





… oder improvisieren Sie noch? Vorbei die Zeiten, in denen das Schreiner-Image einer späneduftenden Idylle glich. Schreinereien des Jahres 2009 sind technisch hoch gerüstete Produktionsbetriebe – mit zunehmender Spezialisierung auf Märkte oder Verfahren. Lesen Sie, warum neben moderner Maschinentechnik auch eine EDV-basierte Fertigungssteuerung mit an Bord sein sollte.
Der Trend zur Spezialisierung im Tischler- und Schreinerhandwerk nimmt auf vielerlei Ebenen zu. So kann sich ein Betrieb auf bestimmte Märkte konzentrieren – beispielsweise Banken, hochwertigen Innenausbau, Ladenbau oder Praxiseinrichtungen. Eine andere Variante ist die Fokussierung auf bestimmte Fertigungsverfahren. Beispiele sind Massivholzfertigung, die Fertigung von Bauteilen mehrheitlich aus beschichteter Spanplatte oder hochglanzlackierte Bauteile.
Doch auch Generalisten sind immer noch zu finden. Sie profitieren oft von der „regionalen Nische“ in strukturschwachen Gegenden oder dem Auftreten als Problemlöser von A – Z. Betriebe ganz ohne Profil sind mehrheitlich in den schwierigen Jahren von 2001 – 2005 vom Markt verschwunden.
Optimierung der operativen Prozesse im Fokus
Neben der Positionierung am Markt steht die Optimierung der operativen Prozesse immer mehr im Vordergrund. Automatisierte Maschinentechnik, aber auch moderne 3D CAD/CAM-Systeme stehen hier im Vordergrund und werden von den Anbietern als erfolgreiche Problemlöser angepriesen. Nicht immer wird erkannt, dass sich hier neue Probleme ergeben: Die maschinentechnische Hochrüstung führt oftmals zu einer höheren Vergleichbarkeit der Betriebe. Wenn alle Betriebe erstmal mit dem „klassischen“ Trio liegende Plattensäge, CNC-Bearbeitungszentrum und programmgesteuerte Kante ausgestattet sind, ist das damit zu erzielende Endprodukt mehrheitlich von der Maschinentechnik abhängig. Handwerkliche Fähigkeiten treten dabei eher in den Hintergrund.
Gleichzeitig erfordert diese Maschinentechnik, genau wie moderne CAD-Technik, eine andere, industriellere Arbeitsweise. Traditionelle Verfahren wie der Brettaufriss oder auch die Abarbeitung eines kompletten Auftrags durch ein und dieselbe Person, werden den neuen, veränderten Umgebungsbedingungen nicht mehr wirklich gerecht.
Um Maschinen entsprechend auszulasten, muss die zu leistende Arbeit so vorbereitet sein, dass bei gegebener Materialverfügbarkeit die einzelnen Arbeitsplätze immer mit ausreichend Material beschickt werden können.
Der Unterschied zwischen Handwerk und Industrie besteht dann nur noch in der höheren Flexibilität und immer neuen Konfigurierbarkeit der einzelnen Fertigungsschritte. Auch wenn die Industrie mit Losgröße 1 durchaus umgehen kann, leistet sie dies nur in den engen Grenzen dessen, was die Linienfertigung zu produzieren imstande ist.
Aus den vorgenannten Gründen ist es für eine optimale Auslastung der Fertigung daher notwendig, die derzeitige Fertigungssituation zu überblicken und neue Aufträge genau so einzusteuern, dass die vorhandenen Ressourcen optimal wirtschaftlich arbeiten. Genau hier setzt die Fertigungssteuerung an.
Fertigungssteuerung – Was verbirgt sich dahinter?
Fertigungssteuerung, wie sie im Handwerk zu verstehen ist, bedeutet, Aufträge in optimal zu produzierende Einheiten zu zerlegen und so einzuplanen, dass die gewünschten Fertigstellungstermine bei möglichst gleichmäßiger Auslastung erreicht werden.
