



Welche Auswirkungen das immer noch verbreitete Schätzen von Fertigungszeiten hat und damit die der Personalkosten verfälscht, zeigt eine interessante Beispielrechnung.
Der Autor: Olaf Alberternst ist Techniker für Holz-/Betriebstechnik und REFA-Fachmann. Er verantwortet das Produktionsmanagement bei der Cabinet Schranksysteme AG in Kerpen. Das Unternehmen stellt indi-viduell geplante Einbauschränke nach Maß her
Werden im Laufe eines Jahres an einer Kantenbearbeitungsmaschine ca. 75 000 Stück Schmalflächen bearbeitet und die Planzeit pro Schmalfläche um nur eine Sekunde ungenau geschätzt, so entspricht das ca. 1 Prozent der Arbeitsleistung des Maschinenführers. Aus einer lockeren Ermittlung der Planzeiten werden dann schnell 25 bis 30 Prozent der möglichen Arbeitsleistung dieses Mitarbeiters.
In den nachfolgenden Ausführungen wird gezeigt, wie diese Problematik bei der Ermittlung und Kalkulation von Vorgabezeiten an einer Kantenbearbeitungsmaschine mit geringem Aufwand zu umgehen ist.
Zunächst sind die zur Ermittlung der Planzeit wichtigen Einflussgrößen zu nennen:
• Rüstzeit
• Inhalt des Loses oder des Auftrags
• Losgröße
• und die Werkstücklänge
sind jeweils auftragsabhängig, während die technischen Leis-tungen der Maschine auftragsunabhängig sind. Dies gilt vergleichsweise auch für den Maschinenführer, da er den Bearbeitungsprozess in der Kantenbe-arbeitungsmaschine nicht direkt beeinflussen kann.
Die Bearbeitungszeit in der Kantenanleimmaschine setzt sich aus der Werkstücklänge, der Vorschubgeschwindigkeit und der Transportstrecke zusammen.
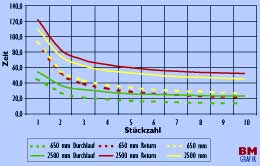
Bedingt durch Steuerungsabläufe in der Kantenanleimmaschine (KAM) kommt es bei der Werkstückeinführung ab dem zweiten Werkstück zu einer ablaufbedingten Pause. Diese „technische“ Pause ist je nach Alter der Maschine und des Maschinentyps unterschiedlich und muss ermittelt werden (Abb 1). Bei älteren Maschinen kann der technisch bedingte Abstand der Werkstücke schon mal bis zu 135 cm betragen.
Der ermittelte Werkstückabstand ist einer Werkstücklänge hinzu zu addieren. Beispiel:
• Zwei Fachböden mit 650 mm Länge plus technischer Pause (1350 mm = 2650 mm), plus der Wegstrecke in der KAM (8,5 m), geteilt durch die Vorschubgeschwindigkeit (12 m/min), ergibt eine Bearbeitungszeit in der KAM von 27,9 Sek./Stück. (Losgröße 2).
• Zwei Korpusseiten mit 2500 mm Länge, also 3,85 mal so lang wie die zwei Fachböden benötigen, aber nur 1,33 mal mehr Zeit, nämlich 37,1 Sek./Stück.
Diese Abhängigkeit von der Länge der zu bearbeitenden Schmalfläche plus der „technischen“ Pause, bezogen auf die Durchlaufzeit in der KAM, wird durch einen weiteren Parameter beeinflusst: Die Menge der zu bearbeitenden Teile spielt eine entscheidende Rolle. Warum?
Die technische Pause fällt ab dem zweiten Werkstück bei jedem Werkstück an, denn während der Maschinenbediener auf die Freigabe zum Einführen weiterer Teile wartet, sind die vorhergehenden Teile noch in der Bearbeitung. Dazu ein Beispiel:
• 15 Fachböden à 650 mm Länge ergeben eine Bearbeitungslänge inklusive der „technischen“ Pause von 37,15 m und damit eine Bearbeitungszeit von 185,8 Sekunden für das Los oder 12,4 Sek./ Stück.
• Werden 15 Korpusseiten mit 2500 mm Länge als Los bearbeitet, ergibt sich eine Bearbeitungszeit von 324,5 Sek./Los oder 21,6 Sek./Stück in der KAM. Das Verhältnis der zu bearbeitenden Kantenlängen und der Durchlaufzeit zwischen den Fachböden und den Korpusseiten beträgt immer noch die 3,85fache Länge, zur jetzt aber 1,74fachen Dauer (Abb. 2).
Mit der Erkenntnis des Einflusses der Losgröße auf die Bearbeitungszeit pro Teil stellt sich die nächste Frage:
• In welchem Verhältnis treten lange und kurze Teile pro Los auf? Sind diese Daten per EDV abrufbar, ist es sinnvoll sie auftragsbezogen zu berechnen.
In anderen Fällen, wie z. B. in der kommissionsweisen Kleinserienfertigung, können die notwendigen Daten auch durch die Auswertung und Klassifizierung von früheren Auftragsdaten erstellt werden.
