













Von der Schreinerei, dem Ladenbauer über den Messebauer bis hin zu spezialisierten Holzverarbeitern, wie z. B. Türenherstellern, wird heute eine kompromisslose Qualität in der Verklebung und Nachbearbeitung von Kanten gefordert. Innovative Bearbeitungskonzepte bieten neben hoher Qualität auch die nötige Flexibilität bei kürzesten Rüstzeiten.
Höchste Anforderungen an die Qualität und das Design der Kante werden heutzutage auch von den Möbelkäufern, dem Endkunden, gestellt. Verschiedenste Dekore und Materialien sollten sowohl dem Verwendungszweck als auch dem Geschmack unterschiedlichster Käuferschichten entsprechen. Folglich ist bei der Produktion im Handwerk nicht nur ein rationeller, sondern auch ein sehr flexibler Fertigungsablauf eine absolute Notwendigkeit. Daraus ergibt sich für den Bereich der Kantenbearbeitung die Maximalforderung von minimalsten Rüstzeiten bei Einzelwerkstücken sowie eine hohe Produktivität bei einer rationellen Serienfertigung.
Intelligente Steuerungen gefordert
Die individuelle und flexible Bearbeitung von Kanten unter den Prämissen der Produktivität und Wirtschaftlichkeit lässt sich nur durch eine ausgeklügelte und sinnvolle Kombination der Bearbeitungsaggregate erreichen. Die absolute Minimierung der Einrichtungs- und Rüstzeiten für Kantenanleimmaschinen kann nur durch ein intelligentes Steuerungskonzept in Verbindung mit pneumatisch- bzw. motorisch-verstellbaren Aggregaten ermöglicht werden. Nur durch die Verbindung dieser beiden Grundvoraussetzungen kann ein kompletter Wechsel der Bearbeitungs-vorgänge, wie z. B. der Bekantung von Möbelfronten hin zu der Bekantung von Türblättern mit Aussparungen für Falz- und Profilfräsen des Überschlages, durchgeführt werden.
Die Schaltzentrale der Maschinensteuerung ist heute standardmäßig eine Speicher-Programmierbare-Steuerung (SPS). Diese Speicher-Programmierbare-Steuerung wird unter anderem als Schnittstelle mittels PC dem Anwender und Bediener der Maschine dargestellt.
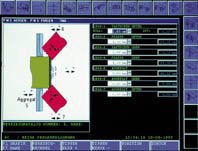
Die PC-Steuerung sorgt für einen maximalen Bedienkomfort in punkto Zeitersparnis durch automatisches Einrichten der Bearbeitungsaggregate und bei Bedarf über eine grafische Visualisierung einzelner Anwendungen. Ebenso grafisch dargestellt werden einzelne Aggregate und Profilformen in der Anwendung, so dass ein einfaches Nachjustieren bei Werkzeugwechsel durchgeführt werden kann. Dabei wird die Feinjustierung der Werkzeuge optisch unterstützt. Unterschiedliche Profilformen lassen sich somit einfachst einrüsten. Diese bildliche Darstellung am Bildschirm ermöglicht die sofortige Kontrolle und vermeidet Fehler bzw. zeitaufwendige, manuelle Rüstungen an den einzelnen Aggregaten.
Das Vorbereiten und Programmieren der einzelnen Anwendungen kann bereits in der Arbeitsvorbereitung geschehen. Die Steuerungssoftware kann auf einem separaten PC installiert werden. Sie bietet die gleichen Anwendungsparameter wie die Steuerung in der Maschine.
Programme- und Aggregateeinstellungen lassen sich so schnell und rationell in der Arbeitsvorbereitung erstellen. Sie werden anschließend über das Netzwerk direkt auf die Maschine bzw. über Diskettenlaufwerk an die Maschine übertragen. Dabei können auch Hinweistexte an den Bediener der Kantenanleimmaschine übermittelt werden. Diese verteilte Arbeitsweise ermöglicht eine optimale Auslastung. Selbstverständlich steigert die Netzwerkanbindung einer Produktionsmaschine wesentlich die Produktivität. Hierbei spielt auch der Service eine große Rolle – somit wird die Online-Wartung Realität. Fehlerprotokolle und Hinweismeldungen können per Modem und ISDN über den Holz Her Service direkt aus der Maschine ausgelesen werden. Über eine direkte Fehlerdiagnose können somit Ausfallzeiten entscheidend verkürzt werden.
