








Fenster- und Türenfertigung in Losgröße 1 ohne Rüstzeit: Mit dem Conturex von Weinig setzt die Gnan Fensterbau GmbH in Auerbach/Oberpfalz auf die Komplettbearbeitung von Rahmenteilen in höchster Flexibilität. „Das Schöne dabei ist“, sagt Fritz Gnan, „dass der Conturex fast alleine arbeitet.“
„Sorry, aber eigentlich kommen Sie ein paar Wochen zu früh.“ Fritz und Bernhard Gnan, die das Fensterbau-Unternehmen gemeinsam leiten, stecken noch mitten im Umzug in die neue Fertigungshalle. Wie jeder weiß: Da müssen die Ärmel aufgekrempelt werden bis alles wieder rund läuft.
Auch die neuartige Verfahrenstechnik in der Holzfensterfertigung ist noch nicht auf die ganze Produktpalette eingespielt. Gnan ist einer der ersten Anwender des Conturex im Fensterbau. Werkzeuge, Bearbeitungsparameter und NC-Programme für einzelne Fenstersysteme sind noch in der Optimierungsphase und in der individuellen Kundenabstimmung. Dazu muss man wissen: mit dem Massivholz-Profiliercenter Conturex geht Weinig völlig neue Wege in der CNC-Komplettbearbeitung von Fenster-Rahmenteilen. Andere Wege in der Fertigung zu beschreiten, ist auch die Idee der Gebrüder Gnan, denn mit dem Bau einer neuen Produktionsstätte standen naturgemäß die bisherigen Fertigungsmethoden auf dem Prüfstand. Fritz Gnan: „Wir suchten eine Alternative zu unserer in die Jahre gekommenen Winkelanlage, am besten natürlich deutlich flexibler und nach Möglichkeit in einer automatisierbaren, linearen Durchlaufbearbeitung.“ Bernhard Gnan verweist auf ständig wechselnde Markttrends und die unterschiedlichsten Wünsche im anspruchsvollen Kundenkreis: „Wir fertigen individuelle Fenster und Haustüren überwiegend für Privatkunden. Bei kleinsten Losgrößen ist höchste Flexibilität gefordert.“
Das neue Fertigungs- und Maschinenkonzept sollte all das leisten, was der Bauherrenmarkt für Neubau und Althausmodernisierung verlangt. Im Klartext: Die rationelle Einzelteilbearbeitung mehrerer Holz- und Holz/Alu-Fenstersysteme, Schwingfenster, Passivhausfenster, Haustüren, kleinere Pfosten-Riegelkonstruktionen etc.
Mit seinem speziellen Bearbeitungskonzept, dies hatten die Herren Gnan rasch erkannt, kommt der im vergangenen Jahr erstmals vorgestellte Conturex diesen Forderungen förmlich entgegen.
Innovativer Zangentisch
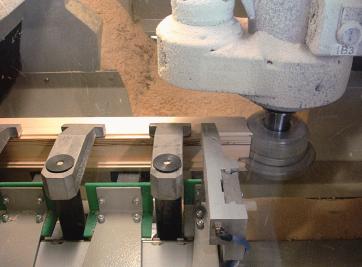
Der Conturex wurde speziell für die Komplettbearbeitung von Massivholzteilen entwickelt. Hinter dem Verfahrensprinzip stecken innovative Details: Wichtigste Merkmale sind die beiden in der X-Achse verfahrbaren Zangentische zur Positionierung der Werkstücke sowie die duale Bearbeitung an zwei Stationen im Werkstückdurchlauf.
In Reihe auf dem Zangentisch angeordnet und einzeln gesteuert, halten die Spannelemente mit PowerGrip-Funktion das Werkstück positioniergenau fest. Das Klemmverfahren mit Spannzangen hat einen entscheidenden Vorteil, der den Conturex von herkömmlichen CNC-Bearbeitungszentren unterscheidet: Vorrichtungen oder rüstzeitaufwändige Spannelemente sind zum Fixieren der Werkstücke nicht nötig. Rüstzeiten entfallen völlig, Fertigung in Losgröße 1 wird zum Prinzip: Die einzelnen Spannsegmente kommen je nach Werkstück-Querschnitt programmgesteuert zum Einsatz. Die rutsch- und verspannfreie Methode sorgt für hohe Bearbeitungsqualität und Maßgenauigkeit des Endproduktes. Selbst Kleinstteile können von allen sechs Seiten bearbeitet werden. Auf dem Conturex sind zwei in der X-Achse verfahrbare Zangentische (Verfahrgeschwindigkeit bis 120 m/min) im Einsatz: Für die allseitige Bearbeitung wird das Werkstück vom ersten auf den zweiten Tisch automatisch umgespannt. So kann an jedem Punkt, auch von unten, bearbeitet werden.
