



Wo gibt es weitere Einsparmöglichkeiten? Wie geht es schneller und besser – bei gleichbleibender Qualität? Viele Unternehmen haben für sich die Antwort gefunden: Aktuell steigt die Nachfrage nach zunehmender Automatisierung und digitaler Vernetzung.
Auf den Plattenzuschnitt bezogen ist dabei die Verknüpfung zwischen Produktionsplanungssoftware oder Branchensoftware und der Zuschnittoptimierung ein herausragendes Thema. Zum anderen spielt der Maschinenpark eine entscheidende Rolle. Beides zusammen ermöglicht bei richtiger Abstimmung mehr Tempo und exakte Planungen auch kleiner Losgrößen und damit eine kostengünstigere Produktion. Die Holzma-Plattenaufteiltechnik GmbH unterstützt das Handwerk mit passender Technologie.
Eine so genannte Produktionsplanungssoftware (ERP- oder PPS-System) oder auch Branchensoftware sind heute nahezu in jedem Betrieb zu finden. Diese Software bildet alle wirtschaftlichen Vorgänge ab und steuert damit die wesentlichen Arbeitsvorgänge in Bereichen wie zum Beispiel Verkauf/Auftragswesen, Rechnungswesen/Buchhaltung, Controlling, Einkauf oder auch Produktion.
Zunehmend wird nun die Frage laut nach einer engen Verknüpfung zur Optimierung des Plattenzuschnitts. Eine solche Verbindung bietet wesentliche Vorteile:
- zeitnaher Materialeinkauf und damit geringe Lagerhaltung
- verringerte/eliminierte Pausen im Produktionsablauf
- Geringer Materialausschuss durch Reduktion des Verschnitts und Verwendung von Resten
- Bedienfreundliche Software erleichtert das Auslesen wirtschaftlich relevanter Kennzahlen und vermindert das Fehlerrisiko.
Nach Meinung des Experten Arne Mömesheim, Leiter der Optimierungsabteilung bei Holzma, ist hier ein klarer Trend festzustellen: „Bis vor wenigen Jahren war die Optimierung eine Art Insellösung – in sich effizient aber nur mit wenigen Anknüpfungspunkten an weitere Kontrollsysteme des Betriebs. Nun wandelt sich dieser Aufgabenbereich in ein komplettes System wirtschaftlicher Überwachung. Damit übernimmt auch der Mitarbeiter in der Arbeitsvorbereitung zunehmend mehr Verantwortung.“
Entscheidend ist die problemlose Verknüpfung der beiden Systeme. Jede dem PPS nachgeschaltete Software muss kompatibel sein.
Im Falle der Holzma Optimierungssoftware Schnitt Profi(t) erfolgt der Datentransfer daher meist über das kompatible ASCII oder über Access-Datenbanken. „Entscheidend ist außerdem die gute Zusammenarbeit zwischen den einzelnen Softwareanbietern, um die relevanten Schnittstellen kostengünstig – sofern noch nicht vorhanden – programmieren zu können“, so Arne Mömesheim. „Die Herausforderung ist, für jeden Kunden ein einfach verständliches, bedienerfreundliches und stabiles System zu entwerfen.“
System-Zusammenarbeit im Detail
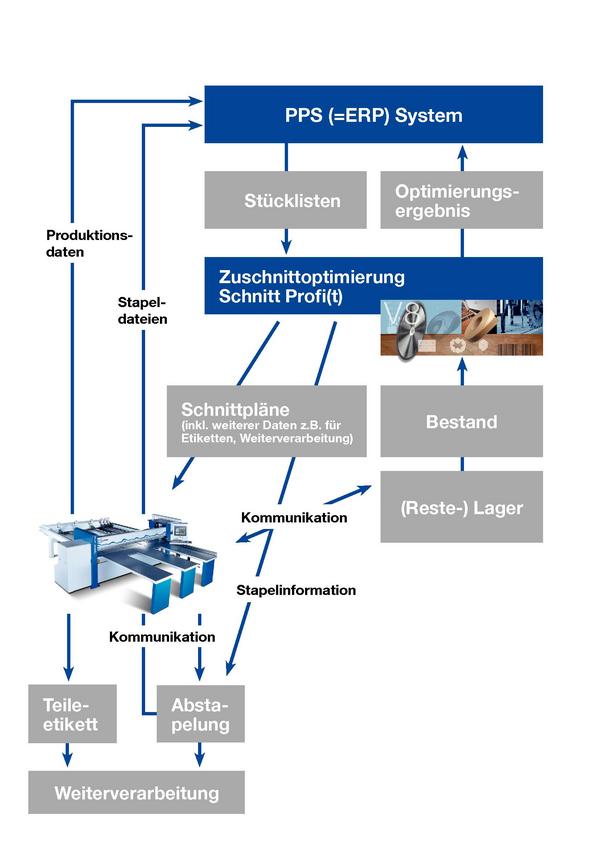
