








Die besondere Raffinesse und Kunstfertigkeit, mit der in der japanischen Tradition die Hölzer untereinander verbunden werden, sind im Verständnis des tategu-shokunin (japanischer Schreiner) Ausdruck der besonderen Wertschätzung des verarbeiteten Materials. Da er durch das Schlagen des Baumes in den natürlichen Kreislauf von Werden und Vergehen eingegriffen hat, muss er nun sein ganzes Können in die Arbeit hineinlegen, um so sorgsam und sparsam wie nur irgend möglich mit dem Material umzugehen [10]. Dies gilt ganz sicherlich für die äußerst filigrane Dimensionierung der Hölzer einer fusuma wie einer shoji (geschlossene bzw. lichtdurchscheinende Papierschiebewand). Aus Materialquerschnitten von teilweise nur 2 x 4 bu (6 x 12 mm) erwächst eine Leichtbaukonstruktion, deren Flächenabschluss durch nichts als einige Lagen Reispapier gebildet wird [2]. Im modernen Leichtbau liegt eine besondere Herausforderung im Verschließen der Kante. „Kleben auf dem Nichts“ heißt die Anforderung bei der Schmalflächenbeschichtung von riegellosen Wabenplatten. Unsere Autoren Martin Stosch * und Hans-Ulrich Reichling ** zeigen auf, dass die verschiedenen, neuartigen Durchlaufverfahren in ihrer besonderen Raffinesse und Präzision durchaus mit der Leichtbauqualität alter japanischer Handwerkskunst vergleichbar sind.
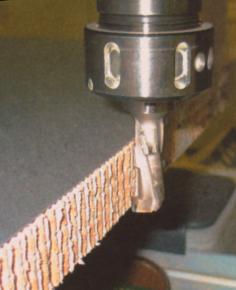
Mit zunehmender Industriealisierung der Möbelherstellung hat etwa um die vorletzte Jahrhundertwende vor allem die abgesperrte Holzplatte und später die weitgehend ungerichtet zu verarbeitende Spanplatte den Freiheitsgrad der Möbelkonstruktion ganz wesentlich erhöht. Die besondere Wirtschaftlichkeit lag und liegt nach Etablierung entsprechender Zulieferstrukturen in der auftragsanonymen Vorfertigung dieses nicht mehr wegzudenkenden Ausgangsmaterials. Weitgehend definierte Qualitäten in handelsüblichen Abmessungen als Großplatte werden selbstverständlich überwiegend standardisierten Verarbeitungsprozessen zugeführt. Warum sollte das bei Wabenplatten auf einmal anders sein? – Es ließen sich weitere Gründe anführen, die allesamt dafür sprechen, bei der Betrachtung der Technologieentwicklung zur Schmalflächenbeschichtung von der riegellosen Großplatte auszugehen. Vieles spricht auch dafür, dass derartige Sandwichplatten mit Expansionswabenkern alsbald in den Größen der eingesetzten Deckschichtmaterialien dem Markt seitens der großen Holzwerkstoffanbieter zur Verfügung stehen werden. Sowohl Expansionswabeneinlagen (Honicel) als auch Wellstegeinlagen (SWAP) können in vielerlei Hinsicht hervorragend als Kernmaterial einer Möbelleichtbauplatte eingesetzt werden. Derartige Papierwaben sind geeignet, die Deckschichten definiert auf Abstand zu halten und Druck- und Zugbelastungen aus der Plattenbiegung aufzunehmen. Sie weisen zurzeit von allen am Markt angebotenen Inlays das beste Preis-Leistungsverhältnis auf [5] und sind zudem vergleichsweise leicht, was ja der Grundforderung nach Gewichtsersparnis im Möbelbau entspricht: So wiegt eine 25 mm starke Sandwichplatte mit 19 mm starker Papierwabeneinlage und zwei 3 mm starken MDF-Decks insgesamt nur soviel wie eine 8 mm starke Spanplatte, was einer Gewichtsreduzierung von deutlich über 50 Prozent gegenüber einer gleichstarken Spanplatte entspricht [9]. Auch die spanende Bearbeitung, vor allem das Formatieren der Sandwichplatten mit Papierwabeneinlage, lässt sich mit herkömmlichen Anlagen vornehmen. Das Sägen führt zu vergleichsweise glatten Schnitten und zumindest das Fräsen im Gegenlauf auch zu akzeptablen Ergebnissen [3], wobei dabei eine leicht vorstehende Papierstruktur auf der Schmalfläche verbleibt.
