















Werner Hartung hatte die Zeichen der Zeit richtig erkannt. Hohe Anforderungen mit neuen Konstruktionen und Profilvielfalt, kurze Lieferzeiten sowie der Zwang zur Automatisierung stellten ihn vor eine entscheidende Weichenstellung: „Die Zeit war reif, wir mussten in mehr Wettbewerbsfähigkeit und Zukunftssicherheit investieren. Unsere Winkelanlage war schon in die Jahre gekommen und mit hohem Rüstaufwand nicht gerade flexibel.“ Keine einfache Herausforderung, denn in letzter Konsequenz ging es ums „Ganze“: Im Rahmen einer grundsätzlichen Neuausrichtung wurde alles, von der Eckverbindung bis hin zur Fertigungstechnologie, auf den Prüfstand gestellt.
Spezialitäten inklusive
Werner Hartungs Familienbetrieb im ländlichen Ringgau/Datterode, unweit von Bad Hersfeld, besteht in der dritten Generation. Mit Christian Hartung ist der Nachfolger bereits aktiv im Betrieb. Mit 15 Mitarbeitern setzt die Schreinerei auf Holz- und Holz-Alu-Fenster in verschiedenen Profilsystemen. Hinzu kommen Haustüren und Pfosten-Riegel-Konstruktionen. Ein interessanter Schwerpunkt sind stilgerechte Denkmalschutzfenster in Kittfalzoptik. Großer Wert wird auf beste Oberflächenqualität gelegt. Hobeln mit 8000 min-1, Zwischenschliff und das mehrstufige Remmers-Oberflächensystem sind dazu einige wichtige Merkmale.
Die eigene, bestens eingespielte Montage zähle zu den besonderen Stärken, nicht nur qualitativ, sondern in der gesamten Abwicklung, betont Hartung: „Das hat uns schon zahlreiche Komplimente der Kundschaft und Folgeaufträge beschert“.
In der strukturschwachen Region Nordhessen müsse man seine Fühler aber schon weit ausstrecken. Und das auch ganz in den Norden der Republik: Die Verbindung zu einem Fertighaushersteller in Schleswig-Holstein und die lange Zusammenarbeit mit Architekten im Hamburger Raum führe regelmäßig zu stattlichen Aufträgen. Rund 20 % des Auftragsvolumens erhält Hartung von Schreinerkollegen, eine Vertriebsschiene die er sehr gerne weiter ausbauen will.
Patente Ecke
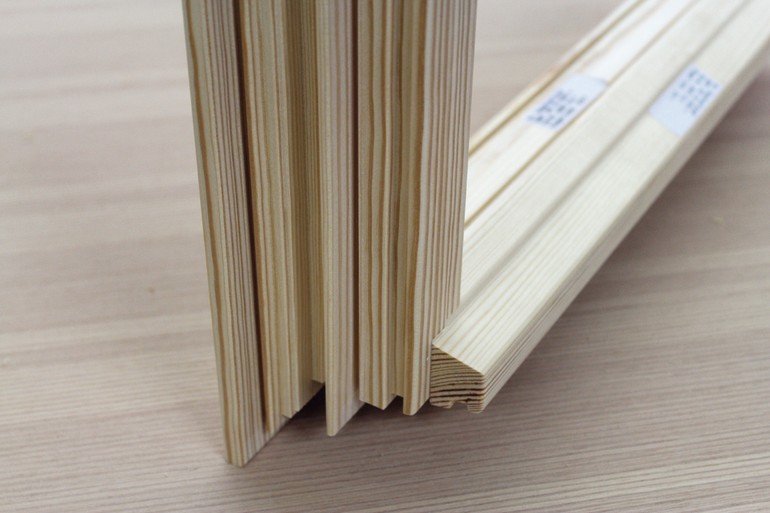
Zu Beginn des großen Projekts wurde die bisher eingesetzte Schlitz-Zapfenverbindung infrage gestellt. Aber: „Dübeln oder spezielle Verbindungselemente kamen für mich nicht infrage“, beweist Werner Hartung ausgeprägtes Schreinerdenken. Mit „PlugTec“ hatte der Oberkochener Werkzeughersteller Leitz ein System entwickelt, das Werner Hartung regelrecht begeisterte: Mit gerundeten Zapfen und Langlöchern wird eine präzise, formschlüssige und stabile Eckverbindung gewährleistet. Bereits bei Holzdicken von 68 mm, dies hat das ift Rosenheim getestet, erreicht diese Eckverbindung eine Flügeltragkraft von 150 kg.
