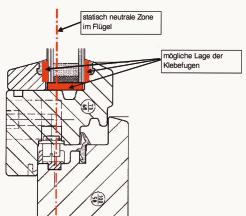
Je nach Lage der Klebstofffuge sind die Belastungen der Fuge aufgrund von Temperatur, Feuchtigkeit, UV-Strahlen, Ausdehnungen etc. verschieden. Auch die aussteifende Wirkung der Verklebung ist abhängig von der Lage im Flügel. Um eine möglichst hohe aussteifende Wirkung zu erzielen, ist die statische wirkende Höhe des Verbundes möglichst groß zu wählen. Je näher die Klebezone an der statisch neutralen Zone liegt, desto höher sind die Schubkräfte in der Klebefuge.
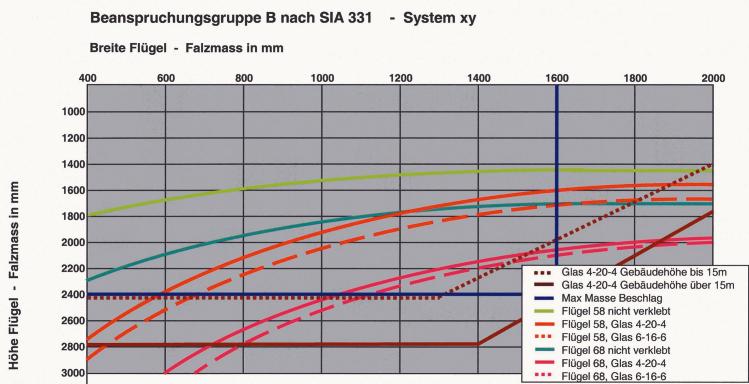
Statische Beanspruchung der Klebstofffuge: Grundsätzlich gilt: Je höher die Steifigkeit des Klebstoffes, desto höhere Lasten können übertragen werden. Dies kann aber nur bedingt voll ausgenutzt werden, da die Fuge eine gewisse Elastizität aufweisen muss, um die verschiedenen Ausdehnungen der Substrate aufnehmen zu können. Die erforderliche Elastizität ist abhängig von der gewählten Fensterkonstruktion und den geplanten maximalen Flügelabmessungen.
Verträglichkeit mit den umgebenden Materialien: Zwischen den einzelnen Materialien kann ein Austausch von Stoffen stattfinden. So können dem Klebstoff Moleküle entzogen oder auch zugeführt werden. Beide Varianten können zu einer Schwächung oder sogar einem Versagen der Verklebung führen. Die angrenzenden Materialien müssen mit dem Klebstoff verträglich sein. Dies gilt sowohl für jene Materialien welche direkten Kontakt mit der Klebefuge haben als auch für jene, die keine direkte Berührung aufweisen.
Anforderungen aus Sicht der Fertigung: Vielfach wird durch die Verklebetechnologie eine Vereinfachung der gesamten Fertigungsabläufe angestrebt. Im Mittelpunkt steht dabei die Applikation des Klebstoffes sowie das Einsetzen des Glaselements. Vor- und nachgelagert müssen außerdem viele Vorgänge aufeinander abgestimmt werden. Dies kann auf einer manuellen als auch automatisierten Lösung beruhen. Von zentraler Bedeutung ist die Aushärtungscharakteristik des Klebstoffsystems.
Fertigungsprozess
Mit geklebten Konstruktionen lassen sich je nach Ausgangslage Materialkosteneinsparungen erzielen. Das große Potenzial liegt vor allem in der Fertigung. Durch die statisch entlastete Flügeleckverbindung eröffnen sich in der Produktionsoptimierung neue Möglichkeiten. Einfachere Eckverbindungen werden realisierbar. Dies kann zu kürzeren Fertigungszeiten führen. Im Weiteren ist bei einigen geklebten Systemen eine wesentlich geringere Anzahl Teile für den Flügel notwendig. Die bisher nur bedingt automatisierbare Flügelfertigung des Holz- und Holz-Alu-Fensters kann mit der Klebetechnologie besser industriell umgesetzt werden. Weniger Teile benötigen auch weniger Ressourcen im gesamten Betriebsprozess (Bestellwesen, Lagerhaltung, Rechnungswesen, etc.). Ein Erfolgsrezept, das in anderen Industriezweigen schon seit längerer Zeit erkannt und auch genutzt wird.
