










Die Kantenbeschichtung auf stationären CNC-Bearbeitungszentren ist zu einem bedeutenden Bearbeitungsverfahren in Industrie und Handwerk avanciert. Durch permanente Weiterentwicklung und vor allem durch einwechselbare Aggregate bietet dieses Verfahren heute vielseitige Möglichkeiten, die bis zur Verarbeitung von Stegkanten und zum Transfer-Finish-Verfahren reichen.
*Der Autor ist Mitarbeiter der Homag Maschinenbau AG, Schopfloch
Seit der Einführung dieser Produktionsmöglichkeit vor ca. zehn Jahren hat sich die Verfahrenstechnik, mitsamt der Mechanik und Steuerung, stark verändert und verbessert, so daß fast kein Vergleich zu den Anfangsjahren mehr vorhanden ist.
Die Verleimteile waren anfänglich ein fest integrierter Bestandteil der Maschine und es konnte grundsätzlich nur vorbeschichtetes Kantenmaterial verarbeitet werden. Die Vorschubgeschwindigkeit lag je nach Kantenart, Leim und Kontur des Werkstückes bei max. 7 m/min.
Um auch im Bereich der Verleimtechnik auf Bearbeitungszentren den Zwängen nach
• höherer Bearbeitungsgeschwindigkeit
• höherer Flexibilität
• und besserer Verleimqualität
standhalten zu können, wurde die langjährige Erfahrung des Direktleimauftrags bei Durchlaufmaschinen auf die Stationärtechnik übertragen. Seit 1993 werden bei Homag ausschließlich Verleimteile mit integrierter, direkter Leimangabe auf das Kantenmaterial verwendet.
• Die Hauptvorteile dieses Konzepts haben die Leistungsfähigkeit des Kantenbeschichtens auf Bearbeitungszentren erheblich gesteigert:
• Vorschubgeschwindigkeit je nach Kanten und Werkstückkontur bis 30 m/min
• der Arbeitsgang „Vorbeschichten der Kante“ entfällt
• problemlose Lagerhaltung des Kantenmaterials
• geringes Schrumpfverhalten bei thermoplastischen Kanten
• optimale Fugenqualität durch präzise Abstimmung der Leimmenge und Temperaturen in der Maschine
• geringerer Wartungs- und Serviceaufwand
• stets frischer Leim und kurze Reaktionszeit.
Einwechselbare Verleimaggregate
Zur Ligna ‘95 hat Homag erstmals eine völlig neue Generation der Verleimaggregate vorgestellt. Das bis dahin immer fest mit seinen Antriebs- und Positionierelementen verbundene Verleimaggregat wurde nun automatisch von einem Pick-up Platz in die Hauptspindel, mit einer Schnittstelle Elektrik/ Elektronik und Pneumatik, eingewechselt.
Seit Anfang ‘98 hat diese Technik den kompletten Verleimaggregate-Baukasten in der Homag-CNC-Technik verändert.
Heute kommt nur noch eine Technologie zum Einsatz und die heißt einwechselbare Verleimaggregate.
Die Vorteile, dieser nur von Homag verfügbaren Technik sind:
• Austauschbarkeit der Aggregate bei Einsatz mehrerer Maschinen für höhere Verfügbarkeit aller Anlagen.
• Vielseitige Möglichkeiten für den Einsatz anderer Aggregate, z. B. Sonderverleimaggregat für kleinste Innenradien, Stegkanteneinbringaggregat, Heißprägeaggregat (Transfer-Finish), Anpreßzonen für Sonderprofile z. B. für den Türfalz, Verleimteil für Massivholzleisten bis 8 mm.
• Einfache Wartung und Reinigung des Verleimteils durch Entnahme aus der Antriebsspindel (das Wechseln des Verleimaggregates erfolgt innerhalb einer Minute). Alle anderen Maschinenfunktionen können während dieser Arbeiten genutzt werden.