PlugTec hat neben reduziertem Materialverbrauch auch fertigungstechnische Vorteile: Es ist CNC-gerecht, benötigt kleinere Werkzeugdurchmesser und kann in nur einer Werkstückaufspannung angefräst werden. Werner Hartung nennt einen anderen wesentlichen Vorteil: „Das System ist durchgängig und kann für alle Konstruktionen eingesetzt werden.“ Junior Christian Hartung weist auf einen weiteren Aspekt hin: „Mit PlugTec ersparen wir uns außerdem das Dübeleintreiben.“
Im Teamwork zum Projekterfolg
Nach der Marktrecherche in Sachen CNC-Fensterfertigung hatte die Technolgie des Maschinenherstellers Biesse die Nase klar vorn. Hartung entschied sich für das Multibearbeitungszentrum WinLine 16.67.
Von der aufwendigen Entwicklung neuer Schnitte und Konstruktionsdetails bis zur produktionstechnischen Umsetzung: Die intensive Planungsphase konnte damit starten. Unter der kompetenten Federführung von Holztechniker Florian Küch, bei Biesse Verfahrensspezialist für Fensterfertigung, saßen die Experten aller beteiligten Technologiepartner regelmäßig am Projekttisch: Biesse für die Maschinentechnik, Leitz für die Werkzeuge, ProLogic für die Software und Maco für Beschlägetechnik.
Eine zweiwöchige Schulung für Hartung und Mitarbeiter am Biesse-Standort in Elchingen schloss sich an. Die dort aufgebaute neue WinLine wurde in dieser Zeit komplett eingefahren, mit Werkzeugen und Software versteht sich. 250 Bearbeitungsprofile wurden bis ins Detail durchgespielt und justiert. Eine lohnende Vorgehensweise: Nach der perfekten Vorbereitung in Elchingen verlief die Installation der WinLine in der Hartung-Fertigung problemlos. Hartung: „Bereits nach acht Tagen konnten wir richtig produzieren.“
Komfortable Bedienerführung
Erstaunlich komfortabel zeigt sich die Bedienerführung der WinLine am großen Touch-Terminal. Die in der Fensterbau-Software von ProLogic angelegten und in NC-Hops automatisch programmierten Aufträge werden einfach aufgerufen. Unterstützt von einer 3D-Grafik erhält der Bediener zu jedem Zeitpunkt eindeutige und präzise Infos, was genau zu tun ist.
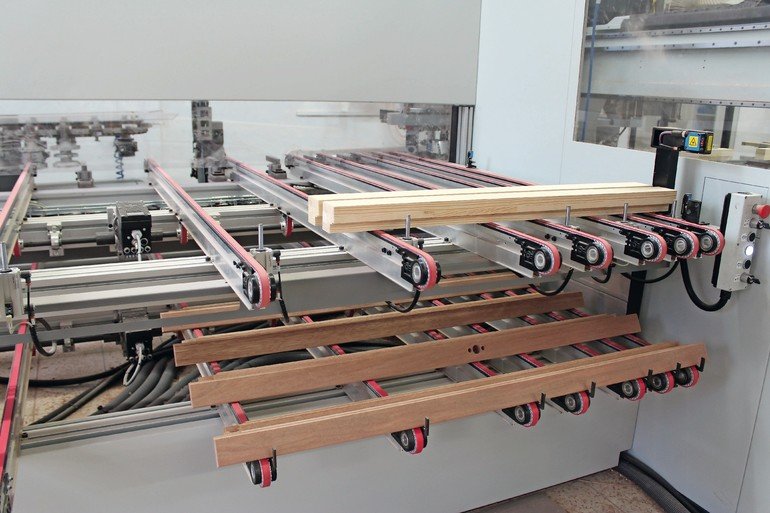
Bereits beim Beschicken werden die einzelnen Teile in der richtigen Reihenfolge eindeutig angezeigt. Teilekontrolle inklusive: Für die Überprüfung, ob das richtige Werkstück aufgelegt ist, wird dieses auf dem Beladepuffer in allen drei Dimensionen vermessen. Die eigentliche Bearbeitung samt Rücktransport der fertigen Teile erfolgt dann in der Folge vollautomatisch.