Die duale Bearbeitung beinhaltet eine weitere grundsätzliche Innovation des Conturex: Die Bearbeitung erfolgt „im Werkstückdurchlauf“ nacheinander an zwei Bearbeitungsstationen, die beidseitig an einer stabilen Trägersäule angeordnet sind. Dabei sind zwei mit Werkzeugwechslern ausgerüstete Aggregate in der Y-Achse im Einsatz. Während eine Station bearbeitet, wird die andere mit dem nötigen Werkzeug ausgestattet und damit auf den nächsten Bearbeitungsschritt vorbereitet. Weitere wichtige Maschinendaten:
- Spindelmotor: rechts und links drehend, 20 kW
- Werkzeugaufnahme: HSK 63F
- Stufenlos regelbare Drehzahl: 0 – 18 000 U/min
- Verstellgeschwindigkeit: Y = 120 m/min, z = 60 m/min
- Max. Werkzeugdurchmesser: 330 mm
- Max. Werkzeuglänge: 290 mm
- Mögliche Teiledimensionen: Länge = 180 – 3300 mm (optional 4500), Breite = 25 – 260 mm, Höhe = 20 – 100 mm.
Kompakter Ablauf
Durch den Conturex ist die Fenster-Einzelteilbearbeitung bei Gnan auf einen kompakten Ablauf mit drei Maschinen reduziert:
- Längenzuschnitt der Kanteln
- 4-Seitenhobeln inklusive Hydro-Oberflächen, Glasleisten austrennen und Glasleisten profilieren auf einem Weinig-Powermat 500.
- Die auftrags- oder rahmenweise vorsortierten Kanteln werden bei der manuellen Beschickung auf das Einlaufband des Conturex mit einem Barcode-Aufkleber versehen.
- Der Rest ist automatisierte Komplettbearbeitung im Durchlauf: Über den Barcodeleser an der Werkstückübergabe zur Maschine werden die NC-Programme automatisch aufgerufen und die Bearbeitung kann starten. Der Conturex leistet dann sämtliche an einem Fenster-Rahmenteil erforderlichen Profilier-, Fräs- und Bohrvorgänge.
Bei Gnan sind System-Werkzeuge mit Aluminium-Grundkörper von Oppold im Einsatz. Durch die umfassende Werkzeugbevorratung von bis zu 36 Werkzeugen in den Tellermagazinen und bis zu 120 in dem zusätzlichen Linearwechsler sind den Bearbeitungsmöglichkeiten kaum Grenzen gesetzt:
- Querprofilierung für Rechteck- und Schrägfenster: für die Holz-Eckverbindung kommt bei Gnan eine gekonterte Dübelverbindung in Kombination mit einem mechanischen Befestigungssystem von SFS-Stadler zum Einsatz.
- Längs- und Außenprofilierung in allen Systemvarianten
- Beschlagfräsungen und sämtliche Bohrungen.
Automatisierungseffekte
„Das Schöne ist: Der Conturex arbeitet fast alleine“, freut sich Fritz Gnan. Dafür sorgen die Durchlaufbearbeitung und die Automatisierung am Ein- und Auslauf der Maschine. Die Puffer-Querförderer vor und nach der Maschine nehmen bis zu 30 Rahmenteile auf. Nach der Beschickung arbeitet der CNC-Automat als autonome Fertigungszelle; je nach Werkstückabmessungen und Bearbeitungsaufgaben bis zu einer Stunde lang. Durch diese Automatisierung eröffnen sich weitere Möglichkeiten: Der Conturex produziert auch in Pausen oder in mannloser Schichtverlängerung. Während der Conturex eigenständig arbeitet, bleibt dem Bediener Zeit für andere Arbeitsschritte: Für den Längenzuschnitt, für das 4-Seitenhobeln der Rahmenteile, oder für das Dübeln und die Vormontage der Rahmenteile. Dazu ist bei Gnan ein Montagetisch am Auslaufband integriert.
Unter diesen Voraussetzungen ist die komplette Fenster-Einzelteilbearbeitung als 1-Mann-bediente Fertigungsinsel ausgelegt. Unterstützt wird die Bedienung durch die Siemens CNC-Steuerung (Sinumerik 840 D), durch spezielle Anwendersoftware und eine freie Schnittstelle für Branchensoftware. Gnan nutzt seit Jahren das Software-Paket von Adulo. Im Falle des Conturex hat das Softwarehaus im fränkischen Hettstadt sein CNC- Modul Adulo um einige Features für die 3D-Bearbeitung erweitert. Die verschiedenen Profil- und Bearbeitungsformen werden zur Generierung der NC-Programme in der Weinig-Anwendersoftware Nexus mit integriertem Postprozessor sehr detailliert und präzise aufgelöst.
