







Drei Technikerschüler der Holzfachschule Bad Wildungen haben sich im Rahmen ihrer Abschlussarbeit mit der Vorbereitung und Einführung der Werkseigenen Produktionskontrolle (WPK) bei einem Holzfensterhersteller befasst. WPK ist eine von zwei Säulen der CE-Kennzeichnungspflicht. Zweite Säule ist die so genannte Ersttypprüfung. Infos über deren unterschiedliche Lizenz- und Zertifizierungsmodelle haben wir auf den Seiten 122/123 zusammengestellt.
„Jetzt auch noch CE-Kennzeichnung; was will man denn den Betrieben noch alles zumuten?“ Diese Frage stellte sich die Geschäftsleitung der Firma Stock in Mittelhessen. Doch die Betrübnis wich bald der Hoffnung, nachdem man sich mit diesem Problem an die Holzfachschule Bad Wildungen gewandt hatte. Dort hat sich eine Gruppe von Technikerschülern in einer Abschlussarbeit mit dem Thema „Einführung der CE-Kennzeichnung für Holzfenster am Beispiel der Fa. Stock Deutsche Fenster GmbH in Wartenberg“ gewidmet.
Überraschend war, dass sich der Zeitaufwand zur Lösung dieser Aufgabe für die Gruppe im überschaubaren Rahmen hielt. Die Schüler Michael Weber, Dennis Zinn und Oskar Schmidtke trugen zunächst alle Informationen zusammen, die es zur Thematik der CE-Kennzeichnung gab. Seitens der Fachverbände, der Prüfinstitute oder auch privater Einrichtungen gab es eine ganze Reihe an Informationen, die in ihrer Gesamtheit zur Lösung der Aufgabenstellung in angepasster Form genutzt werden konnten.
Grundlage war hier die DIN EN 14351-1. In dieser europäischen Norm sind die wesentlichen Details zur CE-Kennzeichnung von Fenstern und Außentüren mit den einzuhaltenden Leistungsmerkmalen beschrieben. In diesem konkreten Fall war über die Bauprodukterichtlinie Anhang III festzustellen, dass das Konformitätssystem 3 anzuwenden ist.
Die CE-Kennzeichnung gliedert sich in zwei Hauptbereiche, die Ersttypprüfung, Initial Typ Test (ITT), welche von einer akkreditierten, zugelassenen (notifizierten) Prüfstelle auszuführen ist und die Werkseigene Produktionskontrolle (WPK), welche der Betrieb selber durchzuführen hat.
Vorbereitung und Einführung der WPK im Fokus
Wie nun die Ersttypprüfung bei Stock ausgeführt werden sollte, wurde vorerst zurückgestellt. Die erste wesentliche Aufgabe der Schüler bestand darin, sich um alle vorbereitenden Abläufe und die Einführung der Werkseigenen Produktionskontrolle zu kümmern.
Dazu wurde das Unternehmen mit seinen Produkten unter die Lupe genommen. Von der Systematik her ist es immer von Vorteil, wenn man im Vorfeld aller zu tätigenden Aufgaben die Mitarbeiter des betroffenen Unternehmens mit einbezieht. Aus diesem Grund wurde seitens des Betriebes zunächst ein Beauftragter für die Einführung der Werkseigenen Produktionskontrolle bestimmt. Mit ihm zusammen wurde der bestehende Produktionsprozess analysiert. Die gefertigten und zu kennzeichnenden Fenstersysteme waren in Produktfamilien aufzuteilen. Gemäß den möglichen Fenster-, Tür- und Öffnungsarten mussten die waagrechten und senkrechten Zeichnungsschnitte zur Definition der Profilgebung zusammengetragen werden. Da man mittels CAD z. B. mit AutoCAD erstellte Zeichnungsdateien beliebig weiterverarbeiten kann, war der zu erstellende Zeichnungskatalog aller hergestellten Systeme für die spätere innerbetriebliche wie auch vertriebliche Nutzung von sehr hohem Wert. An diesem Beispiel kann man sehr schön die Vorteile des Mehrfachnutzens der zusammengetragenen Informationen im Rahmen der CE-Kennzeichnung für das Unternehmen erahnen.
Unabhängig von dieser speziellen Anforderung, ist die Einführung von Standard CAD-Systemen jedem modernen Unternehmen, welches zukunftsorientiert aufgestellt sein möchte, zu empfehlen. Alle Merkmale, die zeichnerisch nicht definiert wurden, mussten in der Systembeschreibung textlich beschrieben werden.