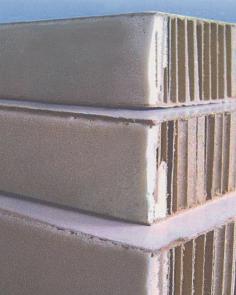
Inhomogenität der Plattenkante
Als Trägermaterial für jegliche Art der Schmalflächenbeschichtung sind Papierwabeneinlagen denkbar ungeeignet, da sie bei entsprechendem, seitlichem Kantendruck elastisch nachgeben.
Papierkanten würden rasch beschädigt werden. Insbesondere beim Einsatz dünner Deckschichten für große Plattenstärken ist selbst bei der Verwendung von stärkerem Beschichtungsmaterial mit dem „Schüsseln“ der Kante zu rechnen [7]. Insgesamt lässt sich in Versuchen feststellen, dass dünne Deckschichten (2,5 mm Dünnspanplatte bzw. 2,8 mm MDF) generell gegen eine Direktverklebung von Plattenkante und Beschichtungsmaterial sprechen, da die angeschnittene Papierwabenstruktur aufgrund des geringen, undefinierten Oberflächenquerschnittes auch nur mit einem nahezu zu vernachlässigenden Beitrag zur Haftfestigkeit der Verklebung beiträgt. Für die Abreißfestigkeit der Beschichtung ist überwiegend die Haftfestigkeit der Verklebung zwischen Schmalflächenbeschichtungsmaterial und Decks verantwortlich [4], was wiederum für eine stärkere Dimensionierung der Deckschichten spricht. Hier scheint sich sprichwörtlich die Katze in den Schwanz zu beißen.
Diese „Gemengelage“ lässt zu Recht erwarten, dass die Lösung des Problems „Schmalfläche“ keinesfalls trivial ist, sondern des gesammelten Erfindungsreichtums der Technologieentwickler und Anlagenbauer bedarf. Nur so wird eine Qualität des seitlichen Plattenabschlusses erreicht, die sich mit den Ansprüchen der traditionellen japanischen Holzverarbeitung messen kann: Legten doch die alten Meister beim Fertigen eines Gebäudes oder Möbelstücks einerseits ihr ganzes Können in die technische Perfektion der Holzverbindungen und anderseits aller höchsten ästhetischen Wert auf deren Unauffälligkeit, nach Möglichkeit sogar auf deren Unsichtbarkeit [2/10].
Zur Schmalflächenbeschichtung von Wabenplatten werden derzeit in der Hauptsache sechs unterschiedliche Ansätze diskutiert, wobei einige Ansätze davon mittlerweile realisiert wurden und sich in entsprechenden Anlagen (Stationär- wie Durchlaufmaschinen) in der Praxis beweisen.
Direktbeschichtungs-Verfahren: Unter den Voraussetzungen, dass sowohl die Stärke der Deckschichten als auch die Eigensteifigkeit und Ebenheit der Dekorkante ausreichend groß sind, findet die Kante ausreichenden Halt an den beiden Schmalflächen der Plattendecks. Dies gilt nach den vorliegenden Erfahrungen für Wabenplattendicken bis maximal 40 mm, bei Deckstärken von mindestens 5 mm und Kantenstärken von mindestens 2 mm [5]. Unter Umständen besteht die Gefahr, dass riegellose Wabenplatten beim maschinellen Anfahren der Kanten durch die Transportbänder partiell verdrückt werden. Ein so genannter Kantenschuh könnte die Platte im Bereich der Leimangaberolle und der Andruckrollen zwangsführen und so die Dickendimension der Wabenplatte stabilisieren [3].