Bis zu 30 Teile nimmt der Be- und Entladepuffer auf und arbeitet ca. eine Stunde vollkommen selbstständig ohne weitere Eingriffe. Christian Hartung weist auf den Zeitspareffekt hin: „Während dessen kann ich die Rahmen bereits verleimen.“
Wem das nicht genug ist, dem steht bei Biesse ein Multilevel-Puffer zur Verfügung. Dann arbeitet die WinLine als automatisierte Fertigungszelle bis zu einer kompletten Schicht völlig autonom.
Hochwertige Ausstattung
Die bei Hartung installierte WinLine 16.67 in beidseitig geführter Gantry-Bauweise zeigt sich als kompaktes Multibearbeitungszentrum mit einem relativ geringen Platzbedarf von 12,8 m x 4,2 m und einer Kapazität von ca. 20 Einheiten pro Schicht. Eine Frässpindel mit 30 kW sorgt für die nötige Bearbeitungspower. Zur Aggregateausstattung gehören weiter zwei Multifunktionsaggregate, eines mit 300-mm-Sägeblatt, das andere als Fräsaggregat mit zwei Ausgängen für die PlugTec-Eckverbindung und Beschlagsbearbeitungen.
Die Fingerclamps-Spanntechnik ermöglicht die sichere Bearbeitung in Teilegrößen von 20 bis 140 mm in der Dicke und in Breiten von 20 bis 260 mm. Der Spanndruck kann je nach Holzart aus dem Bearbeitungsprogramm automatisch mitgegeben werden. Der Sensor SafeLocker kontrolliert dabei die erfolgte Aufspannung. Ein mitfahrender 22-fach-Kettenwechsler und ein Werkzeugschrank mit weiteren 44 Plätzen sorgen für hohe Flexibilität. Die Programmiersoftware NC-Hops und der Etikettendrucker zum Wiedererkennen der Teile sind weitere Details.
Bögen und Flächen inklusive
Mit zusätzlichen, im rechten Bereich des Maschinenbetts angeordneten Konsolen, verdient sich die WinLine ihre Bezeichnung „Multi-Bearbeitungszentrum“. Auf diesem vollautomatischen EPS-Tisch mit Hyperclamp-Spannelementen oder Vakuumsaugern können Rundbogenelemente oder plattenförmige Werkstücke, wie z.B. Haustürblätter, vollautomatisch bearbeitet werden. Bei Hartung bringt diese Möglichkeit einen zusätzlichen Effekt: Die für Sonderelemente bisher genutzte CNC konnte ersatzlos entfallen.
Der richtige Schritt
Die Effekte der automatisierten Komplettbearbeitung kommen bei Hartung heute voll zum Tragen. „Für uns war dieses große Investitionsprojekt der richtige Schritt. Wir konnten unsere Produktvielfalt inklusive Wechselfalz deutlich erhöhen, die Bearbeitungsqualität steigern und nicht zuletzt sind wir schneller und ganz erheblich flexibler geworden“, kommentiert Werner Hartung. Keine Frage: Das Projektteam hat offenbar hervorragende Arbeit geleistet und Hartung ist begeistert von der Abwicklung: „Ohne die Kompetenz von Florian Küch und die Unterstützung der anderen Technologiepartner hätten wir dieses Großprojekt neben dem Tagesgeschäft wohl kaum in dieser Form geschafft.“
Der Autor
Dipl.-Ing. (FH) Manfred Maier war viele Jahre BM-Chefredakteur und arbeitet heute als freier Fachjournalist.









{kind=link}