Die Produktivität und die effektiven Arbeitszeiten werden mit der serienmäßigen Betriebsdatenerfassung in der Steuerung gemessen. Zu jedem Bearbeitungsprogramm können die effektive Kantenlänge, Stückzahl und die Betriebszeiten entnommen und eine genaue Nachkalkulation durchgeführt werden. Die PC-Steuerung als Interface zu den Benutzern, greift auf die maschinen-orientiert programmierte Speicher-Programmierbare-Steuerung zurück. Komplette Programme, welche eine bestimmte Kombination von Bearbeitungsaggregaten beinhalten, werden unter einem „real-name“ abgespeichert und sind jederzeit per Knopfdruck am Bedienpult wieder aktivierbar.
Bei der Programmanwahl werden die Aggregate auf eine bestimmte Anwendung gerüstet, z. B. von Bündigfräsen Massivholz auf die Bearbeitung von 3 mm starken PVC-Kanten, um mit einem Radius eine perfekte Oberfläche zu erzeugen. Manuelle, zeitaufwendige Rüstarbeiten an den einzelnen Aggregaten werden effektiv gespart. Die Speicher-Programmierbare-Steuerung greift auch neben der Programmerfassung auf eine berührungslose Streckensteuerung zurück. Diese integrierte Streckensteuerung besitzt eine elektronische Weg-Zeit-Messung und berechnet somit exakt das Ein- und Aussteuern der einzelnen Aggregate.
Vorteilhaft an der berührungslosen Streckensteuerung ist, dass
• störanfällige mechanische Endschalter entfallen
• exakte Eingabe der Streckenpunkte über die Tastatur möglich sind
• Fehlschaltungen der Aggregate durch konstruktionsbedingte Bohrungen ausgeschlossen werden
• schwierige Werkstücke auch zuverlässig erkannt und fehlerlos bearbeitet werden.
Multifunktionelle Aggregate
Die Grundlage für flexibles Kantenbearbeiten liegt nicht nur in einer intelligenten Steuerung, sondern auch in deren Kombination mit einer sinnvollen Verknüpfung von Bearbeitungsaggregaten. Hier schaffen multifunktionelle Aggregate die zweite Basis zur produkttechnischen Anpassung des Fertigungsablaufes an die Bedürfnisse der heutigen Möbelkäufer.
Flexibles Einrüsten an einer Kantenanleimmaschine bedeutet, dass bereits bei dem ersten Aggregat der Kantenzuführung eine Automatisierung einsetzen muss. Hier bietet eine automatisierte Mehrfachkantenzuführung die wesentliche Voraussetzung dafür, dass sich der Bediener ausschließlich auf die eigentlichen Werkstücke konzentrieren kann. Mit der Mehrfachkantenzuführung von Holz Her werden bis zu sieben verschiedene Kanten bereitgestellt. Für den raschen Wechsel zwischen unterschiedlichen Kanten oder dem reibungslosen Nachschub bei Serien werden die entsprechenden Kanten für die korrespondierenden Programme vorgehalten. Um eine handwerks-gerechte Lösung zu bieten, ist es selbstverständlich standardmäßig möglich, auch hier Massivholz in Form von Streifenware über einen separaten Kanal oder in Paketform automatisiert zuzuführen. Somit stellt eine auftragsbezogene Fertigung und kleine Losgrößen keinerlei zusätzliche Arbeit in punkto Rüstvorgänge dar.
Das anschließend aufgebaute Kleberauftragssystem muss die perfekte Verbindung zwischen Kante und Werkstück für eine hundertprozentige Optik erzielen und dabei allen gängigen Belastungen gewachsen sein.