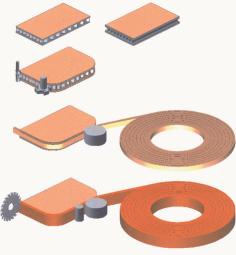
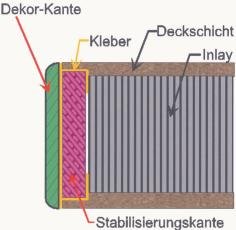
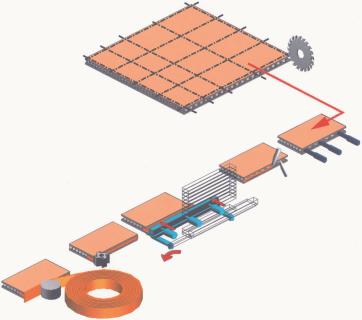
Stabilizer-Verfahren: Zur Abstützung von Dekorkanten mit geringer Eigensteifigkeit (und üblicher Ebenheit), insbesondere an Wabenplatten mit Deckstärken unter 5 mm, scheint sich das Verfahren der Stabilisierungs- bzw. Stützkante fest im Markt zu etablieren.
Hier hat die IMA Klessmann GmbH in Lübbecke eine Kantenapplikationstechnologie prozessfähig gemacht, bei der zunächst die Schmalfläche der Wabenplatte durch eine Blindkante stabilisiert wird, bevor auf diesem Untergrund jegliche Arten von Dekorkanten ausreichend sicheren Halt finden.
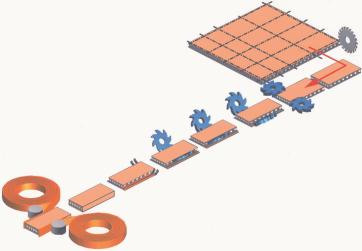
Nach dem Formatieren des Wabenplattenzuschnitts aus der Großplatte fügt und nutet ein speziell geformter Messerkopf (quasi anstelle des sonst üblichen Fügefräsers) die Schmalfläche der Wabenplatte 2 bis 3 mm tief, wobei das Werkzeug sowohl einen definierten Falz an den Innenkanten der Deckschichten anschlägt als auch gleichzeitig das Inlay entfernt.
In diese Ausfräsung, genauer gesagt in die Fälze der Deckschichten wird im folgenden Bearbeitungsschritt eine Stabilisierungskante eingeleimt.
Theoretisch könnten hier auch dünne Streifen aus Dünnspanplatte oder MDF zum Einsatz kommen. Darüber hinaus kann hierbei auch Rollenware aus Holzwerkstoffen, Sperrholz oder Kunststoffen eingesetzt werden.
Die abschließende Beschichtung mit Dekorkanten erfolgt in den üblichen Prozessschritten einer Kantenbearbeitungsmaschine. Dieses Stabilizer-Verfahren eignet sich auch für große Wabenplattenstärken bis etwa 60 mm und zeigt auch dann noch hervorragende Ergebnisse, wenn die Deckstärken bei 3 mm liegen und im Extremfall eine nur 0,4 mm starke Papier-Dekorkante den äußeren Abschluss bildet.
SurfaceFolding-Verfahren: Unter bestimmten Umständen kann es erforderlich sein, dass Deckschicht und Schmalfläche der Wabenplatte aus ein und demselben Material bestehen, z. B. wenn das Bauteil anschließend allseitig lackiert werden soll.
In jedem Fall erspart dieses Verfahren separates Stützkantenmaterial und bietet ebenfalls soliden Grund für jede Art von Dekorkanten.
Für diese speziellen Anforderungen hat IMA ein Verfahren entwickelt, bei dem ein Streifen der Deckschicht im Folding-Verfahren als Schmalfläche eingeklappt wird [7]. Nach dem Formatieren wird die untere Plattendeckfläche freigefräst, außen abgeschrägt und innen eingekerbt, die Schmalfläche der oberen Deckfläche ebenfalls nach innen abgeschrägt.
