















Eine jahrhundertealte Abgrenzung des Tischlers zu anderen Holzhandwerkern lag darin, dass der Schreiner ausschließlich getrocknetes Holz verarbeitete. Dass es daneben zu allen Zeiten auch Holzhandwerker gab, die auch ungetrocknetes, bis hin zu fällfrischem Holz verarbeiteten, ist heute fast in Vergessenheit geraten.
Der Schreiner und Gestalter Thomas Grögler hat sich dem Prinzip der Fertigung von Grünholzstühlen gewidmet – einer fast vergessenen Technik zur Herstellung von Holzverbindungen unter Ausnutzung der Quell- und Schwundeigenschaften von Holz. Dies erscheint uns als Holzhandwerkern in Zeiten von künstlich getrocknetem Schnittholz, welches heute nahezu in allen denkbaren Holzarten und Dimensionen kurzfristig erhältlich ist, kaum mehr vorstellbar. Das Problem des Holzeinschnittes und der Holztrocknung hat den Holzhandwerker zu früheren Zeiten vor größere Probleme gestellt. Es musste von Hand eingeschlagen, in Sägemühlen gebracht und nach dem Einschnitt in jahrelanger Lagerung auf eine für die kommende Verwendung notwendige Holzfeuchte getrocknet werden.
Dabei hat die Technik der Verarbeitung von nassem Holz, oder besser das Wissen um die Ausnutzung des Schwund- und Quellverhaltens des Werkstoffes Holz, eine lange Tradition. So beispielsweise bei den Rechen- und Leitermachern, den Küfern und Schiffsbauern. Die Verarbeitung von nassem Holz hat darüber hinaus verschiedene Vorteile: es ist mit schneidenden Werkzeugen leicht zu bearbeiten, erzeugt keinen Staub und es können Gegenstände wie zum Beispiel große Holzschalen gefertigt werden, welche als Rohlinge gar nicht rissfrei zu trocknen wären.
Dem Prinzip der Grünholzstuhl-Herstellung liegen dabei zwei wesentliche Prinzipien zugrunde: eine extreme Volumenverminderung von Holz im Trocknungsprozess, sowie eine Volumenzunahme bei Feuchtigkeitsaufnahme. Dies ermöglicht unter Beachtung verschiedener konstruktiver und handwerklicher Gegebenheiten die Herstellung von festen Verbindungen ohne Leim, welche dennoch eine gewisse Flexibilität zulassen. Ein weiterer wichtiger Aspekt ist die Tatsache, dass die Hölzer nicht gesägt, sondern gespalten werden. Dies hat den Vorteil, dass selbst bei dünnsten Materialquerschnitten die Holzfasern stets in Richtung der Beanspruchung des jeweiligen Bauteiles laufen, die Einzelteile dabei aber selten „gerade“ sind .
Ein Grünholzstuhl wird in zwei Phasen hergestellt: In der ersten werden alle notwendigen Teile aus Rundholz, zumeist Eiche, Esche oder Robinie, gespalten und mit dem Ziehmesser auf der speziell dafür angefertigten Ziehbank vorgeformt. Das gespaltene und mit dem Ziehmesser geschnittene Holz zeigt eine glatte, seidig glänzende Oberfläche die im Prinzip keiner weiteren Oberflächenbehandlung bedarf. Die Sprossen werden zum annähernd runden Querschnitt ausgeformt und an den Enden mit speziell Zapfen versehen, welche später in die Zapfenlöcher der Beine eingefügt werden. In dieser Phase werden auch die flächigeren Teile für die Rückenlehnen ausgearbeitet und eingespannt. Nach der Trocknung behalten diese ihre Form dann bei.
In der zweiten Phase werden die Beine bearbeitet. Diese wurden über einen Zeitraum von sechs bis acht Wochen – seit dem ersten Arbeitsschritt – in Wasserfässern aufbewahrt, um sie vor dem Austrocknen zu bewahren. Mit speziellen Werkzeugen werden dann die hinterschnittenen Zapfenlöcher gebohrt und ausgearbeitet. Dabei kommt es einerseits auf eine genaue Passung von Zapfen und Zapfenloch an, andererseits aber auch auf das Wissen um die Schwundrichtung der Beine bzw. das Quellen der Sprossen. Das Zapfenloch des noch nassen Beines schwindet um den eingefügten trockenen Zapfen der noch etwas aufquillt und führt so zu einer festen, jedoch flexiblen Verbindung.
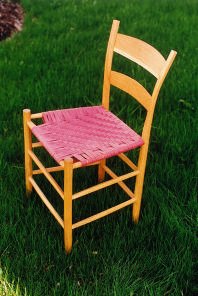
Die Sitzfläche des Grünholzstuhles wird aus flachen Baumwollbändern in verschiedenen Mustern geflochten. Dem Variantenreichtum bei der Gestaltung eines Grünholzstuhles, ob mit oder ohne Armlehnen, mit hoher oder niedriger Rückenlehne, sind – so Thomas Grögler – kaum Grenzen gesetzt. Allerdings müssen die genannten Grundprinzipien der Grünholzverarbeitung eingehalten werden. Wer Lust bekommen hat selbst einen Grünholzstuhl zu bauen, kann dies unter fachlicher Anleitung von Thomas Grögler während eines zweitei-ligen Kurses bei der Firma Dick tun. Kursprogramm bei:
Dick GmbH, Feine Werkzeuge, 94526 Metten; Tel 09 91/91 09-0; Fax ~/91 09-50 oder unter https://www.dictum.com o
Teilen:
 Flotte Winterflitzer
Flotte Winterflitzer







{kind=link}