Die Optimierung importiert von der PPS oder der Branchensoftware die Stückliste (= Auftragsliste). Hierin sind die zu produzierenden Aufträge mit allen zu produzierenden Teilen enthalten. Unter Berücksichtigung von Zeit und/oder Verschnittfaktoren generiert Schnitt Profi(t) als Arbeitsergebnis den fertigen Schnittplan (bzw. komplette Läufe). Er enthält alle für die Bereitstellung und die Aufteilung relevanten und sehr umfangreichen Informationen. Dazu gehören Teile, Platten, Format und Farbe aber auch Umgebungsfaktoren wie zum Beispiel Anschnitte oder neue Reste.
Dieser Schnittplan geht zum einen an die Plattenaufteilsäge zur Bearbeitung und, sofern vorhanden, an das automatisierte Lager zur Anlieferung der Platten just-in-time an die Säge. Existiert kein automatisiertes Lager, dann erhält der Maschinenbediener exakte Informationen über die für den nächsten Lauf benötigten Platten. Die Steuerungssoftware CADmatic zeigt ihm direkt über den Monitor an der Säge diesen Bedarf an, so dass die Anlieferung der Platten rechtzeitig möglich ist und ein Produktionsstillstand durch unnötige Wartezeiten vermieden wird.
Parallel werden neben den Daten für die eigentliche Optimierung auf Wunsch weitere Daten aus dem PPS oder Branchenprogramm importiert und an die Säge geleitet – zum Beispiel für die Weiterbearbeitung der geschnittenen Teile an der Kante, dem CNC-Bearbeitungszentrum etc. Diese Informationen finden sich unter anderem auf dem Etikett wieder, das jedes Stück nach dem Sägevorgang erhält (wahlweise als Texthinweis oder Barcode).
Der Soll-/Ist-Abgleich
Wenn Schnitt Profi(t) die generierten Schnittpläne und damit auch die Materialanforderung an die Säge und an das Lager schickt, dann erfolgt zeitgleich eine Rückmeldung an die PPS oder Branchensoftware über die Menge der zu verwendenden Plattenmaterialien. Diese werden dann vom Lagerbestand abgezogen. Eventuell neu entstandene Reste werden hinzugebucht. Eine weitere Rückmeldung an die PPS erfolgt nach Fertigstellung des Auftrages vom Lager (sofern vorhanden) und von der Säge. Dank dieser Produktionsrückmeldung werden Analysen sehr einfach. So ist ein Soll-/Ist-Vergleich schnell möglich. Prüfbar ist außerdem, wann welcher Auftrag mit welchen Materialien und mit welchem Zeitaufwand realisiert wurde. Das Ergebnis:
- Rationalisierungspotenzial wird anhand wirtschaftlicher Kennzahlen sichtbar
- Zeitliche Abläufe eines Projektes sind leichter nachvollziehbar und damit bei einer Wiederholung besser planbar
- Exakte Kalkulationen ermöglichen marktgerechte Angebote
- Produktionsspitzen lassen sich leichter vorhersagen und die Auslastung dadurch gleichmäßiger gestalten
- Stets aktuelle Bestandszahlen ermöglichen eine Reduktion der Lagerhaltung, und vieles mehr.
Mehr Informationen
Die Optimierungssoftware Schnitt Profi(t) wird ständig den aktuellen Anforderungen der Kunden angepasst. Die neueste Version enthält eine ganze Reihe von technischen Neuerungen.