Im Folgeschritt wird in die V-Nut bzw. an die Schräge der oberen Deckfläche über Leimdüsen Schmelzklebstoff angegeben. So lässt sich die aus dem unteren Plattendeck herausgearbeitete Kante schließlich mit relativ einfacher Maschinentechnik zum Abschluss der Schmalfläche hochklappen. Dieses Verfahren ist besonders für eher dünne Wabenplatten bis zu einer Stärke von minimal 16 mm geeignet [8].
PostFrame-Verfahren: Unter gewissen Bedingungen kann auf eine aussteifende Einlage in der Sandwichkonstruktion von Wabenplatten nicht verzichtet werden. Unter Umständen führen erhöhte Anforderungen an die Biegesteifigkeit der Platte oder die Montage herkömmlicher Beschlagsysteme zu dieser Entscheidung. Daraus den Schluss zu ziehen, dass ein derartiges Bauteil nur mittels „Frame-on-board“-Konstruktion herstellbar sei, wäre verfrüht. Auch das nachträgliche Einlegen von einzelnen Rahmenhölzern im Durchlauf ist denkbar. In einem vorgeschalteten Fräsgang wird im Randbereich des Wabenplattenzuschnitts das Inlay entfernt. Dieser Nutfräser greift dabei gleichzeitig auch in die Innenflächen der Plattendecks ein, sodass beide leicht gefälzt werden. Im Nachgang applizieren Düsen den Klebstoff auf die Kontaktflächen, bevor das jeweils vorformatierte Rahmenholz aus einem Magazin im Durchlauf eingesetzt und verpresst wird. Abschließend wird die Schmalfläche im selben Durchlauf konventionell gefügt und mit einer Dekorkante belegt [7].
Anders als bei einer klassischen „Frame-on-board“-Konstruktion bietet das PostFrame-Verfahren auch die Möglichkeit, nur eine Plattenkante mit einem Rahmenholz auszustatten und die anderen Schmalflächen auf leichtere Art zu verschließen. So könnte z. B. bei einer Anpassungskonstruktion bestehender Möbelsysteme jeweils an der Vorderkante von Korpusboden- und -deckel die Montage eines Schiebetürbeschlages ermöglicht werden.
PostFoam-Verfahren: Einer ganz ähnlichen Grundidee folgend wurde das PostFoam- bzw. Ausschäum-Verfahren gemeinsam vom ihd (Institut für Holztechnologie Dresden) und dem Klebstoffhersteller Kleiberit, Klebchemie M.G. Becker GmbH + Co. KG in Weingarten entwickelt. Anstelle der oben genannten Rahmenhölzer tritt hier allerdings eine Kantenverstärkung aus reaktivem Polyurethan-Schaum, der sich nach dem Ausreagieren (etwa 3 Minuten) problemlos schneiden, ggf. auch profilieren und schließlich beschichten lässt [3]. – Wann diese Grundidee von einem der Anlagenhersteller aufgegriffen und in eine entsprechende Verfahrenstechnologie überführt wird, scheint nur eine Frage der Zeit zu sein. Brandheiße Meldungen aus Lemgo weisen jedenfalls darauf hin.