Neben der Berücksichtigung maschineller und personeller Ressourcen kommt der Verfügbarkeit des Materials in Zeiten reduzierter Lagerhaltung und immer größerer Materialvielfalt mit entsprechend längeren Lieferzeiten eine entscheidende Bedeutung zu.
Wie bereits angesprochen, sind technisierte Betriebe, die Maschinen mit hohem Automatisierungsgrad einsetzen, sowie auch Mitarbeiter, die auf bestimmte Arbeitsgänge spezialisiert sind, die ersten Kandidaten für den Einsatz einer systematisierten Fertigungssteuerung.
Fertigungssteuerung kann jedoch auch schon im Büro sinnvoll sein. Je umfangreicher die bearbeiteten Projekte werden, sei es in der Angebotsbearbeitung wie auch in der Arbeitsvorbereitung, umso mehr müssen auch hier Ressourcen eingeplant werden, weil die hier zu erbringende Arbeit nicht mehr wie früher vom Chef nach Feierabend geleistet wird, sondern oftmals von mehreren hochqualifizierten CAD-Konstrukteuren, Architekten, Bauleitern etc.
Doch auch Betriebe, die mehrheitlich Montagen durchführen, können in gewissen Grenzen von einer EDV-basierten Fertigungssteuerung profitieren, wenn entsprechend viel Personal, Fahrzeuge und Werkzeugsätze koordiniert werden müssen.
Voraussetzungen für die Steuerung der Fertigung
„Eine Fertigungssteuerung bitte.“ „Sehr gerne. Das macht 39,90.“ – Ganz so einfach lässt sich das Thema leider nicht lösen. Um eine Fertigung mit hoher Transparenz planen und steuern zu können, sind mehrere Vorbedingungen zu erfüllen:
- Komplette, maschinenfertige Arbeitsvorbereitung im Bereich Material und Zeit.
- Zentralisierter und datenbankgestützter Einkauf.
- Automatisierte, qualifizierte Zeiterfassung.
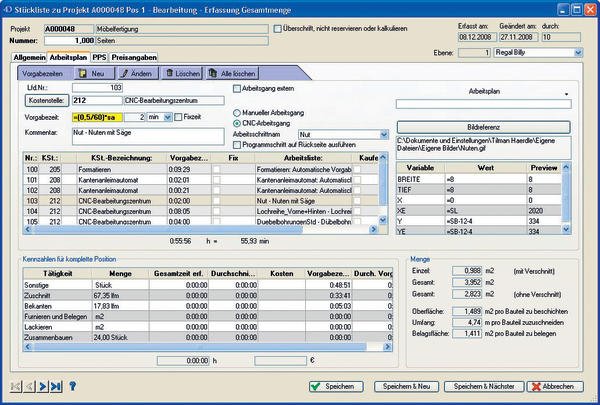
Nur eine Arbeitsvorbereitung, die die zu produzierenden Güter so weit aufbereitet, dass auch Maschinen mit Zuschnittlisten, CNC-Programmen und Kanteninformationen bedient werden können, erlaubt die tatsächliche Steuerung der Fertigung. Werden erst in der Fertigung die zur Ansteuerung von Maschinen notwendigen Unterlagen entwickelt, entstehen durch die dort notwendige Rest-AV Leerläufe, die die eigentlich vorhandene Kapazität begrenzen.
Ganz konkret muss die Arbeitsvorbereitung folgende Informationen liefern:
- Detaillierte und aussagekräftige Werkstattzeichnungen.
- Stücklisten mit allen Materialien, also auch Beschlägen und Zukaufteilen.
- Arbeitspläne mit den durchzuführenden Tätigkeiten.
Material wird, sei es in der Kalkulation wie auch in der Stückliste, schon in vielen Betrieben detailliert dokumentiert. Wichtig ist hier, dass das zu verwendende Material über die Plattenmaterialien hinaus auch Beschläge sowie sämtliche Teile einschließt, die eventuell erst auf der Baustelle benötigt werden. Und anstatt eine Gesamtstückliste zu erzeugen, kann man für die verschiedenen Fertigungsstadien auch selektierte Stücklisten ausgeben. Sie beinhalten jeweils nur die Teile, die für den Fertigungsbereich notwendig sind:
- Plattenmaterialien für Maschinenraum und Oberfläche.