Die weiterentwickelte Technologie der Kantenbeschichtung auf CNC-Bearbeitungszentren erlaubt den Einsatz aller bekannten Funktionen, die für einen absolut universellen Einsatz zur Bearbeitung von Möbelteilen, erforderlich sind, wie z. B.
• 360° Stoßverleimung
• den Einsatz von Infrarot-Strahlern für optimale Verleimqualität und Erhöhung der Flexibilität von Dickkanten für minimale Innen- und Außenradien.
• permanente Heizung für den aufgeschmolzenen Schmelzkleber auch nach dem Einwechseln in die Hauptspindel.
Die Verleimteile können entweder aus einem mitfahrenden Pick-up oder externen Pick-up-Platz in die Hauptspindel eingewechselt werden.
Aggregatebaukasten
Heute steht ein vielseitiger Aggregatebaukasten mit folgenden einwechselbaren Verleimköpfen zur Verfügung:
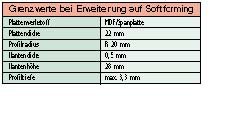
• Verleimaggregat bis zu einer Kantenhöhe von 65 mm (360°-Bereich) mit bis zu 24-facher Kantenzuführeinrichtung. Als Optionen stehen Druckzonen für die verschiedensten Einsatzmöglichkeiten wie für Softforming, für kleinste Innenradien oder für Einfach-, Gegen- und Doppelfalz zur Verfügung.
• Verleimaggregat bis zu einer Kantenhöhe von 90 mm (360°) mit 1- oder 3-facher Kantenzuführung
• Stegkantenaggregat
• Transferfinishaggregat
• Verleimteil für Massivholzkanten.
Verleimtechnik und Bearbeitungsdaten
Die Verleimtechnik selbst besteht aus einer Quickmelt-Aufschmelzeinheit mit direktem Schmelzkleberleimauftrag, die sich schon bei den Hochleistungskantenanleimmaschinen bewährt hat. Die Anpreß- und gesteuerte Nachpreßrolle sorgt für konstanten Anpreßdruck für das Kantenmaterial. Hinzu kommt eine Vorkappstation zum Ablängen der Kante.
Im Allgemeinen werden die Technologiedaten durch den Kantenwerkstoff, den Klebstoff, den Plattenwerkstoff und die Maschinentechnik bestimmt.
Kantenwerkstoffe
Folgende Kantenwerkstoffe können verarbeitet werden:
• Einschichtmelaminkanten 0,4 – 1,0 mm
• PVC-Kanten 0,8 – 3,5 mm
• ABS-Kanten 0,8 – 3,5 mm
• PP- Kanten 0,8 – 3,5 mm
• PMMA-Kanten 0,8 – 3,0 mm
• Einschicht Furnierkanten 0,4 – 2,0 mm
• Mehrschicht Furnierkanten 0,4 – 3,0 mm
• Fine-line Furnierkanten 0,4 – 0,8 mm
Klebstoff
Der Klebstoff ist das Verbindungselement zwischen dem Kantenmaterial und der Platte. Er ist der bestimmende Faktor für die Verleimqualität. Seine Anforderungen sind gute Benetzung der Kante, gute Verankerung in der Platte, geringe Fadenbildung, lange Standzeit im Auftragssystem und hohe Anfangsfestigkeit bei unterschiedlichen Vorschubgeschwindigkeiten.
Grundsätzlich gilt: die Anfangsfestigkeit wird durch die Viskosität bestimmt. Im allgemeinen kommen folgende Klebstoffe zum Einsatz:
• ungefüllter und leicht gefüllter EVA
• leicht gefüllter APAO
• ungefüllter PUR
• die Entwicklung mit PUR-Klebstoffen ist derzeit noch nicht abgeschlossen.
Plattenwerkstoffe
Überwiegender Werkstoff ist die Spanplatte. Auch dort bestimmen die Faktoren Schüttart, Schüttmenge, Verdichtungsgrad und Rezeptierung die Verleimparameter. Selbstverständlich können auf CNC-Bearbeitungszentren auch andere Werkstoffe wie MDF-Platten oder Multiplex-Platten beschichtet werden.