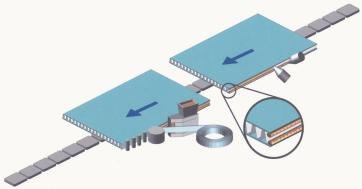
BackFill-Verfahren: Neben den im Holzbereich vertrauten Expansionswabeneinlagen oder Wellstegeinlagen aus Papier sowie PUR- und sonstigen Schäumen kommen bei verschiedenen technischen Anwendungen auch vermehrt Metall- oder Kunststoffstrukturen als Inlay zum Einsatz [1]. So fertigt beispielsweise der italienische Möbelhersteller Molteni seit geraumer Zeit Tischplatten und andere Möbelbauteile in Leichtbauweise. Bemerkenswert ist dabei, dass als Kern eine Aluminiumwabe dient, die es ermöglicht, auch bei geringsten Plattenstärken ungewöhnlich hohe Biegesteifigkeit zu erzielen [6]. Für derartige Sandwichaufbauten, bei denen zudem die Deckschichten so dünn sind, dass sie in keinem Fall alleinig zu einer Verklebung mit Kantenmaterialien geeignet sind, hat IMA das so genannte BackFill-Verfahren (auch FoamMelt-Verfahren genannt) entwickelt. Zusätzlich zur Verklebung des Kantenmaterials mit den Deckschichten werden zur Vergrößerung der Auflagefläche Klebstoffraupen aus aufschäumendem EVA auf die Innenseiten der Deckflächen gepresst. Optische Sensoren dosieren dabei die Klebstoffmenge bedarfsgerecht.
Dieses Verfahren ermöglicht auch bei minimalen Deckschichtstärken die flächenbündige wie wasserdichte Kantenapplikation und ersetzt so technisch überholte Konstruktionslösungen wie Hutprofile o. ä.
Unterm Strich
Ganz anders als in der europäischen Kultur durfte ein japanischer Lehrling des Holzhandwerks das kostbare Werkzeug jahrelang nicht einmal berühren. Er sollte dazu gezwungen werden, seinem Meister derart lange bei der kunstfertigen Benutzung zuzusehen, bis ihn schließlich ein unstillbares Verlangen überkam, das in der Anschauung Gelernte selbst zu versuchen [10]. In diesem Sinne gilt es, die technologische Entwicklung weiterhin genau zu beobachten. Insbesondere aber das Stabilizer-Verfahren, also die Stabilisierung der Schmalfläche mittels Stützkante, erfreut sich schon heute des „unstillbaren Verlangens“ des Marktes. Neben bereits produzierenden Anlagen für die industrielle Produktion stehen seit der diesjährigen LIGNA+ auch handwerkstaugliche Adaptionen zur modularen Ergänzung marktüblicher einseitiger Maschinen zur Verfügung.
Literaturverzeichnis
[1] Bitzer, T.: Honeycomb Technology: Material, design, manufacturing, applications and testing. London; Weinheim; New York: Chapmann & Hall, 1997.
[2] Freese, T.: Die Kunstwerke des japanischen Schreiners. Stuttgart: Deutsche Verlags-Anstalt, 1991.
[3] ihd – Institut für Holztechnologie Dresden (Hrsg.): Diätkur für Schwergewichte. Dresden: A. & R. Adam Verlag, 2003.
[4] IMA – Klessmann: Stabile Kanten auf weichem Kern: Kantenanleimen an Leichtbauplatten, in: BM 9/2004, S. 48 ff.. Leinfelden: Konradin-Verlag, 2004.
[5] Kostenbader, M. (Homag): Bekanten von Leichtbauplatten (Pressemitteilung). Schopfloch, 2005.
[6] Kunkel, D. (Jowat): Vom Earl of Sandwich bis zur heißen Lola – Leckere Häppchen, leicht serviert (Vortrag). Detmold, 2004.
[7] Reichling, H.-U. (IMA): Der Wabe die Kante geben! Schmalflächenbelegung im Leichtbau (Vortrag). Lübbecke, 2004.
[8] Reichling, H.-U. (IMA): Sandwichplatten für Korpusse und Tischplatten: Fertigteilkonfektion auf Stationär- und Durchlaufmaschinen (Präsentation). Lübbecke, 2005.
[9] Windmann, H. (IMA): Möbel können leichter werden: Kantenanleimen an rahmenlosen Möbelbauteilen, in: HOB 4/2004, S. 14-18. AGT-Verlag, 2004.
[10] Zwerger, K.: Das Holz und seine Verbindungen: Traditionelle Bautechniken in Europa und Japan. Basel; Boston; Berlin: Birkhäuser Verlag, 1997.
Teilen:








{kind=link}