Außerdem waren Materialien, Rohstoffe und Bauteile sowie deren Verarbeitung in der Systembeschreibung genau zu definieren und die erforderlichen Nachweise vom Vorlieferanten zu erbringen. Das zu prüfende Fenstersystem, mit Festlegung mehrerer Probekörper, die in Abmessungen und Aufbau einen repräsentativen Querschnitt der Produktpalette des Herstellers darstellten, mussten definiert werden. Dies alles sind umfangreiche Arbeiten, welche aber als wesentlich und grundlegend für die nachfolgenden Maßnahmen einzustufen waren.
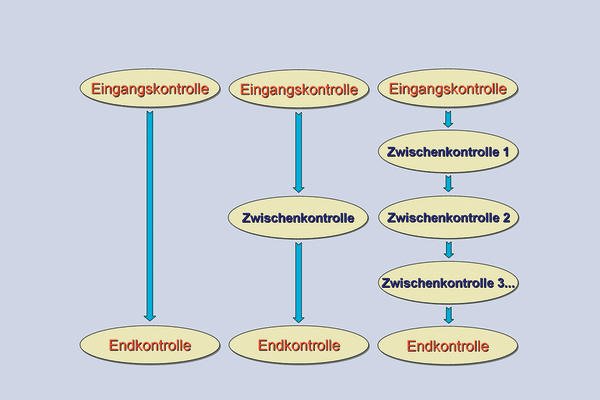
Die Analyse des vorhandenen Fertigungsablaufs diente in erster Linie dazu, sinnvolle Kontrollabschnitte mit dem WPK-Verantwortlichen festzulegen, um an geeigneten Stellen im Fertigungsprozess die geforderten Zwischenkontrollen anzusiedeln. Die Forderungen der Norm wurden in diesem Fall auf die individuelle Situation des Betriebs adaptiert. Gefordert wird normseitig mindestens eine Eingangs- und eine Endkontrolle. Im vorliegenden Fall fiel die Entscheidung neben der obligatorischen Eingangs- und Endkontrolle, auf zwei weitere Zwischenkontrollen vor und nach der Oberflächenbehandlung.
Die Norm fordert zudem alle vorhandenen Betriebsmittel zu erfassen und deren Reinigung, Instandhaltung und Pflege mit Festlegung der regelmäßigen Wartungsintervallen per Arbeitsanweisung festzulegen. Dies betrifft alle Maschinen, aber auch Werkzeuge, welche in den Fertigungsprozess integriert sind. Dies waren bei Stock die große Fensterfertigungsstraße sowie darüber hinaus auch die Oberflächenanlage, für deren Pflege und Wartung eine individuelle Arbeitsanweisung aufgestellt wurde.
Außerdem mussten vorhandene Mess- und Prüfmittel aufgenommen werden. Hierbei handelte es sich beispielsweise um Meßschieber, Bandmaße, Holzfeuchtemessgeräte, Oberflächenschichtdicken-Messgerät, Hygrometer usw.
Fehlende Prüfvorrichtungen mussten beschafft werden. Hierbei handelte es sich im Wesentlichen um preisgünstige, einfache Geräte. Ein Fensterprüfstand war und ist nicht unmittelbar notwendig. Allgemein gilt: Die regelmäßige Wartung und Kalibrierung aller Prüf- und Messmittel muss vorgenommen und schriftlich dokumentiert werden.. Es ist aber nicht unbedingt notwendig, hierfür ein externes Institut zu beauftragen. Der Betrieb kann nach einem schriftlich festzulegenden Verfahren diese Kalibrierung selbst vornehmen.
In der Norm wird gefordert, dass ein Handbuch zur Werkseigenen Produktionskontrolle anzulegen ist. Der Sinn dieses Handbuches ist das Zusammentragen aller Unterlagen zur WPK an einem zentralen Ort. Das WPK-Handbuch kann hierbei in Form eines Aktenordners geführt werden. Neben den einmalig zu ermittelnden Unterlagen wie beispielsweise Verfahrensbeschreibungen und Arbeits- und Prüfanweisungen können in diesem Handbuch fortlaufend, nach Einführung der Werkseigenen Produktionskontrolle, die dokumentierten Fertigungskontrollen archiviert werden. Je nach Struktur kann dies in Listen oder auftragsbezogen erfolgen. Wichtig ist die Nachvollziehbarkeit des fortlaufenden Fertigungsprozesses und die Fähigkeit der Zuordnung der Fertigungskontrollen zu bestimmten Aufträgen, die den Herstellungsprozess durchlaufen.
Ohne Vorlagen und ohne Beratung ist es natürlich aufwändig, Verfahrensbeschreibungen, Arbeits- und Prüfanweisungen zu formulieren. Es gibt aber sehr gute Hilfestellungen seitens des Bundesverbandes und der Landesfachverbände des HKH und auch der freien Lizenzanbieter im Rahmen der CE-Kennzeichnung, an welche man sich anlehnen kann. In jedem Fall müssen diese Vorlagen aber individuell an das spezifische Unternehmen angepasst, vereinfacht oder weiterentwickelt werden, was die Schüler im Falle ihrer Abschlussarbeit auch getan haben.