Maschinentechnik
Mittels der Maschinentechnik können die einzelnen Parameter so zusammengeführt werden, daß eine hohe Verleimqualität erreicht wird. Die Einflußfaktoren sind:
• Vorschubgeschwindigkeit
• Flexibilität der Kantenzuführung z. B. Einlaufwinkel, Kantentransport
• Leimauftragsmenge
• Leimtemperatur
• zusätzliche Wärmeeinbringung
• Anpreßdruck.
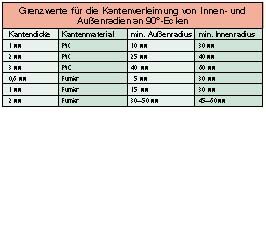
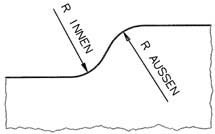
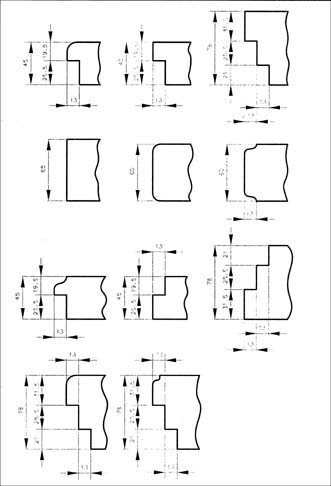
Die Angaben sind allgemeingültig und können je nach den einzelnen Faktoren noch tolerieren. Nachfolgende Angaben beziehen sich auf 23 mm Kantenhöhe an einer 19 mm dicken Spanplatte. Die Grenzwerte, für Softforming an geformten Werkstücken auf dem Bearbeitungszentrum, werden bestimmt durch die Zug- und Druckspannung des Kantenmaterials.
Der minimale Innen- und Außenradius ist sehr stark vom Kantenband und der Profiltiefe abhängig. Hier empfiehlt sich die Abstimmung mit dem Maschinenhersteller im individuellen Einsatzfall und in Abhängigkeit der jeweiligen Konturform.
Transferfinish
Besonders interessant ist der Einsatz des Transferfinishverfahrens auch auf CNC-Bearbeitungszentren.
Das bisher bekannte Verfahren wird in den Bereichen Wand- und Deckenverkleidung, Messe- und Ladenbau, an Türen, Schlaf- und Wohnmöbeln, z. B. bei lackierten Fronten eingesetzt.
Die dafür benötigte Aggregatetechnik wurde dem Stand der Anforderungen angepaßt.
Heute steht für diese Anwendung ein modularer Gerätebaukasten zur Verfügung.
Zu den bisherigen Möglichkeiten im Durchlaufbereich kommt das Verfahren auf Bearbeitungszentren neu hinzu.
In Verbindung mit der multifunktionalen Aggregatschnittstelle steht ein einwechselbares Aggregat zur Verfügung.
Dieses Aggregat kann, je nach Maschinentyp, manuell oder automatisch in die Bearbeitungsspindel eingewechselt werden.
Mit dieser Aggregattechnik ist es erstmals möglich, eine komplette Bearbeitung für geformte Möbelteile in einer Aufspannung durchzuführen.
Die zu verarbeitende Finishfolie ist im Aggregat bevorratet und wird, wie bei den Durchlaufmaschinen, mittels einer beheizten, gummierten Rolle an die Werkstückgeometrie angepreßt.
Das verbrauchte Trägerband wird anschließend wieder aufgewickelt. Der verfahrenstechnische Ablauf wird, wie beim Kantenanleimen, mittels Wood WOP Programmsystem gesteuert.
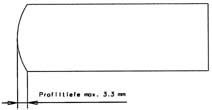
Unterschiedliche Bearbeitungskonturen, bis hin zu 360°-Verarbeitungen und Profile, sind realisierbar.
Die Grenzmaße für die Profiltiefen sind abhängig vom Plattenwerkstoff, Folienqualität und Konturradien. n
Teilen:








{kind=link}