Flexibilität entscheidend
Unter der Voraussetzung, dass die Längsprofilierung der Rahmenteile in jeweils zwei Bearbeitungsgängen erfolgt, nennt Weinig eine Leistung von bis zu 300 Teilen pro 8 Stundenschicht (mittlere Länge: 1500 mm). Bei Nutzung von Pausen und eventueller „mannloser“ Schichtverlängerung ergibt dies bis zu rund 40 Fenster pro Tag. Wohlgemerkt: Komplett bearbeitete Einzelteile verschiedenster Systeme mit Null-Rüstzeit und mit minimalem Personalaufwand. Kapazitätsreserven zu aktivieren sei eine Frage sinnvoller Einsatzplanung, sagt Fritz Gnan: „Im Bedarfsfall können wir zusätzliche Schichten fahren.“
Neben der Komplettbearbeitung und den Automatisierungseffekten sehen Fritz und Bernhard Gnan die hohe, rüstfreie CNC-Bearbeitungsflexibilität als den alles entscheidenden Vorteil. Fritz Gnan: „Durch den Conturex sind wir nicht festgelegt und können i ndividuelle Profilformen oder z. B. flächenversetzte oder flächenbündige Varianten innerhalb der Fenstersysteme realisieren. Stilfenster oder Sonderwünsche sind einfach umsetzbar.“
Auf immer kurzlebigere Zeiten und Produktzyklen sei man mit dem Conturex bestens eingestellt. „Auf Änderungen oder neue Profilsysteme können wir mit relativ geringem Aufwand durch modifizierte oder mit neuen, kompakten Einzelwerkzeugen reagieren. Das ist ein erheblicher Vorzug gegenüber dem komplexen Werkzeug-Splitting auf riesigen Werkzeugtürmen.“
Auch für die fernere Zukunft lasse die neue Maschine sämtliche Möglichkeiten offen: „Alles ist möglich. Wir können Massivholzteile aller Art produzieren: morgen Jalousieläden oder übermorgen ganz andere Massivholzteile.“ Fritz Gnan zieht ein abschließendes Fazit: „Der Conturex ist keine Massenmaschine, aber für kleinere Betriebe, die Wert auf höchste Flexibilität legen, ist er die bessere Lösung.“
Zwischentransport eliminiert
Auf der gerade beendeten Fachmesse Xylexpo in Mailand demonstrierte Weinig eine Conturex-Konstellation, die Zwischentransporte der Werkstücke eliminiert. Kappsäge, Hobelautomat und Conturex sind dazu als Maschinentrio zur vollständigen Durchlaufbearbeitung verkettet. ■
Von BM-Chefredakteur Manfred Maier

Gnan: Individuelle Fenster und Türen
Das im Jahre 1876 als Schreinerei gegründete Unternehmen besteht in der fünften Generation und ist seit 1974 ganz auf Fenster spezialisiert. Die heutige Fensterbau Gnan GmbH in 91275 Auerbach steht unter der Leitung von Fritz und Bernhard Gnan. Mit 42 Mitarbeitern werden Kunststoff-, Holz- Holz/Alu-Fenster und Haustüren produziert. Bei Kunststoff-Fenstern kommt die Systemtechnik von Salamander zum Einsatz.
1998 wurde mit der Auslagerung der Kunststoff-Fensterproduktion ein zweiter Fertigungsbetrieb im Industriegebiet Auerbach in Betrieb genommen. An diesem neuen Standort ist jetzt die gesamte Produktion konzentriert. Für die Fertigung von Bauelementen aus Holz entstand erst kürzlich eine zweite Fertigungshalle. Im vergangenen Jahr produzierte Gnan rund 20000 Kunststoff- und ca. 4000 Holzfenster. 80 Prozent der Aufträge stammen aus dem privaten Wohnungsbau. Entsprechend groß und individuell ist die System- und Produktpalette. 20 Prozent sind Aufträge der öffentlichen Hand oder von Wohnungsbaugesellschaften.
Gnan setzt auf die Direktvermarktung mit Außendienst und eigener Montage im oberpfälzischen und bayerischen Raum. Gute, persönliche Beratung, hohe Qualität und kompletter Service über den Kauf hinaus werden groß geschrieben.
Im Verkaufsstudio in Auerbach werden auf einer Fläche von 1000 m² neben Fenstern und Haustüren auch Innentüren angeboten. Die Beteiligung an Regionalmessen ist ein weiteres Marketinginstrument. Ein kleiner Teil der Produktion wird an Schreiner-Kollegen geliefert.
Teilen:








{kind=link}