- Platten und zu montierende Beschläge für den Bankraum.
- Baugruppen und lose Teile für die Verladerampe.
Durch die Zuordnung der Teile zu den oben bezeichneten Fertigungsstadien ist eine einfache Möglichkeit gegeben, den konkreten Bedarfszeitpunkt für ein bestimmtes Material auch innerhalb einer Stückliste exakter festzustellen. Es liegt nahe, dass Teile, die erst zum Zeitpunkt des Versands benötigt werden, später angeliefert werden können als Plattenmaterialien. Der Bestellzeitpunkt ergibt sich damit aus dem gewünschten Liefertermin minus der Lieferzeit des gewählten Lieferanten.
In einer datenbankgestützten Systemumgebung lässt sich aus der Stückliste jede Auswertung ableiten, die notwendig ist, um gedruckte Listen und Übergabedateien für Maschinen zu erzeugen.
Stücklisten können auch aus CAD-Systemen übernommen werden. CAD-Systeme sind im Rahmen der Fertigungssteuerung jedoch nur Datenlieferant, die Steuerung erfolgt über das ERP-System.
Eine detaillierte Planung auf Ebene von Arbeitsschritten wird von der Mehrheit der Tischler mit dem Argument abgelehnt, dass dieses Verfahren viel zu aufwändig ist, anders gesagt: der Nutzen im Verhältnis zum Zeitaufwand, diese Planzeiten zu ermitteln, zu gering. Vergegenwärtigt man sich die Menge der Arbeitsgänge, die für ein gegebenes Teil zu leisten sind, scheint das auch gerechtfertigt. Hier zwei Beispiele:
HPL-beschichtete Seitenwange einer Theke
- Material aus Lager zum Zuschnitt verbringen.
- Plattenmaterial zuschneiden.
- HPL zuschneiden.
- Plattenmaterial zur Bekantung transportieren.
- Platte bekanten.
- HPL zur Verleimung transportieren.
- Plattenmaterial zur Verleimung transportieren.
- Verleimen.
- Rohteil zur CNC transportieren.
- CNC-Bearbeitung durchführen, z. B. Einzelbohrungen.
- Platte zur Endmontage transportieren.
- Platte mit anderen Teilen zur Theke montieren.
Der Konstruktionsboden eines Schrankes, Dekospan, bekantet
- Platte aus Lager zum Zuschnitt bringen.
- Zuschneiden.
- Platte zur Bekantung transportieren.
- Bekanten.
- Platte zur CNC-Maschine transportieren.
- CNC-Bearbeitungen durchführen.
- Einzelbohrungen horizontal.
- Einzelbohrungen vertikal.
- Nut oder Falz.
- Platte zur Endmontage transportieren.
- Montieren zum fertigen Schrankmöbel.
Während es also nachweislich viele Arbeitsgänge pro Bauteil sind, fällt bereits bei diesen zwei beispielhaften Bauteilen auf, dass sich die Tätigkeiten wiederholen. Das gilt auch, wenn andere Arbeitsprozesse zugrunde gelegt werden, wie zum Beispiel zu lackierende Teile mit oder ohne Furnier. Sicher noch mehr Arbeitsschritte, doch die Art und selbst die Reihenfolge der Arbeitsschritte ist über das verwendete Material und den zu fertigenden Bauteiltyp festzulegen.
Genauso, wie die Bandbreite der Arbeitsschritte überschaubar ist, gilt dies auch für die tatsächliche Zeitdauer jedes Arbeitsschritts, die keinesfalls zufällig ist, sondern von den immer gleichen Faktoren abhängt. Diese sind
- Anzahl gleichartiger Teile.
- Abmessungen.
- Verwendetes Werkzeug.
- Einteilung der Arbeitsschritte.
Die Anzahl beeinflusst die Anteile eines Arbeitsschritts, die sich über die Menge skalieren. Dies wird deutlich bei CNC-Tätigkeiten wie Bohrungen oder der Formatierung.