Ein weiterer wichtiger Punkt ist zudem die Fehlerlenkung. Bei Stock wurde, wie bereits angesprochen, noch eine Zwischenkontrolle mit Überprüfung der Fensterelemente vor und nach der Oberflächenbehandlung eingefügt. In dieser Phase des Herstellungsprozesses lassen sich optische Fehler leicht erkennen und mit überschaubarem Aufwand korrigieren. Werden bei der Überprüfung Fehler festgestellt, sind diese in einer Fehlersammelliste zu dokumentieren und geeignete Maßnahmen zur deren Beseitigung einzuleiten. Hier ist ein gesichertes Verfahren erforderlich, welches dafür sorgt, dass entstandene Fehler zukünftig möglichst ausgeschlossen werden.
Alle Arbeits- und Prüfanweisungen müssen an die Mitarbeiter bzw. die Verantwortlichen ausgehändigt werden. Es muss eine gesonderte Unterweisung bezüglich dieser Arbeits- und Prüfanweisungen erfolgen, was schriftlich bestätigt werden muss.
Dieser Aufgabenbereich gehört dann auch schon zur konkreten Einführung der Werkseigenen Produktionskontrolle. Wenn alle Vorarbeiten geleistet sind, wird zu einem gegebenen Datum seitens der Unternehmensleitung die Werkseigene Produktionskontrolle in Kraft gesetzt. Hier muss dann verstärkt der Beauftragte für die Werkseigene Produktionskontrolle aktiv werden. Dieser ist für die Aufrechterhaltung des Systems, für die Sicherstellung der Durchführung von Prüfungen, für die Dokumentation, die Aufbewahrung der Prüfergebnisse und die Einleitung und Umsetzung von Korrekturmaßnahmen zuständig. Im Rahmen der Technikerabschlussarbeit fungierte dieser WPK-Beauftragte zudem als Ansprechpartner für die Schüler, wenn es um inhaltliche Fragen bei der Gestaltung der geforderten Checklisten und Formulare ging.
Durch ein erstes Audit, das ist ein Verfahren zur Feststellung der Konformität zwischen Darlegung und Wirklichkeit, wird der individuell durchgeführte Ablauf der Werkseigenen Produktionskontrolle des Betriebes hinsichtlich der Erfüllung der Forderungen aus den normativen Regelwerken der CE Kennzeichnung überprüft. Dieses Audit kann der WPK-Beauftragte selbst durchführen. Besser ist es jedoch, das Unternehmen bedient sich eines externen Fachmanns, z. B. aus den Fachverbänden, Instituten oder Fachschulen, um eine stichhaltige rechtliche Sicherheit bzgl. der eigenen WPK zu erreichen. Bei nicht regelgerechter Umsetzung einzelner Bestandteile der WPK sind diese in einer angemessenen Zeit nachzubessern. Es sollten dann regelmäßige Wiederholungs-Audit´s, z. B. im Abstand von einem Jahr, zur regelkonformen Aufrechterhaltung der fortlaufenden Werkseigenen Produktionskontrolle, stattfinden. ■
Ablauf und Einführung der WPK im Überblick
WPK-Beauftragten bestimmen
Fenstersysteme definieren
- Produktbeschreibung
- Profile, Öffnungsarten, Details
- Materialien, Rohstoffe, Bauteile
Ist-Aufnahme des betrieblichen Ablaufs
- Fertigungsablauf
- Betriebsmittel
- Prüfmittel (evtl. vervollständigen)
WPK-Handbuch erstellen
- Archivierung aller Unterlagen
- Verfahrensbeschreibungen
- Wartungsanleitung, Wartungsintervalle
- Kalibrierungsanleitung, Kalibrierungsintervalle
- Fehlerlenkung festlegen und dokumentieren
- Dokumentation aller Fertigungskontrollen
- Arbeits- und Prüfanweisungen
Kontrollabschnitte mit Verantwortlichen festlegen
- Aushändigen aller Arbeits- und Prüfanweisungen
- Schulung und Unterweisung der Mitarbeiter
Einführung und Aufrechterhaltung der WPK
- Inkraftsetzen des Systems
- Kontinuierliche Durchführung der WPK
- Audit (Untersuchungsverfahren) durchführen
- Nachbesserungen festlegen und dokumentieren
- Wiederholungsaudits regelmäßig durchführen
Teilen:








{kind=link}