Die von Holz Her entwickelte und patentierte Düsentechnik stellt im Vergleich zur konventionellen Technik einen Quantensprung dar. Das auf der Düsentechnik basierende Patronensystem bietet unübertroffene Eigenschaften in punkto Klebequalität, Bearbeitungszeit und den daraus resultierenden Kosten. Die Möglichkeit, innerhalb kürzester Zeit die Kleberfarbe bzw. die Kleberart an die unterschiedlichen Dekore anzupassen, garantieren absolute Wirtschaftlichkeit und Qualität der erzeugten Kleberfuge.
Flexible und leistungsstarke Nachbearbeitungsaggregate sind die Basis für eine auftragsbezogene Fertigung von kundenindividuellen Wünschen. Die Leis-tungsstärke der Aggregate wird durch eine solide Bauweise, ge-härtete Führungen und leis-tungsstarke Motoren erreicht. Sie garantieren eine lange Lebensdauer, auch im harten Dauerbetrieb.
Flexible Aggregate kennzeichnen sich dadurch, dass sich eine vollautomatische Komplettbearbeitung inklusive Einrüsten und Feinjustieren auf Knopfdruck zentral über die Maschinensteuerungen durchführen lässt. Hier liegt die Stärke der neuen High-Tech-Aggregate: mit computergesteuerten Schrittmotoren – in bis zu sieben Achsen – werden die Werkzeuge mit einer Genauigkeit von 1/100 mm justiert. Dies geschieht in kürzester Zeit und bei maximaler Präzision.
Um eine individuelle Kombination der Bearbeitung der Kantenanleimmaschine für die einzelnen Handwerksbereiche zu erzielen, werden aus einer Palette von über 50 Aggregaten Bestückungsmöglichkeiten angeboten. Daraus ergeben sich alle nötigen Kombinationsmöglichkeiten, um die Maschinenleistung exakt auf die individuellen Anforderungen des Betriebes abzustimmen.
Erst im Nachbearbeitungsteil einer Kantenanleimmaschine erhält das zu bearbeitende Werkstück seine endgültige Profilform. So werden durch das Kappaggregat die Kantenüberstände mit einem ziehenden, linearen Schnitt ausriss frei gekappt. Die Längskantenbearbeitung kann mit multifunktionellen Fräsaggregaten durchgeführt werden. Hierbei kommen Werkzeuge zum Einsatz, welche ohne manuellen Umrüstvorgang verschiedenste Anwendungen realisieren lassen. Dies wäre zum Beispiel die Bearbeitung eines Radius 1 mm, Radius 2 mm, Radius 3 mm, 30° Schräge oder 15° Schräge. Diese Anwendungen werden auf ein Werkzeug abgebildet und kundenspezifisch hergestellt. Die vom Anwender geforderte Fräsarbeit aus diesem Werkzeug-Port-Folio kann zentral über die Maschinensteuerung per Programmanwahl über insgesamt fünf Stellmotoren am Fräsaggregat eingerüstet werden. Auch hier sind bei Änderungen der Fräsarbeiten in der Längskante keine manuellen Tätigkeiten notwendig. Weiterhin können verschiedene Profilformen mit diesem Werkzeug abgebildet werden, dass die bereits erwähnten Formen auf Kanten unterschiedlicher Art und unterschiedlicher Stärke appliziert werden.
Zum Bearbeiten, nicht nur der Längskanten, sondern auch der stirnseitigen Kanten – Kunststoff- als auch Massivkanten –, gibt es spezielle leistungsstarke Formfräsaggregate. Mit dem patentierten Kopierfräsaggregat 1983 bearbeitet man die vertikalen Kanten der Schmalflächen sowie deren Eckpunkte. Darüber hinaus ist auch die Bearbeitung von Postforming-Profilen mit diesem Aggregat möglich. Über einen feststehenden Anlaufring wird das Plattenmaterial von der unteren Seite an der Vorderkante getastet und das Aggregat in einer Kreisbewegung um die zu bearbeitende Profilform gedreht. Die hintere Stirnseite der zu bearbeitenden Platte wird ebenfalls durch eine Kreisbewegung und einen feststehenden Anlaufring abgetastet und mit dem entsprechenden Radius, z. B. R = 3 mm, versehen.