Die Abmessungen beeinflussen bei einigen Arbeitsgängen ebenfalls die Zeit, beispielsweise beim Lackieren oder beim Zuschneiden.
Das verwendete Werkzeug hat hohen Einfluss auf die Zeitdauer: Kann man beim Transport einer Platte aus dem Lager einen Vakuumlift oder Gabelstapler verwenden, wird nur eine Person benötigt, sonst sind gegebenenfalls zwei Mitarbeiter erforderlich und damit die doppelte Zeit zu veranschlagen. Unterstützt die Plattensäge einen Paketzuschnitt, kann dies die Arbeitszeit reduzieren. Verwendet man eine CNC-Maschine mit Kantenanleimaggregat, ergeben sich ebenfalls andere Zeiten für runde Teile als bei konventionellen Verfahren.
Weiterhin spielt es eine Rolle, wie fein die Einteilung der Arbeitsschritte erfolgt. Kalkuliert man Transportzeiten zu den Bearbeitungen hinzu, kann dies in Extremfällen, bei besonders großen Stückzahlen, zu anderen Ergebnissen führen als in Standardsituationen mit normalen Mengen.
Selbst wenn man auf vielleicht ca. 100 unterschiedliche Tätigkeiten kommt, sind viele davon ohne großen Informationsverlust auf dieselbe Berechnungsformel zurückzuführen. So wird man für Einzelbohrungen, ob vertikal oder horinzontal, keine großen Zeitunterschiede messen. Das Gleiche gilt auch für Tätigkeiten wie den Lackzwischenschliff oder das Kalibrieren, soweit sie auf der selben Maschine durchgeführt werden.
Für die Berechnung der Zeitdauer eines Arbeitsgangs gibt es allgemein gültige Berechnungsformeln: So lässt sich die Zeit für einen von der Bauteillänge abhängigen Arbeitsgang so berechnen:
Tr + (A • Tv) + (A • (L • Ta))
Hierbei wurden folgende Variable verwendet: Tr = Rüstzeit, Tv = Verteilzeit (also das Handling eines Bauteils), Ta = Arbeitszeit pro Längeneinheit, A = Anzahl der Bauteile, die betrachtet werden, L = Länge des Bauteils. Für Arbeitsgänge, die von der Hauptfläche abhängig sind, ersetzt man L durch L • B, bei maßunabhängigen Bearbeitungen wird L durch 1 ersetzt.
Es ist meist sinnvoll, Rüstzeiten aus der Berechnungsformel eines Arbeitsgangs herauszunehmen, da diese in der Regel für mehrere unterschiedliche Bauteile gemeinsam anfallen. Auch Verteilzeiten lassen sich optimieren. Meist ist diese Optimierungsaufgabe aber so aufwändig zu lösen, dass man eher mit dem durch nicht exakte Modellierung entstehenden Fehler lebt – die Optimierung ist auftragsabhängig und kann im Rahmen einer Stücklistenerfassung nicht allgemeingültig gelöst werden (wohl aber z. B. für den Zuschnitt durch eine Verschnittoptimierung).
Genauso wichtig ist in diesem Zusammenhang der fertigungsbegleitende Einkauf. Es reicht nicht aus, Ware nach auftretendem Bedarf zu bestellen, selbst wenn dies rechtzeitig geschieht, ohne den Einkauf auch in Verknüpfung mit den zu fertigenden Gütern zu dokumentieren, soweit es sich nicht um Lagerware handelt. Beim Einkauf ist speziell auch auf den Einsatzbereich und die Lieferzeit des benötigten Materials zu achten. Die Optimierungsaufgabe lautet hier, Material für den spätestmöglichen Zeitpunkt zu bestellen und genau zu wissen, welches Material wann benötigt wird. Anstatt also alles Material bereits zum Auftragsbeginn zur Verfügung zu haben, können Beschläge oftmals wesentlich später geliefert werden als Platten und Kanten. Der Nebeneffekt einer differenzierten Materialbestellung liegt auch darin, dass wesentlich flexibler auf sich ändernde Kundenwünsche reagiert werden kann.
