


Zum effizienten Einsatz der CNC-Technik gehört neben einer soliden Grundmaschine, leistungsfähigen Aggregaten und einem guten Service auch eine gute Steuerung der Maschine. Die Steuerung der nächsten Generation “steuert” nicht nur, sondern sie optimiert komplette Bearbeitungsprozesse.
Leider beschränken sich die Maschinenauswahlkriterien meist auf die leicht vergleichbaren Daten wie Bearbeitungsräume, Spindelleistungen, Bohrspindelzahl und Größe des Werkzeugwechslers. Dass eine CNC-Maschine, wie in der Bezeichnung bereits untermauert, ohne eine Steuerung nicht einsetzbar ist, dürfte jedem klar sein. Inwieweit die Maschinenbauelemente jedoch von der Leistungsfähigkeit einer Steuerung abhängig ist, ist meist weniger klar.
In den letzten Jahren wurde bereits viel in Bezug auf eine einfache Maschinenbedienbarkeit durch die so genannten werkstattorientierten Programmiersysteme getan. Die Ebene unter der Bedieneroberfläche ist meist unbekannt und ist beim täglichen Arbeiten für den Nutzer auch unwichtig. Die Steuerung sollte im Verborgenen bleiben, aber gleichzeitig einen hohen Nutzen für den Bediener bringen.
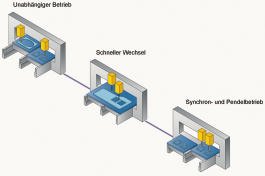
Die Unterschiede in der Maschinenleistung liegen in den möglichen Bearbeitungs- bzw. Werkstückbelegungsmodi der Maschinen. Im Folgenden werden die wichtigsten Bearbeitungsmodi für den Nutzer beschrieben.
Pendelbetrieb
Durch die Pendelbearbeitung werden die Nebenzeiten einer Maschine um die Auflegezeiten für die Werkstücke und um die Rüstzeiten der Spannmittel reduziert. Für den Pendelbetrieb wird die Maschine in zwei Arbeitsbereiche aufgeteilt, welche unabhängig voneinander mit Werkstücken belegt werden können. Die Maschine hat im Idealfall durch das ständige Wechseln der Arbeitsbereiche keine Wartezeiten vom Ende der Bearbeitung eines Werkstückes bis zum Beginn der Bearbeitung eines neuen Werkstückes.
Für den Einsatz einer Maschine im Pendelbetrieb ist neben einem ausreichenden Arbeitsraum auch eine Steuerung notwendig, die es ermöglicht, Programme für nächste Werkstücke zu erstellen, während die Maschine Werkstücke bearbeitet. Um eine einfache Programmierung der Maschinen für die Pendelbearbeitung zu ermöglichen, sind Funktionen wie Mehrfachbelegung und Programmspiegelung wichtig.
Synchronbearbeitung
Beim Einsatz von mehr als einer Spindel können analog der Spindelzahl mehrere Werkstücke gleichzeitig in einem Synchronbetrieb bearbeitet werden, welches bereits bei Kleinserien eine erhebliche Leistungssteigerung bedeutet.
Bei Maschinen, auf denen die Spindeln in einer Achse nicht getrennt bewegt werden können (z. B. Auslegermaschinen mit einer gemeinsamen x-Achse für beide Spindeln), ist der Werkstückabstand durch den festen Spindelabstand auf der Achse fixiert. Somit ist auch die maximale Werkstückabmessung in einer Richtung auf den Spindelabstand festgelegt. Beim Einsatz von Maschinen mit unabhängig voneinander, verfahrbaren Spindeln (z. B. Portalmaschinen) können die Spindeln beim Synchronbetrieb mit variablem Abstand eingesetzt werden.
Durch eine optimale Ausnutzung der Arbeitsfläche im Verhältnis zu den Werkstückabmessungen kann auch eine Pendelbearbeitung im Synchronbetrieb durchgeführt werden. Mit der Anzahl der Spindeln steigt auch die Anzahl der Steuerungskanäle. Um mehrere Spindeln und Prozesse bedienen zu können, ist zum einen die Leistungsfähigkeit der Steuerungshardware wichtig und zum anderen auch eine leicht zu bedienende Steuerung bzw. Programmierumgebung. Je komplexer die Abläufe umso wichtiger ist eine Entlastung des Bedieners durch entsprechende Software- und Steuerungselemente.