Für einen kompletten Profilwechsel muss nur ein Werkzeug gewechselt werden. Für rationelles Umrüsten stehen ein manueller oder ein Automatikwechsler zur Verfügung. Hierbei werden ohne händisches Eingreifen der Motor samt Werkzeug und Aufnahme innerhalb von weniger als einer Minute komplett gewechselt. Die Bearbeitungsmaschine steht somit sofort wieder für einen neuen Bearbeitungsgang zur Verfügung. Ein händisches Eingreifen in den Werkzeugwechsel ist nicht notwendig.
Das Formfräsaggregat 1983 lässt die Bearbeitung verschiedener Profilformen auf Knopfdruck zu. So können die stirnseitigen Kanten (Radius oder Fase) bündig gefräst werden. Und das mit unterschiedlichen Radien oder Winkeln. Bis zu insgesamt drei Bearbeitungsformen stehen dem An-wender bei dem Automatik-wechsler zur Verfügung.
Für das Bearbeiten der stirnseitigen Kanten bei Massivholz steht ein weiteres Formfräsaggregat mit insgesamt vier Bearbeitungsmotoren zur Verfügung. Diese Bearbeitungsmotoren sind in der Drehrichtung der Fräswerkzeuge so ausgelegt, dass die stirnseitige Bearbeitung des Massivholzes immer im Gleichlauf erfolgt. Somit kann die Stirnseite des Massivholzes auch über Eck ausriss frei bearbeitet werden. Durch motorische Stellmotoren für das Gesamtaggregat und Bearbeitungsmotoren kann die Anwendung automatisiert zwischen Radius- und Fasefräsen gewechselt werden.
Neben den Profilfräsaggregaten sowie den Aggregaten zur Eckbearbeitung stehen weitere Fräsaggregate zum Nuten und Profilieren unterschiedlichster Konturen zur Verfügung. Darüber hinaus ist es selbstverständlich möglich, verschiedenste Schleifaggregate auf die Maschinen aufzubauen, um auch in der Bearbeitung von Massivholz ein endgültiges Finish zu erreichen.
Auch im Bereich der Kunststoffkanten als Rollenware soll eine perfekte Optik ohne manuelle Nachbearbeitung erzielt werden. Dies bedeutet konkret, dass die Werkstücke am Maschinenauslauf so ankommen müssen, dass sie unmittelbar zum nächsten Bearbeitungsschritt gehen können. Die Aggregate zur Nachbearbeitung arbeiten sorgfältig und machen somit ein manuelles Finishing überflüssig.
Der Einsatz einer Flächenziehklinge, welche den auf der Platte – selbst bei optimal-dosiertem Kleberauftrag – noch befindlichen Kleber abzieht, sorgt auf der Plattenober- und -unterfläche für eine saubere Kleberfuge.
So kann z. B. mit einer Sprüheinrichtung am Maschinenauslauf ein Reinigungsmittel aufgebracht werden, welches den Reinigungseffekt des anschließenden Schwabbelns erheblich verstärkt und das manuelle Abziehen von Kleberresten überflüssig werden lässt.
Kantensiegel
Mit der Heißsiegelmasse Kleiberit 753.9 ist es möglich, Spanplattenkanten so zu versiegeln, damit sie anschließend ummantelt oder besser beschichtet werden können. Spanplatten sind damit auch dort einsetzbar, wo bisher die schwerere und teurere MDF-Platte zum Einsatz kam. Die Siegelmasse gewährleistet hohe Wärmebeständigkeit, keinen Schrumpf und Oberflächenglätte auch im Bereich der Spanplatten-Mittelschicht.
Sie wird auf Ölbasis produziert, was eine gute Spritzbarkeit mit Auftragssystemen von Wehrmann und Schiele garantiert. Die kurze Penetrationszeit ist ein weiteres Plus. Trotz Hydryphobierung ist die versiegelte Kante mit Dispersionen verklebbar.
Außerdem löst die Heißsiegelmasse problematische Dickenquellung von Laminatbodenplatten. Mit dem Kleiberit 849 wird diese um bis zu 70% reduziert.
Klebchemie
76365 Weingarten
Tel 0 72 44/620
Fax ~/700-0
Internet: www.kleiberit.com
Teilen:








{kind=link}