Für die Steuerung ist die Zeiterfassung ein entscheidendes Instrument, denn sie dokumentiert den aktuellen Status der Fertigung. Dabei ist über die reine Darlegung der aktuellen Tätigkeit hinaus auch die Fertigmeldung erbrachter Leistung entscheidend, um Plan-Daten mit den Ist-Daten abzugleichen.
Instrumente der EDV-basierten Fertigungssteuerung
Für eine Einsteuerung von Aufträgen im längeren Zeithorizont in die Fertigung ist eine Kapazitäts-Grobplanung das geeignete Instrument. Hierbei werden der Auftrag oder gemeinsam zu fertigende Teilabschnitte mit einem ermittelten Zeitaufwand terminiert. Je nach Engpass-Situation wird lediglich der Zeitaufwand spezifiziert oder es findet bereits eine Aufteilung auf wesentliche Kostenstellen(bereiche) statt. Gängige Engpässe sind in der Regel die Bereiche AV, Zuschnitt, CNC, Kante und auch Montage.
Je näher der tatsächliche Fertigungstermin rückt, umso exakter muss die Planung erfolgen, die dann auch personelle Ressourcen einschließt. In der Regel entweder eine Woche bis einen Tag vorher findet eine u. U. stundengenaue Feinplanung statt. Wie genau die Planung tatsächlich ist, hängt auch von der Form der Arbeitsvorbereitung ab: Je genauer die durchzuführenden Arbeitsschritte bekannt sind, umso exakter kann auch geplant werden.
Teil der Feinplanung ist auch die Überwachung der Materialverfügbarkeit, denn jedwede Planung ist Makulatur, wenn die Fertigung wegen fehlenden Materials erst gar nicht beginnen kann. Wie bereits gesagt, stehen Materialbedarf und die Fertigungsphase in einem engen Zusammenhang: Durch die Zuweisung des Materialbedarfs zu bestimmten Fertigungsschritten wird quasi von selbst deutlich, wo neben der reinen Ressourcenverfügbarkeit Engpässe entstehen können. Denn selbst, wenn bei genügend Maschinenkapazität die Fertigung eines Auftrags wegen fehlenden Materials nicht beginnen kann, ergeben sich Verschiebungen, die eine termingerechte Auslieferung verzögern oder schmerzhaft verteuern können.
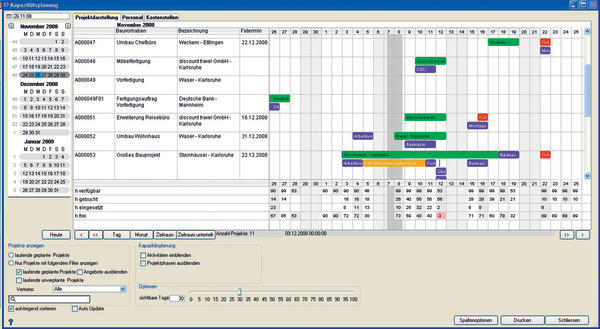
Als Ergänzung zur Kapazitätsplanung dient der Leitstand. Er stellt den aktuellen Status der Fertigung dar. Durch geeignete Filterung kann eine Fokussierung auf Engpässe, auf bestimmte Betriebsbereiche oder Aufträge erfolgen. Der Leitstand dokumentiert somit aktuell in Bearbeitung befindliche Aufträge, aktive Kostenstellen und aktive Mitarbeiter. Dabei wird für die entsprechenden Ressourcen dargestellt, wie die Ist-Daten mit den Plan-Daten korrespondieren, um möglichst zeitnah ermitteln zu können, wo sich Abweichungen vom Plan ergeben.
In diesem Zusammenhang ist die Fertigmeldung über den Leitstand wichtig, weil erst über die Fertigmeldung der relative Leistungsfaktor der gearbeiteten gegenüber der geplanten Zeit ermittelt und darauf basierend die davon abhängigen Planungen angepasst werden können. Umgekehrt kann der Leitstand auch als Beauftragungsinstrument eingesetzt werden: Jeder Auftrag, der komplett vorbereitet ist (oder jeder eindeutig identifizierbare Teil eines Auftrags) steht der Fertigung zur Verfügung und kann anhand unterschiedlicher Priorisierungen (Fertigstellungstermin, Materialverfügbarkeit) in die Produktion eingesteuert werden.