Die Klebetechnologie erfordert ein anderes Bewusstsein in der Fertigung. Um Schäden (z. B. Fehlverklebungen) zu vermeiden, muss die entsprechende Qualitätssicherung aufgebaut sein. Im Mittelpunkt des Verklebeprozesses stehen das Spannen des Flügelrahmens, die Applikation des Klebstoffes sowie das Einsetzen des Glaselements. Die Projektierung als auch die vor- und nachgelagerten Prozesse in der Fertigung sind aber in die Überlegungen mit einzubeziehen.
- Flügelrahmen spannen: Es ist unabdingbar, dass der Flügelrahmen mit sehr geringen Toleranzen plan und winklig gespannt wird. Verformungen (Krümmung, Verwindung) der Friese müssen mit der Aufspannung korrigiert werden können. Nach Beendigung des Verklebeprozesses lassen sich in der Regel keine Korrekturen mehr ausführen.
- Klebstoffapplikation und Glaseinsatz: Für Verklebungen von Glas mit dem Flügelrahmen werden heute Ein- und Zweikomponenten-Klebstoffe auf Basis von Polyurethanen, Silikonen und Acrylaten verwendet. Diese Klebstoffe werden in der Regel flüssig appliziert. Der flüssige Klebstoff wird je nach Flügelkonstruktion und Fugenausbildung vor oder nach dem Einsetzen des Glases appliziert. Vereinzelt werden auch PSA-Klebebänder (Pressure Sensitive Adhesives) auf Acrylatbasis eingesetzt. Sie können vor dem eigentlichen Verklebungsprozess auf das Flügelfries aufgebracht werden. Die Bänder brauchen einen definierten Anpressdruck, um aktiviert zu werden.
- Vorgelagerte Prozesse: Nebst der Forderung der Fett- und Staubfreiheit bei den Substraten hat die Profilierqualität beim Holz einen direkten Einfluss auf die Qualität der Verklebung zwischen Holz und Glas. Große Maßtoleranzen wirken sich negativ auf die Klebefugengeometrie aus. Eine ungenügende Schnittqualität durch zum Beispiel stumpfe Werkzeugschneiden kann die notwendige Benetzung des Substrates mit dem Klebstoff behindern. Ein weiterer zu beachtender Aspekt sind die Temperaturen der Fügeteile. Im Freien gelagerte Materialien wie z. B. Glas müssen in jedem Fall akklimatisiert sein, sonst kann sich ein feiner unsichtbarer Kondensatfilm bilden, was zu Fehlverklebungen führt.
- Nachgelagerte Prozesse: Viele Klebstofftypen sind nach dem eigentlichen Verklebeprozess nicht vollständig ausgehärtet. Folglich darf das Flügelelement während einer gewissen Zeit nicht beliebig manipuliert werden.
Ausblick
Das Verkleben von Glas und Holz im Fensterbau hat sich soweit entwickelt, dass nun Fenster in größeren Stückzahlen auf den Markt gebracht werden.
Die Klebetechnologie ist allerdings kein Allheilmittel. Vielmehr muss sie als ein Zahnrad in einem Gesamtgetriebe gesehen werden. Um Schäden und Imageprobleme zu vermeiden, müssen nebst der Auswahl geeigneter Produkte die Abläufe in der Fertigung äußerst minutiös geplant und überwacht werden. Nebst eigenen Vorkehrungen sind die Zulieferer unbedingt in die Entwicklung und anschließend in die Qualitätssicherung mit einzubeziehen.
In Zukunft wird der Service nach dem Kauf an besonderer Bedeutung gewinnen. Wer zum Beispiel darf geklebte Flügel reparieren? Müssen geklebte Fenster speziell gekennzeichnet werden? Die Fensterhersteller als auch die Zulieferer aus der Klebstoffindustrie sind gefordert, entsprechende Konzepte zu erarbeiten. Auch hier kann die Automobilbranche wieder einmal Anhaltspunkte geben. ■
Teilen:








{kind=link}