Schneller Werkzeugwechsel
Durch Einsatz der Mehrspindeltechnik können die Spindeln auch abwechselnd zum Bearbeiten eingesetzt werden. Eine Spindel ist im Einsatz, während die andere einen Werkzeugwechsel ausführt. Hierdurch werden die Nebenzeiten reduziert. Durch den Einsatz von z. B. vier Spindeln ist auch ein schneller Werkzeugwechsel bei der Synchronbearbeitung möglich. Die Anordnung der Werkzeugwechsler ist hierbei wichtig, damit die Spindeln auch jeweils auf das benötigte Werkzeug zugreifen können. Je nach Werkzeugwechselsystem sind bestimmte Werkzeuge sonst mehrfach notwendig.
Die Steuerung hat die Aufgabe, jede Spindel nach der Bearbeitung schnellstmöglich mit dem nächsten notwendigen Werkzeug auszustatten. Hierfür ist es notwendig, die Arbeitsfolgen der Spindeln zu kennen, um die Wechselzeiten zu minimieren. Je nach Bearbeitungszykluslänge ist es unter Umständen sinnvoll, eine Spindel nicht umzurüsten, sondern beim Pendelbetrieb im anderen Arbeitsfeld einzusetzen (Portal mit Spindeln auf Vor- und Rückseite der Brücke). Diese Maschinenbauweise ermöglicht einen vagabundierenden Einsatz der Spindeln in Bezug auf die Arbeitsfelder oder Tische.
Unabhängiger Betrieb
Nur ein Portal mit zwei separat angetriebenen Tischen ermöglicht zudem noch einen unabhängigen Betrieb der Spindeln. Auf beiden Tischen können unterschiedliche Werkstücke bearbeitet werden. Diese Maschinenbauvariante realisiert “zwei Maschinen in einer”.
Innerhalb der Steuerung werden, völlig unabhängig voneinander, zwei unterschiedliche Programme abgearbeitet. Die neuste Generation der Homag-Steuerung PC85 ermöglicht zudem eine Kombination aller vorgenannten Varianten und optimiert als einzige Steuerung alle Prozesse automatisch (IPO = Intelligente Prozess Optimierung). Das heißt, die Spindeln werden den Tischen je nach Programmschritt variabel zugeordnet, und es wird eine ständige Optimierung der Werkzeugwechsel vorgenommen. Diese Verschachtelung der Programmschritte beider Programme erfolgt während der Bearbeitung was den Vorteil hat, dass die beiden Tische nicht immer zu einem bestimmten Zeitpunkt bzw. in Abhängigkeit von dem Bearbeitungszyklus des anderen Tisches gestartet werden muss. Somit können auch ständig neue Werkstücke in Losgröße 1 auf der Maschine produziert werden, ohne Rücksicht auf den Bearbeitungsstatus eines sich bereits in der Bearbeitung befindenden Werkstücks nehmen zu müssen. Dieses hat zur Folge, dass die Ablauforganisation vor und nach der Maschine flexibler ist, da weniger Rücksicht auf Sortier- und Handlingvorgänge genommen werden muss. Der eigentliche Ablauf des Programms wird also automatisch zur Bearbeitungszeit entschieden. Eine Berücksichtigung des optimalen Ablaufs in der Programmierung ist nicht notwendig. Es stehen somit zwei Maschinen in einer zur Verfügung, die beide auf sämtliche Ressourcen der Maschinen (Werkzeuge, Aggregate, Steuerungsfunktionen etc.) zurückgreifen können. Dieses ist nur möglich, wenn innerhalb der Steuerung eine ständige, vorausschauende Optimierung der einzelnen Programmschritte nach definierten Vorgaben erfolgt.
Resümee
Um eine hohe Wirtschaftlichkeit zu erreichen, ist zu guter Letzt natürlich die hohe Verfügbarkeit der Maschine wichtig. Teleservice via Modem bietet heute eine Vielzahl von Möglichkeiten zur Diagnose und Störungsbeseitigung. Er kann heute bis zum Einsatz von modernster Videotechnik ausgebaut werden. Hierdurch werden Serviceeinsätze und Maschinenausfälle stark reduziert.
Nur mit einer ausgefeilten Steuerungstechnik lassen sich die Potenziale einer Maschine voll ausschöpfen. Aus diesem Grunde sind nicht nur Spindelleistungen, Verfahrgeschwindigkeiten oder die Bearbeitungszeiten einzelner Werkstücke von entscheidender Bedeutung, sondern vielmehr eine Gesamtleistung des Systems innerhalb eines bestimmten Zeitraumes. Nur durch Simulationsberechnungen, basierend auf einem bestimmten Produktspektrum, lassen sich Leistungsvergleiche und Wirtschaftlichkeits-rechnungen aufstellen. o
Teilen:








{kind=link}