




Besonders bei lackierten Zargen hatte der Türenhersteller Stauner ein Problem: Mit Ausrissen und „telegrafierenden“ Gehrungsfugen wollte er sich nicht abfinden. Heute ersetzt ein spezieller Schaftfräser das bisher für Gehrungsschnitte genutzte Sägeblatt.
Schreinermeister Josef Stauner leitet heute erfolgreich in der dritten Generation den Innungs-Schreinerbetrieb in Neufahrn-Etten-kofen (Niederbayern). Fast einhundert Auszubildende haben in diesem Unternehmen das Rüstzeug für den zukunftsreichen Beruf des Schreiners erlernt. Nach der Übernahme des Unternehmens spezialisierte sich Josef Stauner auf die individuelle Produktion von Außen- und Innentüren nach Maß. Mittlerweile erwirtschaften zwölf Mitarbeiter einen Umsatz von rund 1,5 Mio. Euro. im Jahr. Brand-, Rauch-, Schall-, Strahlenschutz- und Einbruch hemmende Türen sowie Stahltüren werden zur Programmabrundung als Handelsware angeboten.
Stauner: „Unsere Auftragslage ist überdurchschnittlich gut und kaum Schwankungen unterlegen – weil wir ein eigenes Qualitätsprodukt für Privatkunden anbieten können. Personalprobleme kennen wir nicht. Im Gegenteil: Wir registrieren ein Aufleben in der Nachfrage nach Ausbildungsplätzen in unserem Schreinerbetrieb.“
Hoher Qualitätsanspruch
Die Türzargen produziert Stauner aus mehrschichtig verleimten Kanteln: Der Kern ist aus Multiplex und aufgrund hoher Qualitätsansprüche besteht die Kanteloberfläche aus HDF. In Bezug auf die Maschinenwerkzeuge ist dies eine anspruchsvolle Kombination.
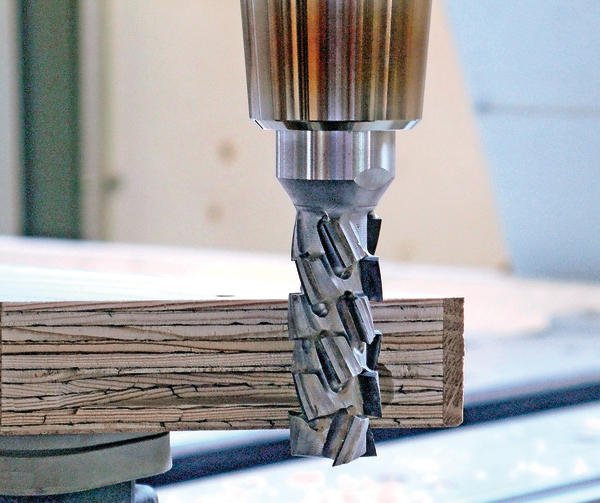
Jakob Seber, Schreinermeister und verantwortlich für den Fertigungsbereich erklärt: „Der Gehrungsschnitt muss absolut exakt und ausrissfrei sein. Das haben wir mit unserem bisherigen Sägeblatt besonders bei später weiß lackierten Türzargen nicht erreicht. Das Resultat war: Die Gehrung telegrafiert durch den Weißlack.“ Damit wollte sich Stauner nicht abfinden, sondern hatte sich die Optimierung der Schnittqualität zum Ziel gesetzt. Wolfgang Heigl, zuständiger Technischer Berater bei Leitz: „Wir haben intensiv über die hohen Anforderungen diskutiert. Letztendlich kamen wir auf den neuen Oberfräser Diamaster Plus3.“ Bisher begrenzte bei konventionellen Oberfräsern die versetzte Schneidenanordnung die Steigerung der Produktivität. Mit der von Leitz neu entwickelten spiralförmigen Schneidenanordnung in Echt-Z3 greifen nun drei Schneiden über die gesamte Nutzlänge. Nach Angaben der Firma Leitz sind mit dem neuen Werkzeug bis zu 50 % höhere Vorschübe und vor allem ausrissfreie Fräsqualität unabhängig von der Materialdicke möglich. „Der bis zu zwölf Mal nachschärfbare Oberfräser Diamaster Plus3 ist prädestiniert für die Formatbearbeitung auf Bearbeitungszentren beim Gehrungsfräsen, aber auch bei der Laser-Kantenanleimtechnik“, erläutert Wolfgang Heigl.
In der Schreinerei Stauner kann man die hohe Fräsqualität bestätigen. „Für uns war es wichtig, exakt gefräste Gehrungen zu erreichen, die optisch nicht durch den Weißlack „telegrafieren“. Dies wurde mit dem neuen Oberfräser erreicht. Ein weiterer positiver Effekt ist die bis zu 50fach erhöhte Standzeit trotz der anspruchsvollen Materialkombination HDF und Multiplex. Auf unserer CNC findet die gesamte spanende Bearbeitung der einzelnen Türzargenelemente in einer Aufspannung statt. Vor dem Gehrungsfräsen schneidet ein mit Hartmetall bestücktes Kreissägeblatt die beiden Gehrungen mit einem Aufmaß auf jeder Seite von 0,5 mm zu. Danach fräst der Diamaster Plus3 eine plane und winkelgerechte Gehrungsfläche, die unsere Qualitätserwartungen übertroffen haben. Aufwendige Nacharbeiten oder Ausschuß gehören der Vergangenheit an“, so Josef Stauner. I
Teilen:








{kind=link}