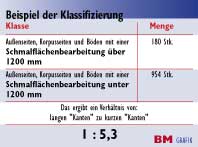
Die Vorgehensweise zur Auswertung von Altdaten ist wiederum denkbar einfach. Nach der ersten Sichtung des Datenmaterials (Stücklisten, Auftragszettel, Fertigungsnachweise usw.), findet eine Klassifizierung in zwei oder drei Größenklassen statt. Der zeitliche Aufwand zur Analyse der benötigten Daten ist abhängig vom Organisationsgrad innerhalb des Unternehmens. Die Klassifizierung (Abb. 3) kann manuell oder mit Hilfe einer ABC-Analyse durchgeführt werden. Als Ergebnis der Klassifizierung ist eine klare Aussage über die Menge aller zu bearbeitenden Kanten z. B. über 1200 mm Länge und unter 1200 mm im Stück zu treffen, damit ein Verhältnis von langen zu kurzen Bearbeitungsteilen gebildet werden kann.
Das gebildete Verhältnis von 1 zu 5,3 Teilen gibt an, dass in der Vergangenheit mit jeder Korpusseite auch durchschnittlich 5,3 Fachböden bearbeitet wurden.
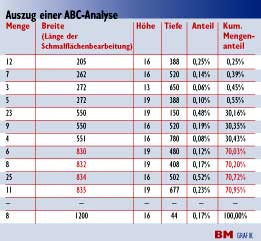
Ferner ist die Durchschnittslänge in den Klassen (z. B. für Teile bis 1200 mm) zu ermitteln. Wird die Auswertung mit Hilfe der ABC-Analyse durchgeführt, kann gewichtet und somit ein genaueres Ergebnis erzielt werden als nur mit gebildeten Durchschnittswerten (Abb. 4). Mit der Erkenntnis, dass die Bearbeitungsdauer des einzelnen Werkstückes in einer größeren Abhängigkeit von der entsprechenden Losgröße steht, ist es sinnvoll, eine Gewichtung der Mengenanteile durchzuführen, um eine Aussage über durchschnittliche Schmalflächenbearbeitungslänge zu treffen.
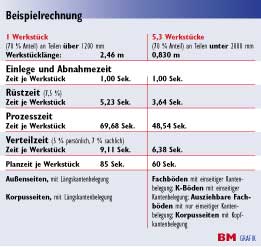
Sind alle „technischen“ Daten bekannt, kann die Berechnung der Prozesszeit durchgeführt werden. Da die Prozesszeit in der Kantenbearbeitungsmaschine aber noch äußeren Einflüssen unterliegt, sind diese bei der Berechnung der Vorgabe- oder Planzeiten zu berücksichtigen:
• Rüstzeiten für das Einrüsten der Maschine sind stark abhängig vom Maschinentyp und dem Organisationsgrad in der Fertigung. In der Beispielrechnung wird mit 7,5 Prozent Zeitanteil der Pro-zesszeit gerechnet.
• Verteilzeiten: Es entstehen im Fertigungsablauf immer wieder Zeitanteile für die sachliche Klä-rung der Aufträge und auch persönlich bedingte Zeitanteile wie z. B. der Gang zum WC während der Arbeitszeit. In der Beispielrechnung wird mit 12 Prozent Zeitanteil der Prozesszeit gerechnet.
• Auf- und Ablegen der Werkstücke: Die durch das Auf- und Ablegen der Werkstücke entstehenden Zeitverbräuche sind abhängig von der maschinellen Einrichtung der KAM. Wird im Durchlauf mit automatisierten weiteren Prozessschritten oder mit einer teilautomatisierten Rückführung der Teile gefertigt, entstehen nur Werkstück-Auflegezeiten. Bedingt durch die „technische“ Pause kann der Zeitverbrauch für das Auflegen dann gegen Null tendieren. Die weitere Beispielrechnung wurde mit einer Kantenanleimmaschine mit Werkstückrückführung durchgeführt.
Die „technische“ Pause plus die eine verrechnete Sekunde für Auf- und Ablegen entsprechen bei der Durchführung dann tatsächlichen 3,9 Sekunden jeweils für das Auf- und Ablegen.
Die so ermittelten Planzeiten (Abb 5) können jetzt für kalkulatorische Zwecke (Angebotserstellung) oder auch als Vorgabezeiten verwendet werden. Bei der Nutzung als entgeltabhängige Vorgabezeit ist es natürlich sinnvoll, die Arbeitnehmer im Vorfeld mit einzubeziehen. Als weiterer Nutzen der ermittelten Daten ist die Entscheidungsunterstützung bei Fragestellungen, wie Make or Buy (Selbermachen oder Einkaufen) und Ersatzinvestitionsrechnungen zu sehen.
Wie Sie eine solche Ersatzinvestitionsrechnung für ihr Unternehmen mit den vorgestellten Planzeiten einfach und schnell realisieren können, oder ob sich das Nachrüsten mit einer teilautomatisierten Werkstückrückführung anbietet, stellen wir Ihnen in einer der nächsten Ausgaben vor.o
Teilen:








{kind=link}