Der Leitstand wird durch die elektronische Zeiterfassung mit Daten gefüllt: Jede Tätigkeit wird dabei in Echtzeit erfasst. Mit Hilfe geeigneter Internet-Technologien ist dies auch außerhalb der Fertigungsstätte möglich, und im Falle montageintensiver Tätigkeiten sogar zwingend nötig.
Fertigungssteuerung bringt eine Reihe von Vorteilen
Sind die Voraussetzungen für eine EDV-basierende Fertigungssteuerung gegeben, dann ergeben sich daraus Vorteile, die über die reine Steuerbarkeit der Fertigung hinausreichen. Eine wirklich erschöpfende Arbeitsvorbereitung führt dazu, dass die Fertigung Unterlagen besitzt, die eine Produktion ohne weitere zusätzliche Informationsbeschaffung ermöglichen. In der Konsequenz ist dadurch auch komplett offen, ob die eigene Fertigung oder eine externe Fertigung bedient wird.
Geht die Arbeitsvorbereitung so weit, dass neben der Dokumentation und Spezifikation des erforderlichen Materials und der zu produzierenden Teile auch alle Arbeitsschritte spezifiziert werden, können selbst einzelne Arbeitsschritte mit einem Minimum an zusätzlichem Aufwand extern beauftragt werden. Dies bietet auch Betrieben mit eingeschränkter Fertigungskapazität den Zugang zu nahezu unendlicher Kapazität.
Je feingranularer die Arbeitsschritte dokumentiert werden, umso größer stellt sich die Auswahl möglicher externer Partner dar und desto geringer wird das Risiko, dass Subunternehmer Know-how abschöpfen und versuchen, an die Stelle des vergebenden Unternehmens zu treten. Nicht zu unterschätzen ist bei der Vergabe an Subunternehmer der zu überwachende Materialfluss, da Bauteile mit der Beauftragung eines Subunternehmers die Werkstatt verlassen und zu einem späteren Zeitpunkt wieder zurückkommen und dann an der richtigen Stelle bereitgestellt werden müssen.
Outsourcing ist kein Allheilmittel, auch wenn es als Maßnahme zur Reduzierung von Fixkosten verlockend ist. Outsourcing birgt die Gefahr, dass die Nachunternehmer nicht die geforderte Qualität liefern oder im Laufe der Zeit eigene Fertigungskompetenz verloren geht, die in Zeiten geringen Auftragsaufkommens dann im eigenen Haus nicht mehr vorhanden ist.
Ein weiterer Vorteil der detaillierten AV ist die Partitionierung eines Kundenauftrags nach fertigungstechnischen Gesichtspunkten. Hierbei können Kriterien wie: die Gleichartigkeit des Endprodukts, gleiches Material (Trägermaterial, Kante, Belag) oder die Gleichartigkeit des Fertigungsprozesses zur Anwendung gebracht werden. Dadurch ergibt sich eine Neuaufgliederung bis auf die Ebene einzelner Stücklistenteile. Diese Aufteilung kann übergreifend über mehrere Kundenaufträge hinweg erfolgen.
Durch geeignete Steuerung und die zu diesem Zweck notwendige Bauteilidentifikation (z. B. mit Etiketten oder im Falle von lackierten Teilen durch Einhaltung der auf einer Arbeitsliste definierten Reihenfolge) kann eine Gruppierung an jeder Kostenstelle in immer wieder neuer Formation erfolgen. Die Loslösung vom Kundenauftrag als einziges Gruppierungsmerkmal erlaubt eine wesentlich gleichmäßigere Auslastung der betrieblichen Ressourcen.