- Mit der neuen Version 8.0, können nun deutlich mehr Informationen ausgelesen bzw. zurück gesandt werden als bislang. Arne Mömesheim: „Damit werden wir dem Trend der gestiegenen Informationsnachfrage gerecht und garantieren, dass auch in Zukunft komplexe PPS-Systeme problemlos angebunden werden können.“
- Jedem einzelnen Teil können mehr als 100 Informationen mitgegeben werden – zum Beispiel die Teilenummer, Teilebezeichnung, Auftragsnummer, Projektnummer, Verpackungshinweise oder Anweisungen zur Weiterverarbeitung. Sofern gewünscht sind alle Informationen später auf einem der Teile- und/oder Stapeletiketten wiederzufinden.
- Verbesserte Leistungsmerkmale sorgen darüber hinaus für eine verbesserte Planung mit noch geringerem Plattenverschnitt sowie weiter optimierten Maschinenabläufen.
- Ein geeignetes Instrument zur Einsparung von Materialkosten ist die Resteverwaltung. Sie war seither nur in der Professional-Variante erhältlich, ab der Version 8.0 gibt es sie auch in Verbindung mit der kleinen Practive-Variante für das Handwerk.
Maschinenpark entscheidet über Automatisierung
Großer oder kleiner Maschinenpark? Das Grundprinzip des Datentransfers und des Datenabgleichs bleibt immer gleich. Der Automatisierungsgrad und damit auch das Rationalisierungspotenzial variiert jedoch zusätzlich in Abhängigkeit von Maschinentypen und Beschickungssystemen. Die Möglichkeiten von der einfachen Plattensäge bis zu vollautomatischen Anlagen sind vielfältig. Nahezu jede denkbare Zwischenstufe lässt sich realisieren.
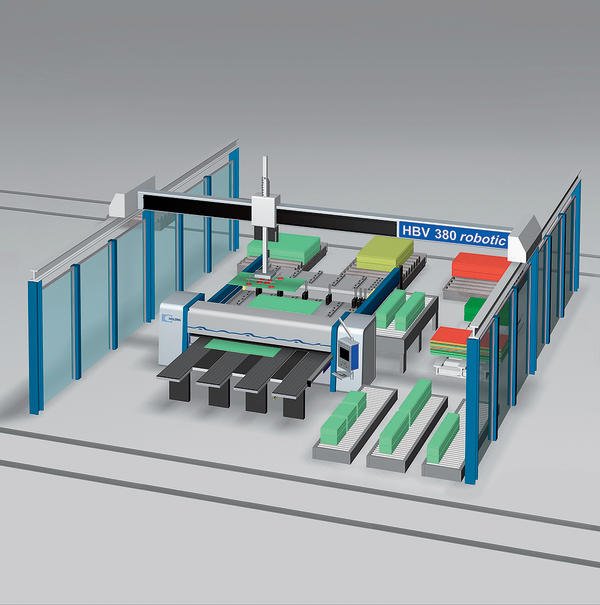
Eine High End Lösung, die zunehmend auch in größeren Innenausbaubetrieben, bei Spezialisten und im Handwerk zum Tragen kommt, ist die so genannte „mannlose Zelle“ HBV 380 robotic, die eine Holzma-Plattenaufteilsäge und ein Bargstedt-Portal in einer vollautomatischen Anlage vereint. Die Bereitstellung und Beschickung der Platten sowie der komplette Zuschnitt und die definierte Teile-Abstapelung erfolgen bei dieser Anlage im durchgängigen Automatikbetrieb. Von Losgröße 1 bis hin zu umfangreichen Zuschnittabläufen ist jeder Auftrag vollautomatisch realisierbar. Ebenfalls möglich sind Kopfschnittbilder und auch Nachschnitte.
Alle Optionen nutzen
Gleich, wie gut die Software ist, wie ausgeklügelt deren Vernetzung und wie technologisch der Maschinenpark – wichtig ist das intelligente Ausschöpfen der Möglichkeiten. Nur wer die generierten Daten konsequent ausliest und interpretiert, kann folgerichtige Schlüsse und daraus Profit ziehen. Daher empfiehlt es sich in jedem Fall, die angebotenen Schulungen in Anspruch zu nehmen. „Diese Investition lohnt sich in jedem Fall“, so Arne Mömesheim. ■
Holzma Plattenaufteiltechnik
75365 Calw-Holzbronn
Teilen:








{kind=link}