Für Betriebe, die mit immer wiederkehrenden Produkten zu tun haben, ergibt sich so auch die Chance zur Auslastung des Betriebs in Phasen geringeren Auftragsaufkommens. Durch gezielte Vorfertigung von Halbfertig- oder Endprodukten kann in Hochzeiten die „virtuelle“ Kapazität durch Abruf von Halbfertigteilen aus dem Lager erhöht werden. Damit dies funktioniert, muss zudem aus dem externen Bedarf des Kundenauftrags der interne Fertigungsbedarf automatisiert ermittelt werden können. Das bedeutet konkret, dass die vom Kunden angeforderten Mengen und Produkte im Falle einer Vorfertigung bei Abruf durch den Kunden nicht mehr komplett produziert werden müssen.
Utopie oder Realität: Wie groß darf der Aufwand sein?
Betrachtet man die hier vorgestellten Maßnahmen, stellt sich vollkommen begründet die Frage, ob ein solches Verfahren eine Utopie ist oder real umsetzbar und notwendig.
In erster Linie wird oftmals der Detailgrad der Arbeitsvorbereitung mit Argwohn betrachtet, da zwar oft eingesehen wird, dass ein zu fertigendes Bauteil hinreichend exakt beschrieben werden muss. Die genaue Spezifikation von Arbeitszeiten hingegen wird oft als zu zeitraubend, nicht genau klärbar oder praxisfern abgetan. Tatsächlich gibt es gerade dank moderner Maschinentechnik und dank technisch einfach realisierbarer Zeiterfassung alle Möglichkeiten, den tatsächlichen Zeitbedarf für alle wesentlichen Verrichtungen exakt zu messen – auch ohne hierzu Refa-Fachleute einzusetzen.
Konkret bietet sich beispielsweise durch· CNC-Simulatoren, bekannte Vorschubgeschwindigkeiten oder die Umlage von Gesamtzeiten auf die Anzahl gefertigter Bauteile, ein reichhaltiges Instrumentarium zur Ermittlung von Planzeiten auf Basis realer Zeiten.
Gerade die Umlage von Gesamtzeiten auf die Menge der gefertigten Bauteile liefert – führt man die Umlage über einen längeren Zeitraum aus – sehr gute Ergebnisse. Aus der Menge und den Abmessungen der Platten lassen sich Zuschnittzeiten pro Laufmeter sowie Bekantungszeiten pro Laufmeter errechnen, aus der Plattenoberfläche Lackier- oder Oberflächenbearbeitungszeiten pro Quadratmeter. Oder aus der Anzahl der Beschläge lassen sich Beschlagsmontagezeiten herleiten.
Ein weiteres Vorurteil gegen den EDV-Einsatz in der Fertigungssteuerung kommt von all jenen, die komplett individuell fertigen. „Kein Auftrag gleicht dem anderen, daher können wir aus vergangenen Aufträgen nichts für neue Aufträge mitnehmen“, hört man oft. Der erste Teil der Aussage ist mit Sicherheit oft richtig. Doch natürlich muss man nur vom Endprodukt, das jedes Mal unterschiedlich ist, auf die Ebene der Bauteile gehen, um festzustellen, dass sich die Variation sehr schnell auf Material und Abmessung beschränkt. Bei den Materialien ergibt sich teilweise ein unterschiedlicher Fertigungsprozess, weil Bauteile aus Dekospan anders durch die Fertigung laufen als Teile aus Massivholz, furnierte Teile oder lackierte MDF-Teile. Aber auch hier ist die Variationsbandbreite innerhalb eines Betriebs in der Regel einstellig. Das heißt, es gibt weniger als 10 unterschiedliche Fertigungsprozesse für ein gegebenes Bauteil.
Schließlich lassen sich Einsparpotenziale zur Einführung einer tiefergehenden Arbeitsvorbereitung schon alleine durch den Einsatz eines zentralisierten, datenbankbasierenden Gesamtsystems erzielen. Die vielerorts verwendete Kombination von Standard-Office-Programmen mit der pragmatisch erscheinenden mündlichen Beauftragung, sei es für die Fertigung oder den Einkauf, erzeugt einen viel zu hohen administrativen Aufwand. Die Akteure haben keine Zeit für ein strukturiertes Arbeiten, weil sie mehrheitlich mit Suchen, Warten und Fragen beantworten beschäftigt sind. Mit Effizienz hat das dann nichts mehr zu tun. ■
Teilen:








{kind=link}